Tuyauteries

Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
© Techniques de l’Ingénieur, traité Génie mécanique A 830 − 1
A 830 11 - 1981
Tuyauteries
Protection contre la corrosion
par Jacques LECONTE
Directeur Technique de la Division Tuyauterie Montage Delattre-Levivier
1. Rappels sur les phénomènes de corrosion ....................................... A 830 - 2
1.1 Types de corrosion ...................................................................................... — 2
1.1.1 Caractérisation suivant l’aspect......................................................... — 2
1.1.2 Caractérisation suivant le mode d’action du milieu ........................ — 3
1.1.3 Caractérisation suivant les phénomènes physiques concernés..... — 3
1.2 Corrosion électrochimique ......................................................................... — 3
1.2.1 Potentiel d’électrode........................................................................... — 3
1.2.2 Intensité du courant de corrosion ..................................................... — 5
1.2.3 Polarisation ......................................................................................... — 5
1.2.4 Passivité............................................................................................... — 6
1.2.5 Action spécifique du milieu ............................................................... — 6
1.3 Corrosion sèche........................................................................................... — 7
1.3.1 Milieux corrosifs ................................................................................. — 7
1.3.2 Cinétique du phénomène................................................................... — 7
1.3.3 Oxydation du fer et de ses alliages................................................... — 8
2. Méthodes générales d’action anticorrosion..................................... — 8
2.1 Choix du matériau ....................................................................................... — 8
2.2 Protection du métal avant la mise en service ........................................... — 8
2.2.1 Revêtements minéraux et organiques. Peintures............................ — 9
2.2.2 Revêtements métalliques................................................................... — 10
2.2.3 Passivation .......................................................................................... — 10
2.2.4 Phosphatation..................................................................................... — 11
2.3 Protection des tuyauteries en service........................................................ — 11
2.3.1 Élimination de l’oxygène et modification du pH.............................. — 11
2.3.2 Utilisation d’inhibiteurs de corrosion ............................................... — 11
2.4 Contrôle de l’évolution de la corrosion en service ................................... — 12
3. Applications aux réseaux de tuyauteries.......................................... — 12
3.1 Tuyauteries enterrées.................................................................................. — 12
3.1.1 Corrosion par courants vagabonds................................................... — 12
3.1.2 Corrosion par agressivité du sol ....................................................... — 13
3.1.3 Protection cathodique en eau de mer............................................... — 15
3.2 Tuyauteries industrielles en acier véhiculant de l’eau.............................. — 16
3.2.1 Tendance à la corrosion par les eaux naturelles.............................. — 16
3.2.2 Traitement des eaux ........................................................................... — 18
3.3 Corrosion dans l’industrie nucléaire.......................................................... — 19
3.3.1 Réacteurs à eau légère....................................................................... — 19
3.3.2 Réacteurs à neutrons rapides............................................................ — 20
3.4 Fragilisation par l’hydrogène...................................................................... — 20
3.4.1 Action de l’hydrogène sur le comportement de l’acier................... — 20
3.4.2 Prévention contre la fragilisation due à l’hydrogène ...................... — 21
3.5 Corrosion consécutive à la mise en œuvre ............................................... — 21
3.5.1 Aciers austénitiques ........................................................................... — 21
3.5.2 Aciers ferritiques................................................................................. — 22
Pour en savoir plus........................................................................................... Doc. A 830

TUYAUTERIES _________________________________________________________________________________________________________________________
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
A 830 − 2© Techniques de l’Ingénieur, traité Génie mécanique
a corrosion est un fléau technologique dont les ravages ont été particulière-
ment importants depuis l’utilisation massive des alliages de fer : on a
estimé à 15 % de la production annuelle d’acier la perte subie chaque année de
son fait.
Les tuyauteries, dont le matériau constitutif le plus répandu est l’acier non allié,
sont particulièrement exposées à ce risque du fait, soit de leur environnement
(comme pour les tuyauteries enterrées), soit de leur fonction (transport de fluides
corrosifs). Parmi les conséquences qui peuvent être désastreuses, citons pour
mémoire :
— rupture de capacités sous pression ;
— fuite de liquides corrosifs, dangereux ou polluants ;
— contamination de fluides dans les industries alimentaires ou pharmaceu-
tiques ;
— arrêt prolongé d’unités importantes de production (énergie, pétrochimie,
etc.).
Heureusement, depuis une cinquantaine d’années, et en particulier grâce aux
travaux d’Evans et de ses élèves, se sont développées des techniques d’anti-
corrosion, fondées sur une meilleure connaissance des phénomènes physico-
chimiques, qui ont permis de réduire considérablement les risques et, par voie
de conséquence, l’importance économique des dommages constatés.
L
1. Rappels sur les phénomènes
de corrosion
1.1 Types de corrosion
La définition usuelle de la corrosion, comme le résultat de l’action
d’origine chimique ou électrochimique exercée par le milieu ambiant
sur un métal ou un alliage, est très générale ; elle correspond en
fait à des phénomènes d’allures très différentes.
On peut distinguer les types de corrosion suivant l’aspect, le mode
d’action du milieu ou les phénomènes physiques concernés.
1.1.1 Caractérisation suivant l’aspect
L’examen de l’aspect d’un métal corrodé peut, à défaut d’un
diagnostic immédiat, orienter les investigations ultérieures en
évitant des tâtonnements inutiles.
1.1.1.1 Corrosion uniforme
Elle se traduit par une perte d’épaisseur régulière. Le phénomène
se caractérise par la vitesse d’attaque, qui se mesure soit en milli-
mètres par an, soit en milligrammes par décimètre carré et par jour.
Cette attaque n’est pas forcément proportionnelle au temps : elle
peut obéir à des lois variées. Souvent, la valeur donnée dans les
tables de corrosion n’est qu’une valeur moyenne et, pour extrapoler,
il est nécessaire de connaître la durée de l’essai correspondant.
Citons comme exemple de telles tables le Guide de la résistance à
la corrosion [3] édité par la Climax Molybdenum, et qui concerne
les aciers inoxydables des types 304, 316 et 317.
Dans beaucoup de cas, le risque de ruine d’un appareil ou d’une
tuyauterie sera supprimé en leur donnant une épaisseur suffisante.
1.1.1.2 Corrosion par piqûres
Elle correspond à une attaque limitée à des zones de très petite
surface (environ 1 mm2), mais pouvant être assez profonde. C’est
en particulier le cas des tuyauteries enterrées en acier non allié (§ 3.1)
ou des tuyauteries en acier inoxydable en présence d’eau de mer
(§ 1.2.4).
Ce type de corrosion devient catastrophique si la profondeur des
piqûres devient égale à l’épaisseur du tube. Cependant, très souvent,
les conditions de l’attaque se modifiant en fond de piqûre, la
corrosion se ralentit et même parfois cesse complètement ; une sur-
épaisseur prévue à l’origine peut alors être une solution valable.
1.1.1.3 Corrosion fissurante
C’est une forme de corrosion d’autant plus dangereuse qu’elle
peut passer inaperçue jusqu’à la fuite, ou même la rupture de la
tuyauterie. Suivant la localisation des fissures à l’échelle micro-
scopique, on distingue :
—la fissuration intergranulaire, où les fissures cheminent entre
les grains : c’est le cas de la corrosion des aciers au chrome - nickel
type 18-8 non stabilisés, lorsqu’ils sont soumis à un milieu acide
après sensibilisation (§ 3.5.1 et article Soudage [B 621] dans le
présent traité) ;
—la fissuration transgranulaire, caractérisée par des fissures
traversant les grains, qui se manifeste principalement dans les cas
de corrosion sous tension (§ 1.1.2.4).
Remarque : on passe d’une unité à l’autre par les formules :
corrosion en mg/(dm2 · j) = 27,4 ρ × corrosion en mm/an
avec ρ(g/cm3) masse volumique.
corrosion
en
mm/an 365
10
4
ρ
---------------
corrosion
en
mg/ dm
2
j
⋅()×
=
Par
exemple
, une corrosion uniforme de 0,2 mm/an ne sera pas
dangereuse si, dans le calcul d’épaisseur de la tuyauterie, on a tenu
compte d’une surépaisseur de corrosion de 3 mm, pour une durée de
vie prévue de 15 ans.

________________________________________________________________________________________________________________________ TUYAUTERIES
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
© Techniques de l’Ingénieur, traité Génie mécanique
A 830
−
3
1.1.1.4 Corrosion sélective
C’est un type de corrosion très dangereux parce
qu’insoupçonnable : la pièce corrodée ne semble pratiquement pas
concernée, alors que sa résistance diminue considérablement. Elle
consiste en la dissolution sélective d’un élément d’un alliage, les
autres éléments restant non attaqués. Le métal devient poreux et
perd sa résistance.
Industriellement, ce phénomène concerne surtout les
alliages
contenant du zinc
, tels que le bronze ou le laiton, où le zinc subit
cette attaque sélective en milieu acide. L’adjonction de petites
quantités d’étain (environ 1 %) et d’arsenic a permis de mettre au
point des laitons insensibles à ce type de corrosion.
1.1.2 Caractérisation suivant le mode d’action
du milieu
1.1.2.1 Corrosion entre deux métaux différents
Ce type de corrosion implique l’existence de deux métaux
différents reliés entre eux électriquement et baignant dans un liquide
conducteur. L’un des deux métaux, celui qui forme l’
anode
de la pile
ainsi constituée, est attaqué (§ 1.2.1).
C’est surtout au niveau de la conception des ouvrages que l’on
devra éviter de mettre en présence des métaux différents.
1.1.2.2 Corrosion par concentration différentielle
Une hétérogénéité de concentration soit au niveau du métal, soit,
plus souvent, au niveau du milieu agressif, peut donner naissance
à une pile génératrice de corrosion. Le cas le plus fréquent est dû
à l’apparition d’une différence de concentration en oxygène dans la
solution corrosive (
effet Evans
) : la partie métallique en contact avec
la solution pauvre en oxygène devient alors anode (§ 1.2.1) et est
attaquée.
Ces conditions peuvent se présenter dans des zones mortes sans
circulation, telles que des crevasses, l’intervalle entre deux tôles d’un
joint par recouvrement, sous un dépôt d’oxydes ou de produits de
corrosion.
1.1.2.3 Corrosion par frottement
Lorsque deux surfaces métalliques sont en contact et qu’elles se
déplacent l’une par rapport à l’autre, leurs surfaces peuvent se dété-
riorer rapidement et devenir impropres aux mouvements ultérieurs.
Pour que la corrosion par frottement puisse apparaître, il faut
simultanément :
— l’existence d’une pression de contact entre les deux métaux ;
— la présence de vibrations ;
— l’existence d’un glissement entre les deux surfaces ;
— la présence d’oxygène.
Il semble que le phénomène soit dû à l’arrachement et à l’oxyda-
tion des particules métalliques sous l’effet du frottement et de l’éléva-
tion de température qui en résulte. Les conséquences sont :
l’augmentation des jeux, le grippage, l’apparition de défauts pouvant
provoquer des ruptures de fatigue.
La présence d’une huile qui réduira la présence d’air peut être une
solution pour prévenir ce type de corrosion. Une préparation de la
surface métallique (en général phosphatation, § 2.2.4) améliorera la
tenue de l’huile.
1.1.2.4 Corrosion sous tension
Il s’agit d’un type de corrosion accélérée par l’existence de
contraintes dans le métal attaqué. Suivant le type de contraintes,
statiques ou dynamiques, on distingue parfois la
corrosion sous
tension
de la
corrosion sous fatigue.
Ce sont en général les tensions résiduelles (soudage ou écrouis-
sage) qui sont la cause de corrosion sous tension, et très souvent
un traitement de
relaxation
(article
Soudage
[B 621] dans le présent
traité) suffira pour prévenir ce genre de corrosion.
L’acier non allié, en présence de
solutions de soude
, est
particulièrement sensible à la corrosion sous tension et toutes les
soudures, même celles des attaches de supports, doivent être déten-
sionnées si elles intéressent la paroi du réservoir ou de la tuyauterie.
Un type de corrosion sous tension des aciers inoxydables en
présence d’
ions chlore
est étudié au paragraphe 3.3.1.1.
1.1.3 Caractérisation suivant les phénomènes
physiques concernés
On distingue :
— la corrosion électrochimique ;
— la corrosion chimique ;
— la corrosion sèche.
En réalité, la différence essentielle est la présence ou non d’un
milieu conducteur. Dans le premier cas, on se trouvera en présence
d’une
corrosion électrochimique
. Dans le second cas, si le milieu
agressif est liquide, on parlera de
corrosion chimique
alors que s’il
s’agit d’un gaz, on classera ce phénomène sous le nom de
corrosion
sèche.
Il faut cependant noter que les principes physiques de base sont
identiques (transport d’ions, échange d’électrons).
1.2 Corrosion électrochimique
La corrosion électrochimique implique la réunion des conditions
suivantes.
■
Existence d’une dissymétrie physique ou chimique
dans le sys-
tème métal/solution ; cette dissymétrie, parfois difficile à mettre en
évidence, et qui se traduit par une différence de potentiel, peut avoir
des origines très variées :
— hétérogénéité dans la surface d’un métal (traces d’oxydes,
par exemple) ;
— teneur en oxygène différente entre deux points du milieu
(effet Evans, § 1.1.2.2) ;
— concentration variable des solutions.
■
Présence d’un milieu conducteur
(en général liquide) au contact
des parties métalliques
■
Circulation d’un courant électrique
entre deux parties du métal,
l’une étant l’
anode
, l’autre la
cathode
.
En l’absence d’une de ces conditions, il n’y aura pas de corrosion
électrochimique.
1.2.1 Potentiel d’électrode
Le phénomène de base des réactions électrochimiques est un
échange d’électrons entre ions. La notion d’
oxydation
a été géné-
ralisée et interprétée aujourd’hui comme une perte d’électrons et,
la
réduction
, comme un gain d’électrons :
avec
Ox
forme oxydée,
Red
forme réduite.
Ainsi, lorsqu’un métal (par exemple Fe) est mis en contact avec
une solution liquide conductrice, c’est-à-dire susceptible de se
Remarque
: si une différence de potentiel est créée par une
source extérieure (courants vagabonds § 3.1.1), la dissymétrie
telle que définie ici n’est plus nécessaire.
Ox ne–$Red+

TUYAUTERIES _________________________________________________________________________________________________________________________
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
A 830
−
4
© Techniques de l’Ingénieur, traité Génie mécanique
dissocier spontanément en ions, il se trouve porté à un potentiel
correspondant à l’équilibre de dissolution :
Ce
potentiel de dissolution
dépend :
— de la nature du métal, de son état métallurgique, de son état
de surface ;
— de la nature de la solution, et en particulier de la concentration
du soluté ;
— de la température.
Si l’on prend la précaution d’utiliser une solution d’un sel du métal
à une concentration et une température définies, la valeur obtenue
est caractéristique du métal. Si la solution a une concentration
normale (activité des ions Fe
++
, par exemple, égale à 1), le potentiel
est appelé
potentiel normal d’électrode
.
Le tableau
1
indique les valeurs du potentiel normal d’électrode
pour quelques métaux usuels, exprimées en prenant pour référence
(point zéro) le potentiel normal de l’
électrode normale à hydrogène
correspondant à la réaction :
(0)
La réalisation pratique d’une telle électrode consiste en un fil de
platine platiné plongé dans une solution saturée en hydrogène
sous une pression de 1 atm.
D’autres électrodes de référence d’un emploi plus pratique sont
utilisées :
— l’électrode au calomel (Hg + Hg
2
Cl
2
) ;
— l’électrode argent-chlorure d’argent ;
— l’électrode cuivre-sulfate de cuivre (utilisée pour la détermina-
tion du potentiel par rapport au sol des structures enterrées,
§ 3.1.1.1).
Le potentiel standard de ces électrodes étant connu, il est facile
de ramener les valeurs mesurées à celles qui seraient obtenues
avec l’électrode d’hydrogène.
Nota :
pour ce qui concerne les électrodes de référence, le lecteur pourra se reporter aux
articles
Corrosion en milieu aqueux des métaux et alliages
[M 150] dans le traité Matériaux
métalliques et
Potentiométrie
[P 2 115] dans le traité Analyse et Caractérisation.
Si l’on classe les métaux suivant leur potentiel normal, les corps
les plus électronégatifs seront attaqués lorsque, dans un électrolyte,
ils seront en situation d’
anode
, c’est-à-dire en présence de corps plus
positifs.
Les valeurs données dans le tableau
1
sont valables pour une
concentration normale et une température de 25
o
C. Connaissant le
potentiel normal
E
0
, le potentiel d’équilibre peut être calculé pour
une concentration et une température quelconques à l’aide de la
formule de Nernst
:
(1)
avec
R
constante des gaz parfaits (8,314 J · K
–1
· mol
–1
),
T
(K) température absolue,
n
valence du métal,
F
constante de Faraday (96 500 C/équivalent-gramme),
activité des ions du métal
M
,
a
M
activité de
M
à l’état métallique (égale à 1 si
M
est un
métal pur).
Rappelons que l’activité d’une substance dissoute est pratique-
ment égale à sa molarité (concentration en molécules-grammes du
soluté pour 1 000 g d’eau) pour des solutions étendues.
Si la température est différente de 25
o
C, le potentiel normal
E
0
variera ainsi que le terme en
T
de la formule de Nernst.
En utilisant les logarithmes décimaux, l’équation (1) s’écrit
(à 25
o
C) :
(2)
■
Cas de l’hydrogène
: le potentiel normal de l’hydrogène ayant été
pris par définition égal à 0, l’équation (1) s’écrit :
(3)
L’importance de l’électrode à hydrogène réside dans le fait que,
dans un grand nombre de réactions, en se dégageant à la cathode,
l’hydrogène transforme la pile réelle en une pile hydrogène - métal,
quel que soit le métal, de la cathode.
■
Électrode à oxygène
: une électrode en platine platiné plongée
dans un électrolyte saturé en oxygène se comporte comme une
électrode à oxygène. Le potentiel normal de l’oxygène étant égal à
0,40 V, l’équation (1) s’écrit :
(4)
avec (atm) pression d’oxygène
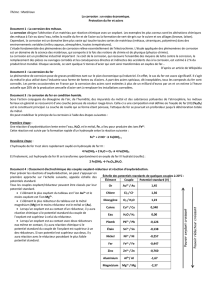
Tableau 1 – Potentiel normal d’électrode
E
0
rapporté à l’électrode normale à hydrogène
pour quelques métaux à 25
o
C
Métal Réaction
E
0
(V)
Or Au
+++
+ 3
e
–
+ 1,50
Platine Pt
++
+ 2
e
–
+ 1,19
Argent Ag
+
+
e
–
+ 0,78
Mercure Hg
2++
+ 2
e
–
+ 0,79
Cuivre Cu
++
+ 2
e
–
+ 0,34
Hydrogène 2H
+
+ 2
e
–
0
Plomb Pb
++
+ 2
e
–
– 0,13
Étain Sn
++
+ 2
e
–
– 0,14
Nickel Ni
++
+ 2
e
–
– 0,25
Cadmium Cd
++
+ 2
e
–
– 0,40
Fer F
e
++
+ 2
e
–
– 0,44
Chrome Cr
+++
+ 3
e
–
– 0,74
Zinc Zn
++
+ 2
e
–
– 0,76
Titane Ti
++
+ 2
e
–
– 1,63
Aluminium Al
+++
+ 3
e
–
– 1,66
Magnésium Mg
++
+ 2
e
–
– 2,37
Fe $Fe++ 2e–
+
H2$2H
+2e–
+
Au!
Pt!
Ag!
2
Hg
!
Cu!
H2!
Pb!
Sn!
Ni!
Cd!
Fe!
Cr!
Zn!
Ti!
Al!
Mg!
Remarque
: en France, conformément à la convention inter-
nationale, on indique le potentiel normal d’
oxydation
. Les
ouvrages américains indiquent plutôt le potentiel normal de
réduction
; il faut alors faire attention à l’inversion du signe.
Exemple :
le potentiel d’équilibre d’une électrode de cuivre à 25
o
C
dans une solution normale d’ions Cu
++
est égal à + 0,34 V (tableau
1
).
Si, à cette même température, la concentration diminue
à 10
–8
mole/litre, le potentiel devient :
EE
0RT
nF
----------
ln a
M
n
+
a
M
-------------
+=
aMn+
EE
00,059
2
n
----------------------- lg
a
M
n
+
a
M
--------------
+=
E+
0,34 0,059
2
2
--------------------- lg 10
8
–
+
0,10
V
=+=
EH20,059
2lg
a
H
+
0,059
2
pH
–==
EO20,40 0,059
2
lg p
O
2
1/4
a
OH
–
------------
+=
pO2

________________________________________________________________________________________________________________________ TUYAUTERIES
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
© Techniques de l’Ingénieur, traité Génie mécanique
A 830
−
5
Cette formule est très importante pour l’interprétation des
cellules d’aération différentielle (effet Evans, § 1.1.2.2).
1.2.2 Intensité du courant de corrosion
Le potentiel d’électrode pris par le métal dans son électrolyte
(§ 1.2.1) résulte d’un équilibre. Dès que deux électrodes différentes
sont raccordées, une pile est constituée, un courant ionique circule
dans la solution et les équilibres sur les électrodes sont rompus. Il
en résulte un transport de matière de l’anode à la cathode, qui
constitue la corrosion.
La quantité
Q
(g) de matière arrachée à l’anode est proportion-
nelle à l’intensité
I
(A) du courant :
(5)
avec
m
a
(g) masse atomique du métal déplacé,
t
(s) temps.
On voit donc, d’après cet exemple, l’importance de l’intensité du
courant sur la corrosion ; si ce courant persiste, l’anode continuera
à être attaquée jusqu’à sa disparition complète.
En fait, ce qui intéresse l’ingénieur n’est pas tellement la tendance
pour un métal à se corroder, qui est mesurée par la différence de
potentiel de la pile formée, que de connaître la
vitesse réelle de
corrosion
. Si celle-ci est faible, le métal considéré pourra être utilisé
sans risque. Or, la vitesse de corrosion est liée à l’intensité du
courant, donc tout phénomène qui la réduira agira comme un ralen-
tisseur de corrosion. La
polarisation
des électrodes (§ 1.2.3) est
précisément un phénomène de ce type.
La quantité de métal arrachée à l’anode étant proportionnelle à
l’intensité, il n’est pas indifférent que la surface par laquelle s’écoule
le courant soit importante ou réduite. Dans ce dernier cas, la totalité
du métal dissous se concentrera en des points très localisés donnant
naissance à des cratères et à des piqûres très profondes.
1.2.3 Polarisation
Lorsqu’un courant circule, les interfaces électrode/électrolyte se
modifient, la résistance de passage augmente et l’intensité dimi-
nue. On dit que les électrodes se sont
polarisées
.
Remarquons qu’il suffit qu’une des deux électrodes se polarise
pour ralentir la corrosion.
La variation des potentiels de la cathode et de l’anode en fonction
de l’intensité du courant est schématisée sur la figure
1
. Lorsque la
cathode se polarise plus fortement que l’anode (figure
1
a
), la
corrosion est dite
contrôlée cathodiquement
; dans le cas contraire
(figure
1
b
), on parle d’un
contrôle anodique
.
Si
R
t
est la résistance totale de la pile (constituée en grande par-
tie par la résistance de l’électrolyte), le courant qui s’établira et les
potentiels seront tels que :
e
C
–
e
A
=
R
t
I
(6)
Exemple :
supposons une pile constituée par deux électrodes iden-
tiques, mais dont l’une est au contact d’une solution riche en oxygène,
avec une pression partielle de 1 atm, et l’autre électrode plongée dans
le même milieu, mais pauvre en oxygène, avec une pression partielle
de 0,1 atm. La différence de potentiel qui prendra naissance est
égale à :
Exemple :
pour la réaction Fe Fe
++
+ 2
e
–
, un courant de 1 A
pendant 1 an déplace une quantité de fer égale à :
De tels ordres de grandeur peuvent exister avec des courants
extérieurs
(§ 3.1.1)
. Les courants de corrosion proprement dits sont
beaucoup plus faibles : de l’ordre du microampère, parfois du
milliampère.
E1E2
–0,059
2lg 1
1/4
0,1
1/4
----------------
0,015
V
==
Qma
96
500
n
------------------------
I
t
=
$
Q55,85
96
500 2
×
-----------------------------
1
×
3
600 24
×
365
×()× 9
100
g
≈ 9,1
kg
==
Figure 1 – Courbes de polarisation
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
1
/
24
100%