Jean-François Lebel Incinération régénérative catalytique Mémoire
publicité

Jean-François Lebel
Incinération régénérative catalytique
Mémoire
présenté
à la Faculté des études supérieures
de l'université Laval
pour l'obtention
du grade de maître ès sciences w.Sc)
Département de Génie Chimique
Faculté des Sciences et de Génie
Université Laval
Mars 2001
0 Jean-François Lebel 200:
National Library
Bibliothèque nationale
du Canada
Acquisitions and
Bibliographie Services
Acquisitions et
services bibliographiques
395 Wellington Street
OttawaON KlAON4
395, rue Wellington
Ottawa ON KIA O N 4
Canada
Canada
The author has granted a nonexclusive licence allowing the
National Lïbraty of Canada to
reproduce, loan, distribute or sell
copies of this thesis in microform,
paper or electronic formats.
L'auteur a accordé une licence non
exclusive permettant à la
Bibliothèque nationale du Canada de
reproduire' prêter, distribuer ou
vendre des copies de cette thèse sous
la forme de microfïche/nlm, de
reproduction sur papier ou sur format
électronique.
The author retains ownership of the
L'auteur conserve la propriété du
droit d'auteur qui protège cette thèse.
Ni la thèse ni des extraits substantiels
de celle-ci ne doivent être imprimés
ou autrement reproduits sans son
autorisation.
copyright in this thesis. Neither the
thesis nor substantial extracts fiom it
may be printed or otherwise
reproduced without the author's
permission.
Résumé
Ce travail de recherche visait à comparer l'efficacité de différents catalyseurs d'oqdes
de métaux non-nobles avec celle d'un catalyseur commercial courant pour la réaction
d'oxydation totale du toluène évaporé dans un courant d'ai- chaud.
L'étude de la réaction a été effectuée sur un réacteur catalytique à lit h e . Les
catalyseurs d'oxydes de métaux non-nobles sélectionnés pour les essais ont été l'oxyde de
cobalt, l'oxyde de manganèse ainsi qu'm oxyde mixte lanthane-cobalt, tous trois supportés sur
des billes d'alumine y.
Ensuite, l'activité de ces catalyseurs a été comparée à celle du
PRO*PEL 14154, catalyseur de la compagnie Prototech à base de platine et de palladium.
Les activités observées avec les catalyseurs à base d'oxydes de métaux non-nobles
permettent de croire que, suite à des développements ultérieurs, il serait possible d'obtenir un
catalyseur à base d'oxydes métalliques non-nobles d'activité comparable à celle des catalyseurs
commerciaux courants.
Jean-François Lebel
-
Serge Kaliaguine
Directeur de recherche
Remerciements
Je tiens a remercier tous ceux qui ont participé de prés ou de loin a la réalisation de ce
travail de recherche. Je souhaiterais plus particulièrement remercier le professeur Serge
Kaliaguine pour tout le support qu'il a pu m'apporter durant les travaux et plus spécialement
lors de la rédaction du mémoire.
De plus, j'aimerais exprimer m a gratitude à Biothexrnica International Inc qui a permis
la réalisation de ce projet de recherche et pius particulièrement, à messieurs Guy Drouin, Jean
J.O. Grave1 et Gérard Gosselin qui ont su constamment m'encourager et me guider tout au
long de mes recherches.
2.4.
Modélisation du réacteur de combustion catalytique........................................ 26
2.4.1. Etapes de la modélisation (cas général) ................................................ 27
2.4.2- Modélisation d'un réacteur de combustion cataiytique ......................... 30
2-4-3- Poursuite du développement du modèle................................................ 33
Chapitre 3
. . .
Préparation et caractensabon des catalyseurs..........................................................................
-35
3.1-
Préparation et caractérisation des catalyseurs ........................................~.........-35
32 -
Caractensation des catalyseurs..........................................................................
. . .
38
Chapitre 4
Montage et protocole expérimentai .........................................................................................
4.1-
-44
Appareillage utilisé .......................................................................................... -44
4.1.1- Description générale de l'unité pilote ................................................... 44
4.1.2- Mode de fonctionnement....................................................................... 45
4.2-
4.1.3- Instrumentation.......................................................
.
............................... 48
.
Protocole experimental.....................................................................................
-50
Chapitre 5
Résultats expérimentaux.......................................................................................................... -53
Programme de mise en marche ......................................................................... 53
Essais en laboratoire..........................................................................................
54
Optimisation des catalyseurs ................................~~..........................................
62
Chapitre 6
Mise à l'échelle........................................................................................................................
..
6.1- Description generde..................................................................................... 6
.
6.2- Cnteres de conception......................................................................................
. .
64
4
65
6.3.
Dimensions de l'appareil ................................................................................... 66
6.3.1. Section d ecoulement ........................................................................ -66
t'
6.3-2- Hauteur des sections..............................................................................70
6.4-
Détermination de la capcite du brûleur ........................................................... 71
6.5.
Vannes ...............................................................................................................
6.6.
Systerne dandyse des gaz ................................................................................ -73
6.7-
Résumé des caractéristiques.............................................................................
72
-74
Chapitre 7
Conclusions et recommandations .................................
........................................................
.
,
.
.
Bibliographie ...........................................................................................................................
75
77
vii
Liste des figures
Figure 1:
Système de traitement thermique récupératif.................................................... 15
Figure 2 :
Système de traitement thermique régénératif .................................................... 27
Figure 3 :
Système de traitement thermique régénératif catalytique ................................ -19
Figure 4:
Courbe d'adsorption de l'alumine y obtenue par analyse BET .......................... 40
Figure 5:
Courbe d'adsorption du catalyseur à I'oxyde de cobalt obtenue par analyse
BET ...................................................................................................................
Figure 6:
41
Courbe d'adsorption du catalyseur a l'oxyde de manganèse obtenue par analyse
BET ......................
...
......................................................................................
41
Figure 7:
Courbe d'adsorption du catalyseur La-Co obtenue par analyse BET ................ 42
Figure 8:
Diagramme d'écodement du montage expérimental .......................................
-46
Figure 9:
Diagramme général du montage expérimental.................................................. 47
Figure 10:
Diagramme d'instrumentation du montage expérimental.................................. 49
Figure 11:
Taux de conversion en fonction de la température pour le catalyseur
d'oxyde de cobalt...............................................................................................
Figure 12:
Taux de conversion en fonction de la température pour Le catalyseur
d'oxyde de manganése .......................................................................................
Figure 13:
56
Taux de conversion en fonction de la température pour la pérovskite
lanthane cobalt..................................................................................................
Figure 14:
55
-57
Figure 15:
Taux de conversion en fonction de la température pour le catalyseur
Platine palladium ................................... ...,.. ..................................................... 60
Courbes de conversion comparées à une vitesse spatiale de 17 000 h-' ..........-61
Figure 16:
Courbes de conversion comparées à une vitesse spatiale de 34 000 h-' ...........61
Figure 17:
Inçinerateur catalytique régénératif............................................................ ,.. ....64
Liste des tableaux
Tableau 1:
Conditions limites d'utilisation des technologies de traitement des
composes organiques volatils..............................................................................
Tableau 2:
Concentration en métal actif des catalyseurs produits sur le support
d'aiumine y ...................
...
Tableau 3:
5
................................................................................
38
Surface spécifique mesurées par andyse BET des catalyseurs et de
leur support.................................................. ,
.
.
42
Tableau 4:
Résultats obtenus pour le catalyseur d'oxyde de cobalt ...................................
Tableau 5:
Résultats obtenus pour le catalyseur d'oxyde de manganèse ............................ 56
Tableau 6:
Résultats obtenus pour la pérovskite lanthane cobalt ....................................... 57
Tableau 7:
Résultats obtenus pour le PRO*PEL 14154.................................................. 60
Tableau 8:
Équations utilisées pour le calcul des vitesses minimales de fluidisation......... 68
Tableau 9:
Vitesse minimale de fluidisation pou. les deux catalyseurs comparés ............ -69
55
Tableau 10: Paramètres de design de l'unité de traitement catalytique................................. 79
Chapitre 1
Introduction
Les composés organiques volatils (COV) sont présents un peu partout dans le milieu
enviromant. En effet, que ce soit dans les peintures, les nettoyants ou même dans les bâtons
antisudorifiques, ce type de composé est présent. Il en va de même dans les industries de
transformation primaire et secondaire.
Ces COV ont été récemment ciblés par
I'Environmental Protection Agency (EPA) comme polluants à risque.
En effet, il a été démontré que leur présence dans l'atmosphère contribuait de façon
notoire au problème de la génération de l'ozone en basse atmosphère. En présence d'oxydes
d'azote, les COV réagissent en utilisant l'énergie lumineuse pour former les constituants du
smog photochimique dont l'ozone. Il est à noter qu'il a été prouvé que ce contaminant était un
élément dangereux pour la santé publique.
Tandis que la présence d'ozone en haute atmosphère est considérée comme bénéfique,
au niveau du sol, elle est considérée dangereuse. En effet, la couche d'ozone stratosphérique
(haute atmosphère) absorbe la majeure partie des rayons ultra-violets qui sont dommageables
pour la santé humaine alors que I'ozone troposphérique est considéré comme un oxydant fort
qui peut endommager les tissus des poumons des êtres vivants. Par ailleurs, il a été démontré
que la présence d'ozone dans l'atmosphère avait une influence néfaste sur les récoltes, sur les
forêts et sur l'ensemble des écosystèmes.
Par ailleurs, la présence de ces composés dans I'atmosphère contribue au phénomène
de réchauffement global de la planète. En effet, une étude de Keoleian publiée en 1993
estimait la contribution du méthane à l'effet de serre à un niveau de l'ordre de 12 à 19%.
Pour ces raisons, les normes d'émissions tolérées sont de plus en plus sévères et les
méthodes de contrôle des émissions se sont rapidement développées.
Notions générales
Le terme "composés organiques volatils" (COV) est utilise pour tous les hydrocarbures
sous forme gazeuse.
Il est à noter qu'il peut s'agir d'un hydrocarbure qui est sous forme
gazeuse à température ambiante (tel que le méthane) ou d'un hydrocarbure rendu gazeux suite
à une augmentation de sa température.
Ces composés sont présents dans les émissions
provenant de sources stationnaires (usines), mobiles (voitures) et difises (décomposition de la
matière organique).
Puisque le nombre d'hydrocarbures est très grand (incluant toutes les substances
composées à la fois de carbone et d'hydrogène), il est essentiel de les regrouper en différentes
classes. De plus, le présent ouvrage se limitera aux composés qui sont considérés comme les
plus dommageables au point de vue environnemental.
Plusieurs classifications ont été
proposées mais de façon générale, la littérature scientifique s'accorde pour les regrouper
comme suit:
Hvdrocarbures purs :
Les hydrocarbures purs sont les hydrocarbures uniquement composés de carbone et
d'hydrogène. Cette classe comprend énormément de composés et elle a été, par conséquent,
subdivisée selon la structure chimique de la molécule. Les principales catégories sont les
alcanes (méthane, éthane) ;
O
.
.
alcènes (éthène, propène) ;
alcynes (éthyne, propyne);
composés aromatiques (benzène, toluène, styrène) ;
Hydrocarbures oxygénés :
Les hydrocarbures oxygénés sont des hydrocarbures qui contiennent un ou plusieurs
atomes d'oxygène dans leur molécule constituante. Dans cette catégorie, on retrouve les
families de composé suivantes:
a
alcools (méthanol, éthanol) ;
aldéhydes (acétaldéhyde, formaldéhyde) ;
a
cétones (acétone. méthyl-éthyl cétone, methyl-isobutyl cétone) ;
Comvosés organiques halogénés :
Les composés organiques halogénés sont les composés contenant des éléments tels que
le chlore et le fluor. Il est à noter que ces composés sont généralement considérés comme très
toxiques au point de vue environnemental puisqu'ils ont tendance à former des acides forts tel
que l'acide chiorhydrique.
Dans cette catégorie de composé, on peut trouver le chlorure de
vinyle ainsi que le chloroforme.
Cornuosés organiques soufrés :
Cette catégorie de composés est constituée de l'ensemble des hydrocarbures dont la
molécule constituante comprend un ou plusieurs atomes de soufre. Ces composés, lorsque mis
en contact avec l'eau, forment des acides fort tels que i'anhydride sdfureux. Dans le domaine
de la pollution de l'air, on parle souvent de la famille des sulfures et des mercaptans qui font
partie de cette catégorie de composés organiques (sulfure de diméthyle, méthyle mercaptan).
1.2- Sources ~rincivales
Puisque les hydrocarbures sont très présents dans le monde industriel actuel, le nombre
de sources d'émission potentielles est extrêmement élevé. Cependant, certains domaines de
production ont été spécialement ciblés dans la législation américaine. Les domaines suivants
sont considérés comme les plus critiques: -
-
Les arts graphiques et l'imprimerie;
-
Les usines pétrochimiques;
-
Les usines de matières plastiques et de caoutchouc;
-
Les solvants d'usage général (produits de nettoyages);
Le nettoyage à sec;
Les fabriques d'anodes pour les alumineries.
Par ailleurs, certaines activités de la vie quotidienne ont une influence directe sur les
émissions d'hydrocarbures dans l'atmosphère. Entre autre, le chauffage des résidences (poêle
à bois, à l'huile ou au gaz), le remplissage du réservoir d'essence a la station service et la
conduite automobile sont considérés comme étant des activités nocives à ce point de vue.
1.3- Méthodes de traitement
Compte tenu de l'influence très néfaste des composes organiques volatils dans
l'environnement et de leur côté désagréable (ils sont généralement très odorants), une
multitude de moyens de traitement ont été développés pour en contrôler Les émissions.
On peut séparer ces filières de traitement en deux catégories distinctes: les méthodes
destructives et les méthodes récupératrices.
Dans le cas des méthodes destructives, on cherche
2
anéantir le composé organique
avant qu'il ne soit libéré dans t'atmosphère. 11 s'agit généralement de l'oxyder jusqu'à sa forme
la plus simple (CO2 et H20 dans le cas de l'hydrocarbure pur). Cette oxydation peut aussi bien
être effectuée de façon biologique que de façon thermique (combustion).
En ce qui concerne les méthodes récupératrices, elles visent à capter les composés
organiques avant qu'ils ne soient émis dans l'atmosphère et ce, sans qu'ils ne soient altérés. De
ce fait, il est possible, dans certaines applications de les retourner au procédé. Ce type de
traitement se doit donc d'être privilégié lorsque la situation le permet. Les méthodes de cette
catégorie les plus fiéquement utilisées sont l'absorption, l'adsorption, la condensation ainsi
que la séparation par membrane, l'extraction et la distillation
Cependant, bien que le nombre d'avenues possibles soit très grand, il faut être
conscient que chacune de ces méthodes est limitée au niveau de ces conditions d'applications.
Le Tableau I présente certaines de ces limites.
Tableau 1:
Conditions limites d'utilisation des technologies de traitement des composés
organiques volatils [Dueso, 19941
I
I
1 Combustion
I
Concentration de composés
l
1-
organiques volatils (ppm)
1
Débit volumique de gaz
a traiter ( ~ r n ~ / h )
~
Illimitée
Cependant plus la concentration est
-
Illimité
1-
Illimité
élevée mois les coûts d'opération sont
élevés
1 Biodégradation 1 Absorption
Adsorption
500 à 2 000
-
1000 à20 000
-
1-
20 à20 000
-
Supérieur à 500
5 000 a 12 000
-
Iaférieur à 34 000
t
Condensation
Séparation par
-
N-on disponible
-
Supérieur à 17 000
i
J
Inférieur à 1 000
membrane
1.4- Obiectifs des présents travaux
Comme il a été mentionné dans la section précédente, le traitement des émissions
atmosphériques contenant des hydrocarbures peut être effectué de diverses façons. Entre
autres, il est possible de traiter les émissions par l'incinération (combustion). Actuellement, il
existe deux modes distincts d'incinération:
I
L'incinération en mode thermique
L' incinération en mode catalytique.
Chacun de ces modes peut être à nouveau divisé en 3 catégories:
L'incinération directe
L'incinération récupérative
L'incinération régénérative
Il existe donc 6 différents modes d'incinération des émissions atmosphériques. Le
présent programme de recherche est axé sur l'incinération catalytique régénérative (des
explications sur ce mode de traitement seront données au chapitre 2). Le principal avantage de
ce mode d'incinération par rapport aux autres est sa très faible consommation de combustible
d'appoint. En effet, l'utilisation du catalyseur permet le fonctionnement de l'appareil à des
températures d'opération plus basses. En combinant cette propriété avec le haut rendement
thermique offert par le système régénératif, il devient possible d'obtenir un système pouvant
fonctionner avec des consommations minimales de combustible. De ce fait, on peut traiter des
gaz ayant des concentrations en hydrocarbures très faibles à ccût réduit. Par ailleurs, puisque
la quantité de combustible d'appoint est minimale, les émissions de CO2 s'en retrouvent
diminuées par rapport aux autres types de système. Finalement, puisque la température de
combustion en mode catalytique est inférieure à celle des systèmes standards (300-400OC vs
750-850 OC), le potentiel d'émission de NOx est aussi très réduit
Cependant, puisque le catalyseur est un élément pouvant être sensible à la
désactivation, il est essentiel que les gaz à traiter soient exempts d'agents potentiellement
nuisibles à son efficacité. En effet, Ia présence de métaux lourds, de composés soufrés ou
chlorés et de résines peuvent l'encrasser et ainsi, diminuer son activité. Par ailleurs, puisque la
durée de vie du catalyseur est limitée et que son coût n'est pas négligeable, son achat et son
remplacement viennent augmenter les fiais d'installation et de fonctionnement de l'unité. En
effet., les catalyseurs généralement utilisés pour effectuer ce type de traitement sont constitués
de métaux nobles (environ 75% des applications). Ce choix est habituellement effectué en
raison de l'activité et de la durée de vie de ces catalyseurs. De ce fait, il pourrait être
extrêmement intéressant de mettre au point un catalyseur original qui serait produit à coûts
moindres que les catalyseurs à métaux nobles mais qui aurait une efficacité et une durée de vie
équivalente.
Donc, concrètement, les objectifs de ce programme de recherche sont l'adaptation de la
technologie de l'incinération régénérative ainsi que le développement d'un catalyseur original
pouva~toffrir des rendements de destruction semblables à ceux offerts par les catalyseurs
commerciaux standards mais, à moindre coût. Il est à noter que ces travaux de recherche
constituent une suite logique aux travaux précédemment effectués par Biothermica
International Inc. en ce qui a trait à l'incinération thennique régénérative ainsi qu'aux travaux
de Mme Carmen Tibirna, à l'Université Laval, qui visaient à déterminer, à l'échelle laboratoire,
quels catalyseurs pourraient être les plus efficaces dans cette application tout en respectant les
critères de diminution des coiits de production.
Afin de vérifier L'efficacité des catalyseurs produits, il fallait cependant cibler un
marché industriel spécifique. Le choix fut porté sur les émissions provenant du secteur de
l'imprimerie. De ce fait, I'ensemble des démarches de recherche ont été effectuées suite a une
caractérisation des émissions industrielles provenant d'me presse rotative de type "web"
installée à l'Institut des Communications Graphiques du Québec.
1.5- Études planifiées du programme de recherche
Puisque le présent programme vise le développement d'une unité de traitement des gaz
par incinération catalytique, il sera nécessaire, au cours de cette étude, de vérifier l'efficacité
de traitement qui pourra être obtenue en utilisant divers catalyseurs.
De ce fait, un réacteur catalytique se devra d'être conçu et construit afin de procéder
aux essais nécessaires pour compléter ce programme de recherche de façon adéquate. De plus,
le système en question se devra d'être relie à un système d'analyse des gaz qui permettra de
quantifier la conversion de la réaction de destruction qui aura eu Lieu dans le réacteur.
L'étude se présente comme suit:
1. Détemination des catalyseurs d'oxydation les plus susceptibles d ' o f i les rendements
visés.
2. Essais comparatifs entre les rendements de destruction obtenus avec les catalyseurs
choisis lors de I'étape 1. Ces essais devront prendre en considération Itinfiuence de la
température réactionnelle ainsi que celle de la vitesse spatiale sur l'efficacité de
destruction des composés.
3. Conception d'un système de traitement régénératif catalytique des gaz émis par une
application industrieHe réelle.
Chapitre 2
Étude de la littérature
Un projet de recherche se veut, par définition, être une avancée scientifique dans un
domaine donné. Cependant, dépendamment du domaine de recherche dont il est question, il
est fréquent que certaines bases scientifiques soient déjà disponibles dans la littérature
spécialisée. De ce fait, il est essentiel de débuter tout travail de recherche par une étude
approfondie des références disponi%lesdans diverses bibliothèques.
La présente étude de littérature a débuté avec les objectifs suivants:
Approfondir les connaissances relatives au traitement des émissions atmosphériques par
incinération.
Déterminer quels sont les catalyseurs d'oxydation déjii utilisés avec les hydrocarbures.
Déterminer la procédure à suivre afin d'effectuer la simulation numérique d'un reacteur
catalyhque gaz-solide.
2.1- L'incinération
On entend généralement par incinération, la destruction complète d'un composé par
combustion. D'un point de vue strictement chimique, il s'agit de l'oxydation complète d'un
conposé accompagn6e d'une forte libération de chaleur et généralement, d'une flamme.
10
La réaction de combustion diin hydrocarbure peut être schématisée comme suit:
Hydrocarbure + Oxygène -+ Dioxyde de carbone + Eau +Chaleur
En notation plus chimique, elle est représentée comme suit:
C x H y + (X+Y/4)0 2 + X CO2 + (Y/2)Hz0 + Chaleur
Par exemple, la réaction de combustion d'une mole de propane donne ceci:
Il est à noter que ce modèle réactionnel est grandement simplifié et que les réactions de
combustion sont beaucoup plus complexes que cette équation semble le présenter. En effet,
I'oxydation des hydrocarbures ne se fait pas en une seule étape et plusieurs composés
intermédiaires seront créés au cours de chacune des étapes de la réaction de combustion. Bien
que d'un point de vue purement conceptuel, l'équation précédente semble satisfaisante
puisqu'elle représente correctement la stœchiométrie de la réaction, d'un point de vue
cinétique, elle présente de grosses laclmes.
Cependant, compte tenu du nombre
impressionnant de sous réactions présentes dans cette réaction globale, une approche plus
globale a été choisie [Kretschmer, 19951.
Néanmoins, parmi l'ensemble des composés formés lors des réactions intermédiaires,
le monoxyde de carbone s'est révélé être un composé particulièrement stable. De ce fait, il
n'était pas porté à réagir de façon immédiate lors de son apparition dans le milieu réactionnel.
D'ailleurs, il amve fréquemment qu'on le retrouve au sein des produits de combustion.
Il devenait donc essentiel de présenter ce compose dans les réactions lors de l'étude
cinétique puisqu'il pouvait avoir une influence réelle dans la vitesse globale de la réado11.
C'est pour cette raison que l'on représente fréquemment, dans la littérature, la combustion
comme étant un phénomène en deux étapes. Dans la première, l'hydrocarbure est oxydé SOUS
forme de monoxyde de carbone et d'eau et dans la seconde, le monoxyde de carbone est
transformé en dioxyde de carbone.
Mais quelles sont les conditions qui peuvent influencer la combustion? Il s'agit de la
température, du temps de résidence et de la turbulence. Ces trois (3) paramètres sont aussi
connus dans le domaine comme étant les 3 T (température, temps, turbulence). Si un ou
plusieurs de ces paramètres n'est pas bien ajusté, l'efficacité de la combustion est
immédiatement affectée [Kretschrner, 19951.
Le premier des trois ternes, la température, est sans doute le plus simple a
comprendre. En effef de façon purement intuitive, il est possible de déduire que plus la
température d'une flamme est élevée, plus rapidement la combustion s'effectue. Ceci peut
être expliqué par la cinétique chimique réactionnelle. En effet, Arrhenius a démontré, en
1889, que la constante de vitesse kT d'une réaction éîait une fonction de la température selon
1'équation suivante :
où A est le facteur pré-exponentiel et E l'énergie d'activationDe ce fait, plus la température est élevée, plus grande est la vitesse de réaction.
Le temps de résidence correspond, quant à lui, au temps que passe le combustible dans
la chambre de combustion (ou le réacteur). Plus ce temps est long, plus long est le temps
disponible pour que la réaction ait lieu et meilleure est la combustion.
Finalement, la turbulence peut être considérée comme le niveau d'agitation ou de
désordre qu'il y a entre l'air et le combustiile. Il est possible, en augmentant cette turbulence,
d'améliorer l'efficacité de la combustion et donc, la vitesse à laquelle cette réaction a Lieu En
effet, plus grande sera l'agitation du mélange réactionnel, plus nombreux seront les contacts
intermoléculaires et plus rapide sera la réaction. La réaction de combustion, comme toutes les
autres réactions chimiques, peut être limitée par une mauvaise distribution des réacnfs.
Puisque ces trois paramètres influent tous la combustion, ils sont tous inter-reliés d'une
façon ou d'une autre- En effet, ia température et la turbulence influent tous deux sur la vitesse
de la réaction de combustion et plus la vitesse de la réaction est grande, moins le temps de
résidence a besoin d'être long. Il est donc possible de combler une lacune au niveau d'un de
ces paramètres en ajustant les autres paramètres.
ll est cependant à noter que Ies composés ne sont pas tous aussi faciles à brûler. En
effet, plus le composé est stable, plus il est difncile à brûler, donc à traiter par voie thermique.
Ross (1977) a proposé de fixer Ia température de traitement des COV en fonction de leur
température d'inflammabilité. Selon lui, il fallait tout simplement assurer une température de
combustion supérieure de quelques centaines de degrés à cette température d'inflammabilité
pour obtenir une bonne qualité de traitement.
2.2- L'incinération dans le traitement des émissions atmosphériuues
Puisqutune grande partie des odeurs et la plupart des COV peuvent être brûlés
(oxydés), il était normal que I'utilisation de la combustion vienne à I'esprit puisqu'i:1s'agit d'une
technologie relativement simple.
De ce fait, deux modes distincts d'incinération sont apparus dans I'industrie:
L'incinération en mode thermique
L'incinération en mode catalytique.
On entend par incinération thermique la combustion directe par flamme. Cette méthode
de traitement a l'avantage d'être très simple et de ne demander que des connaissances de base
sur l'incinération pour être utilisée. Cependant, elle peut, en certains cas, demander un apport
important en combustible compte tenu de la température élevée requise (700 a 1200°C). Cette
température élevée engendre une autre nécessité, celle d'utiliser des matériaux de construction
résistants à ces températures.
Par opposition, I'oxydation catalytique demande des comaissances techniques plus
importantes sur la cinétique réactionnelle mais, puisqu'elle se fait à des températures moins
élevées (200 à 500 OC) mais elle coûte moins cher en combustible d'appoint Par contre,
puisque le catalyseur a une durée de vie limitée, il faut penser à inclure dans ses coûts
d'utilisation un montant pour sa régénération ou son remplacement après un certain nombre
d'heures en service. Ce montant peut s'avérer substantiel puisque les catalyseurs d'oxydation
sont habituellement fabriqués de métaux nobles comme le platine.
Par ailleurs, comme il a été mentionné précédemment, chacun de ces modes peut être à
nouveau divisé en 3 catégories:
L'incinération directe
L' incinération réc~pér~trice
L'incinération régénérative
2.2.1 Incinération directe
L'incinération directe consiste a faire brûler les composés au sein d'une chambre de
combustion ou d'un réacteur sans se soucier de la perte thermique qui accompagne l'effluent
traité. 11 se veut évidemment le moins dispendieux des systèmes de combustion disponibles
sur le marché du traitement des gaz. Ii est principalement utilisé dans les applications ou la
concentration de polluants dans l'effluent est élevée. En effet, les hydrocarbures présents dans
l'effluent à traiter foumissent de la chaleur lorsqutils sont m i s en combustion Dans certains
cas, cette seule source de chaleur est suffisante afin d'assurer une température adéquate dans la
chambre de combustion,
2.2.2 incinération récupératrice
Dans le cas du système de traitement récupératif, on combine le système de traitement
par incinération directe avec un échangeur thermique pour la récupération de chaleur afin de
diminuer les coûts de fonctionnement du système. Ce type de système est muni d'un réseau de
tubes à l'intérieur du système de combustion pour effectuer la préchauffe des gaz avant qu'ils
ne pénètrent dans le système de traitement.
Lors de leur amivée à la chambre de combustion, les gaz ont déjà été préchauffés à une
température située entre 200 et 500 OC par l'échange thermique à travers les tubes en questionOn réussit généralement à obtenir un taux de récupération thermique de l'ordre de 60 à 70 %.
Puisque ce rendement thermique demeure faible et que les gaz de cheminée demeurent à une
température élevée, on peut ajouter un système qui récupère cette chaleur pour combler
d'autres besoins du procédé.
incinérateur de ce type.
La Figure 1 qui suit, présente un schéma générai d'un
2-2.3 Incinération régénérative
Le principé de fonctionnement du système birïciriédon régthie~tifest assez simple.
II s'agit, tout comme le système récupératif, d'un système qui a p t e une partie de la chaleur
fournie par la combustion pour effectuer la préchauffe des gaz pénétrant dans la chambre de
combustion. Un schéma de ce type d'incinérateur est présenté à la Figure 2 de la page
suivan?e.
La Figure 2 montre une section de l'incinérateur. Les COV pénètrent dans le bas de la
section L1 de l'incinérateur pour y être réchauffés par contact avec le garnissage de
céramique. Ces gaz préchauffés entrent dans la chambre de combustion où ils sont brûlés à
I 'aide d7un brûleur au gaz naturel.
Par la suite, ces gaz chauds passent à travers le lit de sortie dans lequel ils libèrent une
partie de
Iew chaleur. Cette cmew libérée est dom accumdée par le mssage
du kt de
sortie. C'est en effectuant une inversion des lits d'entrée et de sortie que l'on obtient le
rendement thermique désiré. En effet, puisque la chaleur passe du milieu le plus chaud au
milieu le plus froid, elle est successivement emmagasinée et libérée par le garnissage. Il est
possible, en appliquant cette méthode d'obtenir des rendements thermiques allant jusqu'a
98%.
2.2.4 Incinération réhérative cataZvtiaue
Le présent programme de recherche est axé sur l'incinération catalytique régénérative.
Le principal avantage de ce mode d'incinération par rapport aux autres est sa très faible
consommation de combustible d'appoint
En effet, I'utilisation du catalyseur permet le
fonctionnement de l'appareil à des températures plus basses. En combinant cette propriété
avec le b u t rendement thermique offert par le sysféme r6génératX' il devient possible
d'obtenir un systéme pouvant fonctionner avec des consommations minimales de combustible.
De ce fait, on peut traiter des gaz ayant des concentrations en hydrocarbures très faibles à coût
réduit.
Généralement, à débits réduits (au-dessous de 850 Nm3/min ou 51 008 birn3/h), les
coûts engendrés par 1'installation d'un système d'oxydation catalytique peuvent être j usqu'à
60 % moins élevés que pour l'iostallation d'un système d'oxydation thermique1. En effet,
puisque ce type d'installation utilise à la fois des petites quantités de catalyseur et de
matériaux de construction l'investissement en capital fixe s'avère être minime.
Il faut
néanmoins garder a l'esprit que Ies coûts reliés à l'installation des équipements demeurent
sensiblement les mêmes. Cependant, pour des débits élevés, la différence entre Ies coûts des
deux options devient moins importante. Ceci est occasionné par la variation de la masse de
catalyseur nécessaire dans l'installation d'oxydation catalytique.
Puisque celle-ci est
proportiomelle au débit, I'investissement en capital fixe nécessaire pour l'acquisition d'un tel
système augmente aussi. À l'inverse, dans le cas des systèmes à récupération thermique, la
quantité de matériaux de construction utilisée est aussi proporîionnelle au débit mais elle est
plutôt déterminée par la température de fonctionnement du système. Puisque cette température
a des valeurs similaires pour les ciebi6 élevés que pour les petits débits, le débit n'a pas
d'influence sur le choix des matériaux de construction. De ce fait, il advient qu'à débit élevé,
le système à récupération thermique nécessite un investissement moindre.
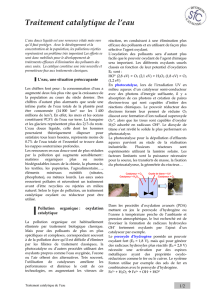
La Figure 3 de la page suivante présente un schéma simplifie de ce type d'incinérateur.
1
Le ~ r correspond
n ~
au volume qu'occuperait le gaz s'il était soumis aux conditions normales de pression et de
température (2S°C et 1 atm)
Enfree des fumées
I
Ventilateur
Figure 3 : Svsbbrne de traitement thermiaue rdrkntratif catalvtiaue
23- Catalvseurs d'oxvdation
L'oxydation des hydrocarburés est étudiée depuis fort longtemps. De ce fait, plusieurs
catalyseurs sont utilisés afin de réaliser ces réactions. Dans la présente section, uniquement
les classes de catalyseurs les plus coummment utilisées seront présentées.
2.3.1. Métaux nobles
Les catalyseurs les plus couramment utilisés pou l'oxydation totale des COV sont
constitués d ' w méta! noble. En fait, ils
industrielles.
sQnt
présents dans près de 75% des installations
Généralement, ces catalyseurs sont utilisés plutôt pour la destruction des
composés organiques volatils non-halogénés. Les métaux nobles considérés sont : Pt, Pd' Au,
Ag. Ils sont souvent alliés avec Ru, Rh, Os, Ir et sont nomalement déposés sur un oxyde
support : y-Al203 ou Sioz. Le choix de çes
est basé sur leur activité alors que le
support est choisi afin d70fEirdes sdaces de contact maximales. pigneron, 19941
Bien que ces métaux soient tous reconnus pour leur activité, les systèmes commerciaux
ne fonctionnent pratiquement exclusivement qu'avec le platine et le pailadium ainsi que
quelques autres alliages. L'explication pour le choix pratiquement exclusif de ces métaux est
basé sur leur résistance aux températures élevées. En effet, les réactions de destruction des
COV s'effectuent a des températures pouvant aller jusqu'a 500 OC. De ce f i t , il est possible
de modifier fa structure des catalyseurs par agglomemtion et d'oxyder les me-
non nobles
de façon permanente. Ces deux phénomènes ont comme effet de diminuer la surface efficace
du catalyseur donc, son activité globale. Par ailleurs, le coût des métaux nobles ainsi que leur
disponibilité sur le marché peuvent avoir une influence sur le choix.
Par ailleurs, il a été noté que le degré de destruction d'un composé powait être
fortement dépendant de la composition de l'effluent utilisé. Cet effet de mélange se manifeste
par l'inhibition sélective de l'oxydation de certains composants du mélange au détriment des
autres [Gangwal et al., 1988; Tichenor et Palazzolo, 19871. Cullis et ses collaborateurs [IWO]
ont aussi démontré I'infIuence de l'effet de mélange dans leur étude de la réaction d'oxydation
du méthane. En eEet, ils ont montré que l'oxydation du méthane est inhibée par la présence
de CH3Cl par rapport au rendement du procédé qui utilise une alimentation de méthane pur.
De plus, il a été démontré que l'adsorption massive d'eau par le catalyseur d'oxydation
a une influence néfaste sur l'efficacité des catalyseurs. Chuang et ses collaborateurs [1992]
ont utilisé un catalyseur hydrophobe à base de platine pour la destmction des BTX et ont
obtenu des conversions de 95% à 150 OC. Cette conversion élevée est attribuée à l'absence
d'eau dans les pores du catalyseur hydrophobe par rapport aux catalyseurs classiques. Sharma
et ses collaborateurs [1995] ont aussi démontré ce phénomène en étudiant la destruction du
méthanol, de l'acétone et du chlorure du méthylène sur des catalyseurs bimétalliques PtPd
classiques et hydrophobes.
Les oxydes des métaux qui appartiennent aux groupes II B - III B du tableau
périodique peuvent aussi être utilisés comme catalyseurs dans les réactions d'oxydation
complète. Leur activité est expliquée par leur mobilité électronique élevée et par leurs
nombreux états d'oxydation.
Cependant, les oxydes métalliques sont réputés être moins actifs que les métaux nobles
supportés mais ils sont plus résistants à l'empoisonnement.
Puisque le concept
d'empoisonnement est nouveau dans ce mémoire, il s'avère justifié de donner une brève
définition du phénomène. Il s'agit de l'adsorption irréversible d'une impureté qui vient
bloquer une partie de la surface active d'un catalyseur. De ce fait, l'empoisonnent entraîne
une diminution de l'activité du catalyseur.
Néanmoins, malgré cette résistance a
l'empoisonnement, le plus grand avantage de l'utilisation des oxydes métalliques comme
catalyseur d'oxydation par rapport aux métaux nobles demeure leurs coûts ùiférieurs.
Pour l'oxydation des composés organiques volatils il est possible d'utiiiser des oxydes
métalliques simples ou des oxydes métalliques d e s .
Les catalyseurs simples ne sont
constitués que d'un métal actif alors que les catalyseurs d'oxyde métallique mixte combinent
les effets catalytiques de deux métaux.
Les catalyseurs d'oxydation a base d'oxydes métalliques les plus courants dans
l'industrie sont les oxydes de V, Cr, Mn, Fe, Co, Ni, Cu. L'activité de ces oxydes métalliques
est attribuée au fait que ces métaux peuvent avoir plusieurs états d'oxydation et, de ce fait, ils
sont des semi-conducteurs de type p qui produisent des grandes surfaces spécifiques
comportant des atomes d'oxygéne mobiles (la chaleur d'adsorption de l'oxygène a une valeur
intermédiaire).
Le mécanisme de l'oxydation sur les oxydes des métaux comprend
l'adsorption forte des composés organiques à oxyder sur le centre actif d'un atome d'oxygène
anionique du réseau cristallin de l'oxyde et la formation d'un complexe activé. Puis ce
complexe peut réagir pour former les produits de réaction. Ces produits (CO? et &O) sont
ensuite désorbés et l'oxygène anionique est remplacé dans son état initial par interaction avec
l'oxygène gazeux et demeure donc dispom%Iepour la réaction d'oxydation. Pour un tel iype de
mécmisme, une certaine mobilité de l'oxygène sur la surface est nécessaire. Lorsque la
réaction catalytique a lieu dans un réseau cristallin et que l'oxygéne en phase gazeuse est
également impliqué, le mécanisme réactionnel inclut un cycle d'oxydoréduction (qui a lieu a
la surface de l'oxyde) entre L'oxygène anionique présent sur la surface (chimisorbé ou
appartenant au réseau) et un réactif chimisorbé ou en phase gazeuse. Si on parle d'un réactif
qui existe dans la phase gazeuse, il peut être oxydé en réagissant directement avec l'oxygéne
adsorbé (mécanisme Eley-Rideal) ou bien le réactant peut aussi être adsorbé avant de réagir
avec l'oxygène de surface (mécanisme Langmuir-Hhschelwood).
Il est important de prendre en considération les effets de concurrence de la réaction
entre les composants d'un mélange parce que La conversion d'un réactif donné sur le
catalyseur change les vitesses de réaction et les conversions pour toutes les autres espèces
présentes dans le mélange.
Cet effet devient très visible si la réaction se produit avec
adsorption préalable du composé sur la surface du catalyseur.
Taylor et OZeary [ZOO01 ont effectué des essais d'oxydation des hydrocarbures à
chaîne moléculaire courte avec un oxyde d'uranium supporté. Suite à ces essais, ils ont conclu
que l'activité de l'oxyde était fàible avec l'éthane et le méthane et qu'elle n'était que moyenne
dans le cas du propane et du butane. Cependant, l'ajout de chrome a pour effet d'améliorer les
performances du catalyseur.
L'activité catalytique peut être corrélée à diverses propriétés thermodynamiques. Les
corrélations les plus fréquemment utilisées sont les suivantes [Spivey,1987]:
la chaleur de formation de l'oxyde à partir du métal élémentaire (rapporté au nombre
d'atomes d'oxygène dans l'oxyde);
la chaleur initiale d'adsorption de l'oxygène sur des couches de métal vaporisées;
la chaleur de dissociation du premier atome d'oxygène de l'oxyde;
le rapport molaire de l'oxygène dans l'oxyde étudié.
À pariir des années 70, une nouvelle classe d'oxydes mixtes, appelée pérovskite, a été
étudiée. L'intérêt spécial qu'on leur a porté est dû aux applications très intéressantes que ces
oxydes peuvent permettre de réaliser. La formule générale de ces composés est de la forme
AB03 ou même A 'A 'B 'B''O3.
Dans ces formules, les A symbolisent des atomes de métal de la série du lanthane (La,
Ce, Pr, Nd) ou de métaux alcalino-terreux (Ba, Ca, Sr). Les B symbolisent des atomes de
métaux de transition (Co, Fe, Ni, Mn, Cr, Cu,V) ou de métaux nobles (Pt, Pd, Rh).
Arai et ses collaborateurs [1986] ont étudié les pérovskites de type LaB03 et des
systèmes partiellement substitues: Lai,AxBO1. Ils ont trouvé que le Lac003 a une activité
comparable à celle du catalyseur WA1203lorsqu70nvise un taux de conversion de 50% dans
la réaction de combustion du méthane. Une température de 518425°C est nécessaire pour
accomplir la réaction sur ce type de catalyseur (conditions : conversion 50%; vitesse spatiale :
45000-50000 h"). Le LaMnO, (57g0C) et le LaFeOs (571°C)ont aussi montré de bonnes
activités.
McCarty et Wise [1990] ont prouvé que le LaCo03 et le L a F e 0 3 sont les plus actifs
dans la combustion du méthane a des températures de 530-630 OC. Ensuite venaient le
LaMn03, le LaNiOs ainsi que les pérovskites comportant des métaux nobles. Le LaRuOs a,
quant à lui, offert une activité réduite.
Le groupe de Aaakawa [1985] a étudié l'activité des pérovskites de type LnCo03 (ou
Ln est un atome de la série de La à Eu) dans la réaction d'oxydation du méthanol. L'ordre de
l'activité catalytique est Sm = Eu > Nd > La Les différences remarquées sont attribuées au
fait que les rayons atomiques des ions des métaux de la série du lanthane varient suffisamment
pour faire aussi modifier les dimensions de Ia maille élémentaire du cristal. Ces modifications
produisent des variations dans les interactions Ln-O et M-O.
L'optimisation de l'activité catafytique des oxydes mixtes est abordée aussi dans la
littérature par le changement de l'ion du métal de transition B dans la formule AB03. Les
résultats sont plus prometteurs que dans le cas des changements des metaux de la série du
lanthane (A dans la formule).
Nitadori et ses collaborateurs -[1988] ont conclu que la vitesse de réaction pour
l'oxydation du propane augmente de deux ordres de grandeur pour Les pérovskites de type Co
par rapport à celles de type Fe. Par comparaison, la plus grande variation de vitesse de réaction
au changement de t'ion de la série de lanthane ne dépasse jamais un ordre de grandeur. Il est à
noter que pour que ces résultats aient une valeur scientifique significative, il est essentiel de
s'assurer que les surfaces spécifiques des catalyseurs étudiés soient comparables et que leur
support soit identique comme ce fut le cas daus cette étude.
Lombardo et Ulla 119971 ont étudié le comportement des pérovskites de fome La03
où Ln est un ion de la famille des lanthanides et B est un ion métallique substitué. Suite a
leurs études sur l'oxydation du propène à 230 OC avec ces catalyseurs, ils ont conclu que
l'activité de ces catalyseur allait dans l'ordre suivant: LnCo03 > L&hO3 > L m 3 »
-
LnFe03 LnCr03.
Seiyama [1993] a effectué une étude comparée de plusieurs types de pérovskites à base
de lanthane. Selon lui, la pérovskite LaCo03 est celle qui possède la plus grande activité pour
I'oxydation du méthane suivi par le LaFeOs, le LaMn03, le LaCuOs, le LaNi03 et finalement
le LaCrQ. De plus, les résultats obtenus avec le lanthane-cobalt ont été similaires à ceux
obtenus avec un catalyseur de platine 1% poids supporté. De plus, en substituant partiellement
l'ion lanthane par le s?, I'activité du catalyseur a encore pu être augmentée.
Jaenicke et Chuah [1992] ont publie aussi des résultats similaires pour l'oxydation de
CO sur Lal,Sr,Mn03.
L'échange partiel de l'ion de la série du lanthane avec S?
(comme
dans la formule AI_,S~,BO~)
produit aussi des changements favorables très importants de
I'activité catalytique pour l'oxydation des hydrocarbures. Ces substitutions des ions ~a~~par
S?
de même que par le Mk4+ par co4+conduisent à la modification de la structure cristalline
des pérovskites et aussi à l'augmentation de leur activité catalytique
Zhang et ses collaborateurs Cl9901 out conciu que l'oxyde mixte LaL,Sr,MnOs
supporte sur aluminate de lanthane est plus actif que le catalyseur WA1203dans l'oxydation
du CI& (à une température de 600°C)-
Les performances des catalyseurs de type pérovskites ne sont pas seulement fonctions
de leur composition et de ia nature du métal de transition ou du degré de substitution de l'ion
de la série du lanthane par le Sr. Elles varient aussi en fonction de la méthode de préparation
utilisée car selon ces méthodes, l'état physique et en premier lieu la surface spécifique du
catalyseur sont différentes.
En effet, Kaliaguine et ses collaborateurs [sous presse] ont
appliqué la méthode de broyage réactif à la préparation de leurs pérovskites LaCo03 et
LaCoFe03 et ont ainsi obtenu une augmentation substantielle de l'activité des catalyseurs
produits.
En résumé, les pérovskites contenant du Co présentent les meilleures performances
surtout quand l'ion de la série du lanthane est partiellement échangé avec du Sr, quand le
rapport d'échange se situe dans la gamme 02-0,4 et si la surfàce spécifique du catalyseur est
maximisée.
2.4- Modélisation du réacteur de combustion catalvti~ue
Bien que la modélisation d'un incinérateur catalytique régénératif ne fait pas partie
intégrante du projet de maîtrise actuel, ce travail pourrait s'avérer très utile dans les phases de
dévsloppement subséquente. C'est pour cette raison qu'une étude bibliographique sur la
méthodologie de conception fut effectuée et qu'elle est présentée ici.
La conception, la construction et la mise en marche d'un réacteur catalytique sont des
opérations qui peuvent se révéler très onéreuses.
De ce fait, une erreur lors du
dimensionnement ou du choix des paramètres de fonctionnement de ce type d'unité peut être
désastreuse.
Il devient donc nécessaire de s'assurer de bien connaître l'ensemble des phénomènes
physico-chimiques en jeu et L'influence de chacun de ceux-ci avant d'investir dans un projet de
ce type.
Un des outils pouvant permettre d'effectuer efficacement ce travail est la simulation
numérique. Elle consiste à utiliser les grandes capacitks de traitement de I'iaformation des
ordinateurs a h de résoudre les modèles numériques qui leur sont soumis sous la forme d'un
programme informatique dans le but d'étudier la progression de la réaction au sein du réacteur
ainsi que l'évolution des différents paramètres réactionnels.
2.4.1 - Étapes de la modélisation /casgénéral)
La modélisation d'un réacteur et sa simulation à l'aide d'un ordinateur sont des outils
extrêmement utdes mais leur développement peut être assez ardu. De ce fait, il est essentiel,
afin de parvenir adéquatement a ses fins, de suivre une certaine logique.
Donc, tout
développement de logiciel de simulation passera nécessairement par trois (3) étapes:
1. Le choix du modèle a utiliser ;
2. Le développement du modèle choisi ;
3. La validation du modèle.
Choix du modèle à utiliser
La sélection du modèle se doit d'être effectuée de façon a s'assurer que tous
paramètres importants du procédé que l'on souhaite simuler sont inclus. Ensuite, il faut faire
le tour de tous les paramètres pouvant influencer la réaction et ensuite, déterminer lesquels se
doivent d'être considérés dans le modèle choisi. Il faut s'assurer de ne pas surcharger le
modèle inutilement mais aussi de ne pas éliminer de la simulation des paramètres pouvant être
influents. Une fois tous les paramètres déterminés, il est possible de choisir le modèle qui sera
éventuellement développé.
Par la suite, il faut confionter le choix de modèle effectué afin de vérifier si cette
décision est judicieuse. Pour ce faire, il faut déterminer si le modèle choisi rencontre les trois
(3) conditions suivantes :
Le modèle de simulation choisi est-il d'une précision suffisante afin de satisfaire les
critères établis? ;
Est-ce que l'ordinateur qui sera utilisé pour la simulation est d'une puissance
suffisante? ;
Est-ce que le modèle néglige des paramètres qui pourraient avoir une influence sur la
simulation?
Bien que cette étape semble être fastidieuse et inutile, elle peut permettre de sauver un
temps énornie. En effet, il est possible dès cette étape de déterminer si les hypothèses
simp~catricesétait correctes et si le modèle choisi répond aux besoins. Dans l'éventualité ou
des doutes seraient soulevés, il sera possible de réviser le choix de modèle effectué très tôt
dans la démarche et ainsi éviter de perdre tout le temps lié au développement du dit modèle.
Développement du modèle choisi
Une fois que le modèle a été bien déterminé et que ces limitations ont été bien établies,
il faut procéder à son développement selon une logique stricte.
1. Il faut tout d'abord développer les équations nécessaires a la modélisation et chercher à
obtenir le plus de données scientifiques possibles sur le procédé que la modélisation doit
représenter. Cette étape est primordiale puisque l'ensemble de la simulation reposera sur
les bases déterminées lors de cette étape. De plus, c'est lors de cette étape qu'il sera
possible de vérifier si le modèle choisi est d'un degré de complexité justifié.
2. Ensuite, à partir des équations obtenues lors de la première étape, il faut choisir la méthode
de résolution numérique qui sera utilisée. Ce choix doit être un compromis entre la
précision des résultats que l'on souhaite obtenir et le temps nécessaire afin d'exécuter la
simulation. Il faut comprendre qu'un maillage plus petit améliorera la précision des
calculs mais qu'il engendra aussi une augmentation du temps de résolution des calculs. Il
faudra ensuite réécrire les équations de la première étape pour qu'elles soient résolubles
avec la méthode numérique choisie.
3. Par la suite, il faut dresser un plan de résolution du problème. Par ce plan, la procédure de
simulation sera décortiquée afin de générer une structure qui présentera la résolution du
problème étape par étape. Cette structure permettra de créer ce qu'on appelle en langage
informatique "Z 'algorithme de résolution du problème '!
4. Finalement, i1 faut traduire cet algorithme en programme informatique. À cette étape, il
faut choisir le langage de programmation qui sera utilisé. Ce choix doit être fait selon les
performances offertes par les différents langages dispomiles mais aussi, sur la base de la
facilité de programmation et de la capacité de celui qui sera le programmeur à utiliser ledit
langage.
Validation du modèle
Une fois le modèle développé et programmé, il faut le mettre a l'essai. Il s'agit de
l'étape de la validation du modèle. Pour ce faire, plusieurs possibilités sroffient selon les
différents problèmes à modéliser.
En premier lieu, s'il existe des versions plus simples du problème a modéliser, on peut
confionter le modèle développé avec ces versions simplifiées pour s'assurer qu'il tient la
route.
Si ces versions simplifiées sont assez simples, il est possible de le résoudre
algébriquement. Par la suite, on peut comparer les résultats obtenus par la modélisation
avec ceux obtenus avec le modèle simple et ainsi analyser l'erreur produite par le modèle
retenu
Cette opération est connue sous le nom de «cas test numérique » dans le
domaine. Dans l'éventualité ou l'erreur serait considérée comme trop grande, iI faudrait
alors questionner le choix des équations retenues pour la modéiisation.
-
Une autre option disponible consiste à comparer les résultats obtenus avec le modèle avec
des données expérimentales autres que celles utilisées pour créer Le modèle que l'on veut
valider. Il est aussi possible de comparer le modèle avec d'autres modèles cherchant à
simuler les mêmes phénomènes a h de vérifier si des problèmes communs existent.
-
Par ailleurs, un bilan masse-énergie se doit d'être effectué afin de vérifier si le modèle
respecte les lois de base de la thennodynamique.
-
L'étape suivante consiste à effectuer une analyse de sensibilité s u . les paramètres
principaux du modèle afin de quantifier I'influence d'me erreur d'évaluation d'un de ces
paramètres sur les résultats obtenus,
-
Finalement, il faut déterminer l'efficacité du modèle ainsi que son utilité réelfe dans la
détection des problèmes éventuels. Pour ce faire, il faut faire varier les différents
paramètres du système simulé à même la simulation afin de vérifier si les problèmes
anticipés seront détectés par le Iogiciel.
Si un modèle satisfait toutes ces conditions, il peut alors être considéré comme un
modèle acceptable et pourra éventuellement servir pour la conception et I'étude du procédé
modélisé.
2.4.2- Modélisation d'un réacteur de combustion cataliltique
Afin de mieux visualiser ce que sont réellement les étapes énumérées dans la section
précédente, elles seront brièvement explicitées dans la présente section en utilisant la
modélisation du réacteur de combustion catalytique gaz-solide utilisant un catalyseur supporté
par des billes sphériques en lit fixe.
Choix du modèle
Puisque les lits garnis sont d'usage courant dans l'industrie, il est normal qu'une grande
quantité de modèles soient disponibles dans la littérature scientifique. De ce fait, nous ne
pourrons pas ici élaborer trop en profondeur sur chacun des modèles que nous allons présenter
et seulement les considérations permettant d'effectuer le choix du modèle seront présentées.
Modèles unidimensionnels et bidimensionnels
On peut noter dans la littérature que des modèles à une (1) dimension ainsi que des
modèles à deux (2) dimensions ont été utilisés. Le modèle tridimensionnel, bien que plus
représentatif de la réalité, n'a pas été souvent retenu puisque la complexité des équations qui
en découlaient rendait la résolution du modèle extrêmement ardue. De ce fait, l'hypothèse de
la l'unifomiité du gradient radial est généralement retenue.
Donc, la première étape dans le choix du modèle à utiliser sera de déterminer s'il est
possible de se contenter d'un modèle à une dimension ou s'il est nécessaire de procéder avec
un modèle en 2D. Le modèle à une dimension suppose qu'il
ny a pas de gradients dans la
direction radiale et se limite donc aux variations dans la direction axiale.
Une telle
approximation peut être considérée comme assez bonne dam les cas ou le réacteur est
adiabatique.
En effet, l'absence de transfert de chaleur à la paroi combiné au profil de vitesse plat
permet de conclure que les gradients radiaux de température et de concentration sont nuls à
l'échelle macroscopique. Cependant, la seule exception qui demeure dans ce cas réside dans
l'influence de l'effet de paroi sur le profil d'écoulement.
De façon générale, on s'accorde pour dire que dans les cas de ce type, si le diamètre de
la colonne réactionnelle est supérieur à cinq (5) fois de diamètre des particdes de catalyseur,
ce phénomène peut être négligé.
Par contre, si le réacteur n'est pas adiabatique, la situation est différente. En effet, la
conductivité thermique d'un lit garni est typiquement basse. De ce fait, la dissipation de
chaleur à la paroi aura comme effet de créer un gradient radial de température. Compte tenu
du fait que la vitesse de réaction est une fonction exponentielle de la température, la vitesse de
réaction peut aussi varier de façon significative dans la direction radide. Dans ces cas, il peut
devenir justifiéd'utiliser des modèles à deux dimensions.
Cependant, puisque le modèle à deux dimensions est beaucoup plus difficile à
modéliser que le modèie à une dimension du point de vue de la résoIution des équations et de
I'établissement de son maillage, il arrive parfois qu'on modélise néanmoins le réacteur nonadiabatique avec le modèle à une dimension. Il faut, dans ces cas, être conscient qu'une erreur
systématique est ainsi induite dans le modèle.
L'importance de cette erreur dépendra de la résistance relative au transfert thermique
dans le réacteur. Si la résistance à Ia conduction dans le lit garni est faible par rapport a la
résistance a la convection du réacteur, le profil de température sera aplani et le modèle à une
dimension n'engendrera qu'une erreur faible.
Svstèmes homogènes et svstèmes hétérogènes
Le modèle hétérogène traite la phase solide et la phase gazeuse de façon totalement
indépendante. De ce fait, lors de l'utilisation d'un modèle hétérogène, toutes les équations des
bilans de masse et d'énergie doivent être résolues en doubie.
Par conséquent, la résolution de ce type de système est beaucoup plus longue et
complexe. Cependant, cette augmentation de complexité au niveau de la résolution amène une
améboration au niveau des résultats. En effet, en plus de mieux caractériser le réacteur en
utilisant à la fois les propriétés physiques du solide et du gaz, il permet d'intégrer le paramètre
de résistance au transfert de matière au niveau du catalyseur. Cette amélioration au modèle,
pourrait même faire intervenir les principes d'adsorption et de désorption (isothermes).
Modèles de dispersion
Comme cela a été mentionné précédemment, la température et la concentration varient
dans le réacteur en fonction de la position. De ce fait, le système sera probablement soumis
aux divers phénomènes de diffusion.
Ces phénomènes assez bien connus demeurent
néanmoins assez complexes à analyser et le fait de choisir de les inclure dans la simulation
peut rapidement rendre cette dernière encore plus complexe.
En effet, la concentration en chacun des points sera, dans ces conditions, non
seulement soumise a la vitesse de la réaction catalytique mais aussi, à la vitesse de la diffusion
moléculaire dans le milieu Il deviendra alors nécessaire d'évaluer les coefficients de diffusion
au différentes positions dans le lit afin de déterminer la vitesse de migration des molécules à
travers le lit.
Régime stutionnaire ou transitoire
Finalement, il faut déterminer si le modèle se limitera au régime permanent
(stationnaire) ou s'il inclura le côté transitoire des divers bilans à résoudre. Bien qu'il soit
évident que le régime stationnaire est plus simple à résoudre, il peut être nécessaire, par
exemple, dans les cas où le système est fréquemment arrêté et remis en marche, de prendre en
considération la période transitoire durant laquelle le système tendra vers sa stabilité si ces
périodes sont critiques pour le procédé
2.3.3 Poursuite du développement du modèle
Une fois te modèle bien déterminé et que son degré de complexité est jugé conforme
aux exigences de précision et de complexité de programmation et de résolution, il faut
procéder au développement du modèle en question
Cette étape consiste a prendre les
équations identifiées lors de l'étape précedente et de la transformer afin qu'elles soient
intégrables dans l'ordinateur. Ceci doit s'effectuer en deux étapes successives.
En premier lieu, il faut transformer les équations afui qu'elles soient calculées en
utilisant les méthodes nmériques traditionnelles (Runga-Kutta, différences f i e s , éléments
finis ou autre) puis ensuite transcrire l'ensemble de la procédure de résolution sous forme
d'algorithme logique.
Cet algorithme devra ensuite être transformé en langage compréhensible par
I'ordinateur par le biais d'un langage de programmation et êîre entré dans un ordinateur.
Une fois tout ceci complété, il restera ti valider le modèle selon le protocole présenté
précéderriment,
En résumé, bien que la simulation la plus simple puisse s'avérer assez facile à réaliser,
son niveau de précision peut être très variable en fonction de l'influence relative des
paramètres négligés. Par ailleurs, il faut bien comprendre qu'en contre-partie, si l'oncherche a
augmenter la précision du modèle, il peut devenir très complexe et difficile a programmer et à
utiliser. La solution réside donc dam le compromis entre la précision du modèle et la
complexité engendrée par l'augmentation du nombre de variables retenues dans le calcul.
Cependant, chaque cas est indépendant et le concepteur du modèle simulé doit être rigoureux
dans le choix des équations utilisées pour la simulation.
Chapitre 3
Préparation et caractérisation des catalyseurs
3.1- Préparation et caractérisation des catalvseurs
La production d'un catalyseur, tant à I'échelle industrielle qu'au niveau expérimerni,
peut être effectuée selon différents protocoles. Le choix de cette méthode de production se
doit d'être fait en fonction des caractéristiques du catalyseur que l'on souhaite obtenir. Dans
le cadre de ce programme de recherche, il a été décidé de comparer l'efficacité de différents
catalyseurs de type supporté.
Les catalyseurs de cette catégorie sont composés de petites particules de l'élément actif
(métal noble, oxyde de métal ou autre) déposées sur un support "ineïier' de grande d a c e
spécifique. Il est à noter qu'en certaines occasions, le support en question n'est pas totalement
inactif
L'utilisation d'un catalyseur supporté comporte plusieurs avantages mais son avantage
majeur réside dans la faible quantité de métal nécessaire afin d'obtenir un catalyseur actif. En
effet, une bonne disposition de particules di: métal actif sur un support catalytique adéquat
permettra d'obtenir une efficacité équivalente à une sphère entièrement composée de ce métal
à moindre coût.
Puisque la catalyse hétérogène est caractérisée par une réaction de surface, seuls les
atomes en contact avec le milieu ext6rieur auront la possibilité d'intervenir dans le mécanisme
réactionnel. De ce fait, le cœur de la bille de catalyseur n'est pas appelé à réagir et il n'est
donc pas nécessaire qu'il soit constitué du métal actif. Par conséquent, il est possible de
disposer un métal de coût élevé sur un support de coût faible et d'obtenir ainsi un cataiyseur de
même efficacité pour un coût beaucoup plus fmMe.
Par ailleurs, si le support choisi est poreux, il sera possible d'augmenter la surface
efficace du catalyseur par rapport à la surface qui serait disponible avec un support lisse. En
effet, la porosité du support est générée par un réseau de canaux et de cavités qui possèdent
aussi des parois sur lesquelles le catalyseur peut se déposer. Par exemple, les alumines de
transition peuvent avoir des surfaces spécifiques de I'ordre de 150 à 200 m2/g les silices
dispersées peuvent avoir des surfaces spécifiques de 400 à 500 m2/g et les charbons activés
peuvent quant à eux aller au-delà de 1000 m2/g.
La procédure de préparation des catalyseurs supportés est généralement composée de
trois étapes consécutives: Ifimprégnationdu support avec un précurseur, le séchage du support
et finalement, sa calcination.
Dans le cadre des présents travaux, l'imprégnation a été effectuée à l'aide dune
méthode connue sous le nom d'imprégnation capillaire ou "incipient wetness". Elle consiste à
mettre en contact les billes servant de support au catalyseur avec une solution dans laquelle
l'élément actif a été préalablement mis en solution. Cette solution pénètre alors dans les pores
du support où elle y sera éventuellement piégée.
Il est à noter que dans le cadre de cette procédure, il d y a pas d'interaction entre le
t de l'air.
précurseur et le support au début de la procédure puisque les pores ne c o n t i e ~ e nque
En fait, le contact réel entre les 2 constituants du catalyseur (phase inerte et phase active) ne
survient que lors du séchage de celui-ci. À ce moment, la solution liquide est évaporée et le
soluté précipite à l'intérieur des pores du catalyseur pour y être disperse.
On réussit à solubiliser le métal en utilisant un sel composé de celui-ci. Puisque le sel
est soluble, les ions métalliques du sel en question se solubilisent aussi. Ceci facilite la
pénétration du métal à l'intérieur des pores du catalyseur.
Au cours de la procédure d'imprégnation, la solution contenant le précurseur dissout
est ajoutée très lentement jusqu'au remplissage complet des pores du catalyseur. En fait,
compte tenu du fait que la majeure parîie des coût. reliés à la production du catalyseur
provient de l'achat des métaux qui seront m i s en soiution, on cherche à minimiser la quantité
de solution utilisée. Donc, en ajoutant la solution goutte à goutte, on s'assure de minimiser les
coûts.
Par ailleurs, une estimation préliminaire de la quantité de solution à ajouter est
habituellement faite avec un échantillon témoin de support en utilisant de I'eau distillée. Ceci
permet de s'assurer que la quantité de solution préparée ne sera pas trop grande.
Le critère de calcul pour les concentrations spécifiques a été la nécessité d'obtenir un
dépôt monocouche des oxydes s-in la paroi des pores.
Cette estimation a été effectuée en utilisant la relation suivante :
g matériel actif
g support
y=1,09(MA
NA P
1
[molécule]
ma:
concentration spécifique [g matériel a c w g support]
S, :
surface spécifique du support [m2/g]
MA:
NA:
masse moléculaire du composé actif [g/mol]
nombre d'Avogadro L6.022 x 1o ' ~molécules / moles]
p:
masse volumique du composé actif [g/cm3]
Suite à ces calculs, l'imprégnation a été effectuée et la quantité de métal déposé sur le
support d'alumine gamma pour chacun des catalyseurs produits est présentée au Tableau 2.
Tableau 2: Concentration en métal actif des catalvseurs ~ r o d i t sur
s le sumort d'alumine v
1
Échantillon de catalyseur
Oxyde de cobalt
1
I
l
Concentration massique de méta1
15 % cobalt
1
1
Oxyde de manganèse
15 % manganèse
Pérovskite lanthane cobalt
4.33 % cobalt
Échantillon # 1
Pérovskite lanthane cobalt
4.73 % cobalt
Échantillon #2
Une fois cette imprégnation effectuée, les catalyseurs sont séchés pendant environ 2
heures a une température d'environ 125 OC. Cette température a été choisie afin de permettre
l'évaporation de l'oxyde d'azote provenant du nitrate dissout en solution. Comme il l'a été
mentionné pr&x5demment, c'est au cours de cene 6rape qüe le meral se B e ii la s-utface dü
catalyseur.
Finalement, les catalyseurs sont calcinés à 550 OC durant une période d'environ 12
heures. Cette étape est nécessaire afin d'assurer une bonne résistance thermique au catalyseur.
En effet, à de hautes températures, il est plus susceptible d'être altéré chimiquement ou
structurellement. En le plaçant volontairement à ces températures élevées et en contrôlant
l'atmosphère de cuisson, il est possible de minimiser ces risques. En effet, en présence
d'éléments polluants, les risques de détérioration seraient plus grands.
3.2 Caractérisation des catalvseurs
La caractérisation du catalyseur est une étape primordiale dans l'ensemble de la
compréhension des phénomènes entourant la cinétique chimique. En effet, puisque la réaction
catalytique hétérogène est une réaction de surface, il est essentiel de bien connaître la structure
1
de cette surface du catalyseur utilisé- De ce fait, on effectue généralement la mesure de cette
surface pour bien en connaître les caractéristiques.
Dans le cadre du présent programme de recherche, les analyses effectuées se sont
limitées à l'analyse de surface BET. Cette technique est considérée comme l'indicateur de
qualité des catalyseurs. Ii s'agit d'une caractérisation du catalyseur en fonction de sa surface
spécifique.
La technique d'analyse consiste à adsorber un gaz inerte et ensuite, a déterminer de
façon précise la quantité de gaz qui a été adsorbé dans les pores du solide analysé a dZférentes
pressions. De là, il est possible de tracer l'isotherme d'adsorption BET. Cette isotherme suit
généralement la formule mathématique suivante:
où:
nS:
nombre de moles de gaz adsorbées a une pression p
nSm: nombre de moles de gaz adsorbées correspondant à la formation d'une
monocouche
P1
p,:
C:
pression du gaz
pression de vapeur saturante du gaz a la température d'adsorption
constante caractéristique du système gaz-solide étudié
Il s'agit de l'équation d'une droite ayant p/po comme variable indépendante, (C-l)/(
nS,*c) comme pente et (1/(nS,*c)) comme ordonnée à l'origine. Son domaine d'applicabilité
se situe généralement entre p/p,
= 0.05 et 0.3.
Donc, en traçant cette droite, il est possible de
résoudre l'équation et de connaAltrela valeur de nSm. Ensuite, en multipliant ce nombre de
moles adsorbées par la surface occupée par chacune de ces moles, on peut obtenir l'aire
spécifique totale de solide analysé.
Les Figures 3 a 6 présentent les courbes obtenues suite à l'analyse effectuée sur les
catalyseurs et sur le support qui a servi pour la confection de ces catalyseurs.
Figure 4: Courbe d'adsomtion de l'alumine Y obtenue par analyse BET
Figure 5: Courbe d'adsorption du catalyseur à l'owde de cobalt obtenue Par anal~seBET
Figure 6: Courbe d'adsorption du cataiyseur à l'owde de manrranèse obtenue par analyse BET
Figure 7: Courbe d'adsorption du catalyseur La-Co obtenue mr analvse BET
Le Tableau 3 présente les surfaces spécifiques mesurées pour les différents catalyseurs
produits ainsi que celle du support d'alumine y.
Tableau 3: Surface spécifique mesurées par analyse BET des catalvseurs et de leur sumort
1
Solide analysé
1
Surface spécifique (mz/
g)
Catalyseur oxyde de cobalt
160
Catalyseur oxyde de manganèse
166
Catalyseur lanthane & cobalt
185
1
On remarque que la surface spécifique de l'alumine y qui a été utilisée comme support
pour les catalyseurs est de 253 m2fg. Il s'agit donc d'une alumine très poreuse puisque,
traditiomeuement, les surfaces spécifiques foumies par ce type de support varient entre 150 et
200 rn2lg.
De plus, on peut aussi observer que l'ajout d'oxyde métallique sur le catalyseur a
entraîné une diminution de la surface spécifique. Ceci peut être expliqué par le fait que le
métal déposé remplit une partie des pores disponibles sur le support pur.
Montage et protocole expérimental
4.1- Appareillage utilisé
L'étude de la réaction a été e f k t u é e sur un réacteur catalytique construit durant l'été
1999 dans le laboratoire de Biothennica International inc. situé à s t - H e ~
dans la région de
Montréal. Le débit d'air était fourni par trois (3) soufflantes disposées en parallèle. L'air était
chauffë, avant son entrée dans la colonne, par un élément électrique.
4.1. I Description générale de l'unité pilote
Le reacteur utilisé était de forme cylindrique, d'un diamètre intérieur de 10,2
centimètres (4 pouces) et d'une hauteur de 61 centimètres (2 pieds) pour un volume de
réacteur de 4,94 litres (302 pouces cubes). Cependant, dans le cadre de ces expériences, le
volume de catalyseur utilisé sera situé entre 0,83 et 1-65 litres (50,3 et 101 pouces cubes).
Ceci correspond à des masses de catalyseur d'environ 600 à 1200 grammes . De plus, ce
réacteur a été conçu afin de permettre la plus grande flexibilité possible dans l'ajustement des
paramètres de fonctionnement. En effet, il est possible sur ce système de varier Ia hauteur
ainsi que le type de catalyseur utilisé, la vitesse de l'écoulement de l'air, la température de l'air
de même que la concentration et le type de solvant (hydrocarbure traité).
Le cont~6lede la température des gaz était effectué par une combinaison de quatre
résistances électriques disposées en série. La puissance totale pouvant être dissipée par ces
résistances est de l'ordre de 12 kW. Ces résistances étaient disposées à l'intérieur d'un tube de
céramique isolé afin d'éviter les risques de court-circuit et de minimiser les pertes thermiques.
Toute la section chaude du montage expérimental a été isolée avec de la laine céramique d'une
épaisseur de 2,s centimètres (1 pouce). Néanmoins, il a été noté qu'im gradient thennique de
l'ordre de 10 OC s'établissait entre l'entrée et la sortie de la colorne.
Pour ce qui est du contrôle du débit d'air ainsi que de la concentration d%ydrocarbures
injectés, ces paramètres étaient ajustées par un jeu de vannes papillons. L'injection était
effectuée par évaporation de l'hydrocarbure liquide a l'intérieur de la conduite d'amenée de
l'air au réacteur.
L'air ambiant du laboratoire était aspiré par les ventilateurs à l'entrée du système
(Figures 8 et 9). Il était ensuite dirigé vers un système d'admission et de reflux contrôlé par
deux vannes papillons pour contr6ler le débit d'air traité par l'unité. L'ajustement de ce débit
était effectué par la lecture de la perte de charge à travers une plaque orifice située juste après
les vannes en question.
Une fois le contrôle du débit d'air effectué, l'air était réchauffé par un train d'éléments
chauffants disposés en série. Le contrôle de la temperature était effectué par un contrôleur
P D qui ajustait le courant passant à travers les éléments chauffaats. Par la suite, l'injection
des solvants était effectuée à même la conduite d'air chaud (Figures 8 et 9). Le contrôle du
débit d'injection était assuré par deux (2) valves à aiguille disposées en série. Afin d'évaiuer
les concentrations correspondantes au volume injecté, le système de mesure des hydrocarbures
totaux (analyseur
FID) était périodiquement branché à lrentrée de la colonne. Le mélange
gazeux ainsi obtenu était ensuite acheminé vers le réacteur catalytique OU il est oxydé.
L'évaluation de Ia qualité de ia destruction est effectuée par l'analyseur FID. 11 était possible
de mesurer de façon alternative les concentrations d'entrée et de sortie en utilisant une valve a
3 voies. Par ailleurs, le temps de réponse de l'appareil de mesure a été optimisé en minimisant
les distances entre l'appareil de mesure et les points de collecte des échantiIlons.
Figure 8: Diagramme d'écoulement du montage ex-pirimental
4.1-3 Instrumentation
Deux transmetteurs de pression raccordés à des transducteurs et quatre thennocouples
ont été disposés sur le montage. De plus, l'ensemble de ces composantes ont été reliées à un
automate programmable ainsi qu'à un système de collecte des données en continue.
Par ailleurs, comme il l'a été mentionné précédemment, un analyseur à ionisation de
flamme (« flarne ionisation detector » ou
FID ») fournit une mesure de la concentration
totale en hydrocarbure dans Les courants gazeux.
Le diagramme d'instrumentation est présenté à la Figure 10 de la page suivante.
Figure 10: Diamamme d'instrumentationdu montage expdrimental
4.2- Protocole expérimental
Afin de s'assurer de la validité scientifique des résultats des expériences effectuées, il
faut établir un protocole expérimental assez précis pour que la procédure demeure constante
d'une journée a l'autre et ainsi, que les résultats soient reproductibles. De cette façon, il sera
possible de comparer entre eux les résultats obtenus lors de journées differentes. Cependant,
puisque le montage expérimental demeure assez simple dans l'ensemble, cette procédure da
pas besoin d'être extrêmement détaillée.
1- Mettre le volume désiré de cataiyseur au sein du réacteur
2- Ouvrir l'alimentation électrique du montage.
3- Démarrer le système de collecte des données.
4- Mettre en marche les ventilateurs.
5- Ajuster le débit d'air a la valeur désirée.
6- Ajuster la consigne de température a la valeur désirée.
7- Alimenter les résistances électriques.
8- Laisser le temps nécessaire au système pour que les températures se stabilisent
(environ 1 heure).
9- Durant cette période, mettre en marche le système FID et effectuer son étalonnage avec
Les deux gaz témoins (air 0% et propane 120 ppm).
1O- Une fois le systéme stable, débuter l'alimentation en hydrocarbure (toluène) et ajuster
le débit à l'aide des vannes. La concentration pourra être lue en continu sur le FID en
positionnant la vanne à trois voies en position entrée. Ajuster cette valeur environ a
2300 ppmv équivalent propane.
1 1 - L'expérience est maintenant en cours.. - Afin de s'assurer de la conformité des résultats
obtenus par le systéme d'acquisition de données, il faut aussi prendre des résultats a la
main. Donc, a chaque minute, et ce durant les 30 minutes que dure chacun des essais,
prendre une série de mesures. Les mesures en question sont les températures aux
différents point de mesure (entrke, catalyseur et sortie), les pertes de charge à travers la
pIaque orifice et à travers le lit de catalyseur ainsi que les concentrations en
hydrocarbures à l'entrée et a la sortie du réacteur.
12-Une fois la série de mesures terminée, vérifier l'étalonnage de I'appareil
FID pour
s'assurer que son gain et son zéro n'aient pas trop varié.
Les catalyseurs étudiés ont été l'oxyde de cobalt (15% cobalt), l'oxyde de manganèse
(14% manganèse) ainsi que la pérovskite lanthane cobalt (4,s % cobalt) supportés sur
l'alumine y. L'ensemble des résdtats obtenus avec ces catalyseurs a été comparé avec ceux
obtenus avec un catalyseur commercial d'oxydation a base de métaux nobles, le PRO*PEL
14 154 de la compagnie Prototech (PtPd).
Le choix de I'hydrocarbure (toluène) a été effectué pour d e u raisons principales. En
premier lieu, il s'agit d'un solvant très répandu daos le domaine de l'imprimerie qui constitue
notre référence industrielle dans le cadre de ce projet De plus, sa grande volatilité minimisait
les risques d'accumulation liquide dans le système. Un tel écoulement liquide pourrait avoir
des conséquerices facheuses sur l'ensemble du montage s'il entrait en contact avec les
résistances électriques.
En effet, l'hydrocarbure ainsi mis en contact avec la résistance
extrêmement chaude risquerait de s1en£lamrneret d'endommager sérieusement le montage.
Le choix de la concentration en hydrocarbures a injecter au système a aussi été effectué
en fonction des concentrations rencontrées traditionnellement dans l'industrie de l'imprimerie.
Par ailleurs, l'expérience a été effectuée à des vitesses spatiales de 17 000 et 34 000 h"
pour chacun des catalyseurs étudiés.
Quelques mesures supplémentaires ont aussi été
effectuées à une vitesse spatiale de 12 000 h-' pour le catalyseur d'oxyde de cobalt afin de
mieux évaluer l'influence de ce paramètre sur la réaction La vitesse spatiale était le critère sur
lequel le volume de catalyseur et Ie dkbit d'air étaient fixés.
Les vitesses spatiaies ont été calculées en utilisant la formule suivante:
Vitesse spatiale=
Débit standard
1
Volumede catalyseur= Temps de résidence
Les conditions du débit standard correspondent a 70
O F
(11)
(2 1.1 "C)et à 1 atmosphère.
De ce fait, aux températures où le système opère dans le cas de la réaction d'oxydation totale,
le débit aux conditions standards correspond environ au tiers du débit volumique qui serait
mesuré dans les conditions réeiles.
Le débit d'écoulement d'air a été mesuré en utilisant une plaque onfice d'un diamètre
intérieur de 0.75 pouce qui était disposée à l'intérieur de la conduite de 2 pouces située juste en
aval des ventilateurs (en avant de la zone de réchauffement des gaz).
De plus, un
thermocouple situé en amont de la plaque orifice indiquait la température de façon continue et
un transmetteur de pression différentiel permettait d'effectuer la lecture de la perte de pression
à travers l'orifice de façon continue.
Résultats expérimentaux
5.1- Propramme de mise en marche
La mise en marche du système se devait d'être effectuée selon un protocole bien précis
afin d'éviter tout problème ou tout bris du matériel. Le système électrique de préchauffe de
l'air constituait l'élément le plus incertain du montage expérimental.
En effet, si une
surchauffe de l'élément survenait, il y aurait oxydation du fil conducteur et ainsi, rupture de
celui-ci. De ce fait, il fallait s'assurer que l'air circulait bel et bien dans le système avant
d'actionner le courant- Bien que ceci ait été fait, les éléments en question se sont mis à brûler
de façon répétée.
La partie de l'élément située a l'intérieur du tube de céramique se
refroidissait bien tel que prévu mais le problème venait du branchement extérieur de cet
élément au système de d'alimentation électrique. Puisque le refroidissement du fil dans cette
zone n'était effectué que par convection nahirelle, il avait tendance a surchauffer. Ce
problème fût résolu par Pajout d'un fi1 de cuivre de grand diamètre dans la section critique.
Puisque la résistance dans cette zone du conducteur s'est retrouvée duninuée, la dissipation de
chaleur s'est aussi retrouvée diminuée, la surchauffe du f
2 a été contrôlée.
Par la suite, il fallait vérifier l'efficacité de l'injection des hydrocarbures. En effet, bien
que la certitude que l'hydrocarbure liquide pénétrait bien dans la zone d'kvaporation était
acquise, il fallait s'assurer que l'évaporation se faisait de façon instantanée. Évidemment dans
le cas où l'hydrocarbure parvenait sous forme liquide dans le réacteur, il y aurait des risques
d'incendie considérables. Par conséquent, les tests d'injection se sont faits progressivement et
avec une grande minutie afin d'éviter de dépasser la capacité d'évaporation de l'mité-
FinaIement, il restait à évaluer la qualité du système de contrôle de température du
pilote. Afin d'effectuer cette évaluation, le point de consigne fut modifié sur le contrôleur et la
réaction du système fût observée. Cette opération a été effectuée pour des débits d'air variés et
le système de contrôle a été jugé conforme à nos exigences puisque le contr6leur parvenait
aisément à stabiliser le système malgré les fluctuations qui lui était imposées manuellement.
En conclusion, les divers essais de démarrage de l'unité ont permis de conclure que le
système était désormais conforme à nos exigences et que les tests en mode catalytique
pouvaient commencer.
5.2- Essais en laboratoire
Cobjectif de ce programme de laboratoire était de déterminer l'efficacité des différents
catalyseurs sélectionnés lors des phases initiales. Puisque ces catalyseurs ont été développés
afin d'effectuer une oxydation complète des hydrocarbures, il fut décidé, de tracer les courbes
présentant les taux de destruction en fonction de la température du système et ce, à différentes
vitesses spatiales et avec tous les catalyseurs.
Ces essais en mode catalytique sur l'unité pilote de laboratoire furent réalisés entre les
mois de juin 1999 et janvier 2000.
Les conditions opératoires et les résultats obtenus sont
présentés aux Tableaux 4 à 7 et aux Figures 11 à 24. Ces tableaux et graphiques présentent un
résumé des essais qui ont été effectués. Il est a noter que chacune des données présentée
correspond à la moyenne des données obtenues au cours d'une des séries d'essais de trente
minutes dont il est fait mention dans le protocole expérimental.
Les courbes qui ont été
tracées à partir des points expérimentaux sont le résultat d'un lissage qui fut légèrement
modifié pour correspondre avec les courbes théoriques.
Tableau 4: Résultats obtenus pour le caîalvseur à base d'owde de cobalt
Hauteur
Température Conversion
catalyseur
O
Figure 11:
(ppm éq. Propane)
12 200
12 200
(OC)
("/O)
290
Taux de conversion en fonction de la temerature mur le cataiyseur a base
d'oxvde de cobalt
Tableau 5: Résultats obtenus pour le catalvseur à base d'oxvde de manganèse
Hauteur
catalyseur
@O)
Vitesse s atiaIe
P
(h' )
17 100
16 900
Figure 12:
Concentration entrée Température
@pm éq. Propane)
(OC)
1
2 242
2 292
Taux de conversion en fonction de la température mur le catalvseur à base
d'oxvde de manganèse
57
Tableau 6: Résultats obtenus p u r la pérovskite lanthane cobalt s u p w é e sur I'dumine y
.
Hautenr
catalyseur
(PO)
Vitesse spatiale
Concentration entrée
Conversion
(h-3
@pm éq. Propane)
('m
300
350
Tempdraiuca (OC)
Figure 13:
Taux de conversion en fonction de la température mur la pérovskite lanthane
cobalt supportée sur l'alumine y
Comme on peut l'observer sur les graphiques précédents, l'efficacité de la réaction
(donc la conversion) augmente en fonction de la température. Généralement, une courbe
couvrant un éventail complet de températures comporte trois sections. À températures basses,
une première section apparaît Il s'agit d'un palier où la conversion est faible. Ceci peut être
explique par le fait que l'énergie foumie au système n'est pas suffisante pour dépasser l'énergie
d'activation requise pour que la réaction ait lieu Cette phase est ensuite suivie par une courbe
exponentielle. C'est dans cette section de la courbe que la vitesse de réaction du système
s'accroît le plus en fonction de la température. Et puis, suit &&ement la troisième section
située au point où la conversion est complète.
Dans le cas anaiysé dans le cadre de ce travail de maîtrise, on peut observer qu'il a été
impossible d'obtenir la conversion totale. Ceci laisse présager que la température d'opération
du système n'était pas suffisamment élevée pour obtenir ce rendement. En effet, compte tenu
des limitations imposées par le système de chauffage électrique, il était impossible d'opérer à
des températures excédant 430 OC.
Par contre, en observant les courbes des Figures 11 à 13, on peut remarquer que la
position de certains des points des courbes n'est pas conforme aux notions théoriques établies.
Premièrement, sur la Figure 11, on peut remarquer que deux des valeurs obtenues à une
vitesse spatiale de 17 000 h-l semblent être erronées. En effet, la conversion obtenue a 287 O
C
est inférieure à celle obtenue à 246 OC. De même, la conversion obtenue à 426°C est inférieure
à celle obtenue à 393 OC. Ceci peut être expliqué par le fait que la concentration moyenne à
l'entrée du réacteur était inférieure d'environ 400 ppm à celle des autres essais effectués à cette
vitesse spatiale. Puisque la cinétique chimique prédit que la vitesse de réaction est fonction de
la concentration des réactifs, une diminution de 17 % de cette concentration peut avoir une
Muence significative sur la réaction, donc, sur la conversion.
Par ailleurs, sur la Figure 13, on peut remarquer que la conversion obtenue à une
vitesse spatiale de 17 000 h" et a une température de 429 OC est de loin inférieure aux résultats
anticipés. En effet, la conversion plafonne à près de 33 %. Ce faible taux de conversion
dénote une activité réduite de la pérovskite lanthane cobalt supportée. Il existe deux
explications logiques à cet état de fait En premier lieu, il est possible que le catalyseur ait été
cokéfié ou endommagé lors des premiers essais. Puiqdil s'agissait du premier catalyseur
expérimenté, il a été soumis a l'ensemble des manipulations visant à stabiliser les paramètres
de fonctionnement du réacteur.
De ce
faif il a été soumis a plusieurs fluctuations de
concentration et de température qui ont pu entraîner la cokéfaction donc le blocage de ses
pores actifs ou même la détérioration physique de sa sudace active. De plus, il est possible
que certains problèmes soient survenus lors de la production du catalyseur. Ce point sera
discuté ultérieurement dans la section 5.3.
En observant les courbes, on peut aussi observer que plus la vitesse spatiale est faible,
meilleur est le taux de conversion obtenu. Par exemple, dans le cas du catalyseur à base
d'oxyde cobalt, la courbe obtenue à une vitesse spatiale de 12 000 h-' est située au-dessus de la
courbe obtenue pour une vitesse spatiale de 17 000 h-'. De plus, cette demière courbe est
située au-dessus de la courbe obtenue à 34 000 h-*. Le même phénomène peut être aussi
observé sur les autres graphiques.
En comparant les données obtenues avec les différents catalyseurs, on peut remarquer
que l'ensemble des catalyseurs testés était en mesure d'o&
un rendement au niveau de
l'oxydation même s'ils ne parviennent en aucun cas à dépasser le cap des 96% de conversion.
Par ailleurs, il est à noter qu'ils n'ont pas tous la même efficacité et certains permettent d'offrir
des rendements beaucoup plus intéressants que d'autres. L'oxyde de manganèse et l'oxyde de
cobalt semblent avoir des activités comparables. Par contre, la pérovskite ne permet pas
d'obtenir les rendements anticipés et ce, même s'il devait normalement s'agir d'un des
catalyseurs les plus actifs, en se basant sur les essais effectuées par madame C m e n Tibima.
En effet, les essais dont les résultats ont été publiés en 1997 laissaient plutôt présager une très
grande activité de ces catalyseurs.
Par la suite, comme il l'avait été mentionné dans le protocole expérimental, les résultats
obtenus avec ces catalyseurs devaient être comparés avec ceux obtenus avec un catalyseur
commercial courant constitué de métaux nobles. Le catalyseur retenu pour fin de comparaison
était le PRO*PEL 14154 de la compagnie Prototech. Il s'agit d'un catalyseur composé à la fois
de platine et de palladium qui sont deux des éléments les plus actifs et les plus utilisés dans les
&action d'oxydation totale. Le Tableau 7 et la Figure 14 présentent les résultats obtenus lors
des essais en laboratoire.
Tableau 7: Résultats obtenus mur le PRWPEL 14154
(PO)
17 100
17 600
17 400
17 400
34 000
34 O00
34 700
33 800
34 400
8
4
98
97.5
Concentration entrée Température Conversion
@pm éq. Propane)
(OC)
('W
Vitesse s stiale
P
(h'
catalyseur
2 285
2 257
2 309
2 224
399
99,7
99,8
99,8
99,8
372
341
289
281
284
1 894
2 297
2 483
97,5
98,7
99,O
99,2
354
378
429
2 400
2 337
i1
I
1
1 , .
97
200
i
98,1
I
250
300
350
400
T
n
.
I
,
450
Tempefalllre (OC)
Figure 14:
Taux de conversion en fonction de la température txmr le caîalvseur Platine
palladium commercial
61
En regroupant l'ensemble des résultats obtenus à des vitesse spatiales de 17 000 h-' et 34
000 h-', on peut obtenir les graphiques présentés aux Figures 15 et 16.
300
350
Tempembrre [OC)
Figure 15:
Courbes de conversion comparées a une vitesse spatiale de 17 000 h"
Figure 16:
Courbes de conversion corn~aréesà une vitesse spatiale de 34 000 h-l
Ces résultats tendent à démontrer que le catalyseur platine-palladium est le plus efficace
des catalyseurs d'oxydation testés. Il permet même d'obtenir des conversions allant jusqufa
99,8%.
Cependant ce résultat n'est pas vraiment surprenant puisque lféchantillon de
catalyseur de ce type était de$à de niveau commercial alors que les autres échantillons étaient
de "première génération". De ce fait, toutes les étapes de développement nécessaires à la
commercialisation d'un catalyseur ont été effectuées siir celui-ci et il peut être considéré
comme optimisé.
Néanmoins, il a été possible d'obtenir des destructions de l'ordre de 91% avec l'oxyde de
cobalt et de 96% avec i'oxyde de manganèse. Compte tenu du fait que la Iegislation
actuellement en vigueur dans la Communauté Urbaine de Montréal et la législation provinciale
a venir exigent des taux de rabattement de 9096, ces taux de conversion peuvent être
considérés comme acceptable. Cependant, puisque les fuites sur les vannes des incinérateurs
industriels amènent généralement me perte d'efficacité de traitement pouvant allerjusqu'à 3%,
il est nécessaire que les catalyseurs permettent d'obtenir des conversions de plus de 93%. De
plus, puisque l'efficacité des catalyseurs est appelée à diminuer suite à son empoisonnement et
à sa dégradation, il serait préférable que les catalyseurs permettent d'obtenir des conversions
de l'ordre de 98%.
5.3 Optimisation des catalvseurs 8 base d'oxydes métaiiiaues non-nobles
Puisque l'étude actuelle visait à déterminer s'il était possible d'utiliser un catalyseur
d'oxydation à base de métaux non-nobles et non pas à obtenir un catalyseur de qualité
extrêmement actif, les analyses effectuées sur les catalyseurs testés se sont avérées être très
limitées. Cependant, puisque les concIusions de l'étude démontrent qu'une augmentation de
l'activité des catalyseurs serait favorable, il serait intkressant lors d'une ktude subséquente de
chercher à optimiser les catalyseurs. Par contre, le fait que les analyses des catalyseurs
n'étaient que fragmentaires, la caractérisation des catalyseurs testés demeure incomplète. En
fait, uniquement la surface spécifique et la concentration en métal actif des catalyseurs sont
connues. De ce fait, il devient assez difficile de déceler quelles sont les raisons de cette faible
activité. Par contre, il serait intéressant d'6tudier éventuellement la dispersion des métaux
actifs sur le support catalytique. En effet, tant la quantité de métal actif que la qualité de sa
dispersion peuvent avoir une innuence sur l'activité d'un catalyseur et dans le présent ouvrage
de maîtrise, aucune analyse de cette dispersion ne fût effectuée. De plus, il est probable qu'en
faisant varier la concentration de métal actif, la dispersion de ce métal et ainsi que la porosité
du support, il sait possible d'augmenter encore l'efficacité de ces catalyseurs.
Par ailleurs, puisque les catalyseurs ont été produits dans les laboratoires de l'Université
Lavd qui ont une capacité limité de production de catalyseur et que la q d t é de catalyseur
nécessaire pour les essais était substantielle(environ deux (2) litres de chacun des catalyseup),
il est difficile de garantir l'uniformité de l'imprégnation. De plus, la quantité de catalyseur
produite a aussi eu une influence sur la cdcination des catalyseurs. En effet, les fours
habituellement utilisés étaient trop petits et d'autres fours plus grands ont été utilisés.
Cependant, ces fours ne permettaient pas d'obtenir des températures aussi élevées. Dans le cas
particulier du catalyseur lanthane-cobalt, cette température plus faible a pu compromettre Ia
formation de la pérovskite elle-même. Dans cette éventualité le seul élément réellement actif
du catalyseur serait le cobalt puisque le lanthane n'est pas considéré comme un bon élément
oxydant lorsqu'il est utilisé seul. Par conséquent, puisque sa teneur en cobalt est beaucoup
plus faible que dans le cas du catalyseur d'oxyde de cobalt, il paraît avisé d'anticiper une
activité plus faible. Il faudrait donc, dans te cadre d'une expérience future' s'assurer que ta
pérovskite a bel et bien été produite.
Il pourrait d'ailleurs s'agir de la raison pour laquelle il a été impossible d'obtenir des
rendements supérieurs à 72% toutes expériences confondues avec le catalyseur lanthanecobalt. C'est pour cette raison qu'il fit décidé, dans le cadre de cette série d'expériences, de le
laisser de côté et de s'attarder plus aux deux autres catalyseurs. De ce fait, ce catalyseur n'a
pas été testé à La vitesse spatiale de 34000 h-' comme les autres l'ont été puisque la conversion
aurait été encore plus faible .
Mise à I'échelle
Suite aux résultats obtenus en laboratoire, il devient possible d'effectuer le design
préliminaire d'une unité de traitement d'incinération catalytique régénérative de dimension
industrielle. Le présent chapitre présentera les lignes directrices de la démarche de conception
de l'unité ainsi que quelques uns des résultats obtenus lors de ces étapes. Cependant, avant de
passer à l'élaboration du design final, il faudrait effectuer des tests supplémentaires afin
d'évaiuer la dinée de vie des divers catalyseur ainsi que leur résistance à l'empoisonnement.
6.1- Description générale
Avant tout, il convient de se rappeler les caractéristiques générales du système de
traitement dont il est question dans le projet. La Figure 17 qui suit représente de façon
schématique, l'allure générale du système catalytique de traitement des gaz par combustion.
I
Figure 17:Incinérateur catalvtiaue régénératif
Tout comme dans le cas de I'incinération régénérative traditionnelle, l'air charge en
COV pénètre dans le bas de la section LI de I'incinérateur pour y être réchauffé par contact
avec le garnissage de céramique. Ces gaz préchau£Eës entrent ensuite dans le premier lit de
catalyseur dans lequel la réaction d'oxydation de'bute. Ensuite, la chambre de combustion
ajuste la température des gaz au point de consigne.
Ces gaz chauds passent alors à travers le dew*ème lit catalytique ou la réaction
d'oxydation se complète. Finalemenf les gaz chauds passent à travers le lit de sortie dans
leque1 ils libèrent une partie de leur chaleur. Cette chaleur libérée est alors accumulée par le
garnissage du lit de sortie. C'est en effectuant une inversion des lits d'entrée et de s o d e q u e
l'on obtient le rendement thennique désiré. En effet, puisque la chaleur passe du milieu le
plus chaud au milieu le plus f h i d , elle est successivement absorbée et désorbée par le
gamissage-
6.2- Critères de conce~fion
M n d'effectuer un design adéquat, il faut tout d'abord connaître quelles sont les
caractéristiques de l'effluent à traiter et quelles sont les performances que le système doit
atteindre.
Le design présenté dans la présente section sera basé sur une unité de traitement devant
avoir les caractéristiques suivantes:
Débit de gaz a traiter:
10 000 SCFM
Concentration des émissions: 500 rngNm3
Température d'entrée:
50 OC
Rendement de destruction:
90 %
Rendement thermique:
90 %
Le rendement de destruction visé a été basé sur la valeur de 90% que la Communauté
Urbaine de Montréal (CUM) exige des usines ciblées comme émettrices de composés
organiques volatils situées sur son temtoire.
Les calculs de la présente section se limiteront à des systèmes de traitement utilisant le
catalyseur platine-palladium ainsi qrfe le catalyseur d'oxyde de cobalt.
6.3- Dimensions de l'appareil
Les dimensions de i'incinérateur sont déterminées, dans le cas de l'incinération
catalytique régénérative, selon deux critères principaux de conception. En effet, iI faut que la
section d'écoulement soit ajustée en fonction de la vitesse d'écoulement désirée dans le
système et sa hauteur est déterminée selon la hauteur de catalyseur et de garnissage que l'on
désire installer à Fintérieur de I'unité.
6.3.1 Section d'écoulement
La section d'écoulement influence directement la vitesse d'écoulement à l'intérieur de
l'unité puisque le débit à traiter demeure invariable (débit des émission de l'usine). Il faut donc
déterminer cette section en fonction de la vitesse désirée.
Dans le cas qui est étudié actuellement, il faut absolument éviter la fluidisation des billes
de catalyseur. Comme il a été mentionné précédemment, le catalyseur est supporté sur des
billes sphériques d'alumine poreuse de 0.25 pouce de diamètre.
II est possible que ces billes se
soulèvent si le courant d'air ascendant est trop important. Dans ce cas, le temps de résidence
dans la zone réactionnelle serait inférieure aux critères de conception et l'efficacité serait
immédiatement affectée. De plus, les collisions fiéquentes entre les billes de cataiyseur auront
pour effet d'endommager le catalyseur et ainsi, diminuer sa durée de vie.
Il devient donc essentiel de calculer la vitesse minimale de fluidisation des billes à cette
température. Puisqu'il existe plusieurs relations dans la Littérature qui permettent d'effectuer
l'évaluation de cette vitesse, il faut à tout le moins effectuer les calculs avec quatre de ces
relations pour s'assurer d'uu certain niveau de conflance dans les résultats qui seront obtenus.
E
E
73
r
2
'01
r
69
Dans les équations citées dans le Tableau 8 de la page précédente, les symboles suivants
ont été utiIisés.
Vitesse minimale de fluidisation
Diamètre moyen des particules
Masse volumique de l'air
Masse volumique du catalyseur
Constante d'accélération gravitationnelle terrestre
Viscosité de l'air
Les résultats obtenus en appliquant ces équaîions sont présentés au Tableau 9:
Tableau 9: Vitesse minimale de fluidisation pour les deux catalyseurs comparés
1 Vitesse minimale de fluidisation (pus)
Masse volumique Température
Équation Équation Équation Équation
Catalyseur du catalyseur2
oxydation
15
12
13
14
wm3)
(OC)
PtPd
1210
200
8.0 1
6.22
20.5
6.11
Oxyde de
6.08
925
390
7.94
12.9
5.90
cobalt
On peut remarquer la grande variation entre les résultats obtenus. C'est pour cette
raison qu'il faut effectuer le calcul avec le plus de relations possibles. Pour le bien de la
poursuite de la conception de l'unité, on utilisera les valeurs obtenues par l'équation 14. Le
choix de cette relation a été effectué de façon a ce que les vaieurs de vitesse minimale de
fluidisation soient les plus petites afin d'englober tous les cas.
2
La masse volumique a été estimée en utilisant la densité en tss moyenne du catatyseur (PtlPd : 720 kg/m),
Oxyde de cobalt : 545 kg/m3) ainsi qu'un fadeur de vide approprié a la-géométriedu catalyseur (e=0,405).
1
Les calculs effectués en utilisant cette équation amènent à conclure que les sections des
systèmes de traitement seront respectivement de 43 pieds carrés pour le catalyseur au platine
et de 63 pieds carrés pour le catalyseur d'oxyde de cobalt. Il s'agit de dimensions q~ ne
causent pas de problkmes majeurs pour le transport puisque Leurs arêtes sont de longueurs
inférieures à 12 pieds.
6.3.2- Hauteur des secfions
En étudiant les résultats obtenus au laboratoire, on peut remarquer que pour obtenir les
90 % désirés a cette température, il faut que les lits de catalyseur permettent d'avoir une
vitesse spatiale de 34 000 h-l dans le cas du catalyseur M d et de 17 000 h-' dans le cas du
catalyseur d'oxyde de cobalt. U. faut donc évaluer la hauteur nécessaire de catalyseur selon ces
critères. Dans le cas du catalyseur PtfPd, on obtient une hauteur de l'ordre de 4.9 pouces alors
que dans le cas du catalyseur d'oxyde de cobalt, on obtient une hauteur de 6.7 pouces. Par
ailleurs, lorsqu'on parle de hauteur de section, il faut aussi prendre en considération la hauteur
de sellettes qui seront installées dans le lit. Ce sont ces sellettes qui permettro~td'obtenir
l'efficacité thermique désirée. De plus, elles favorisent une meilleure distribution du gaz, ce
qui est important étant donné la faible hauteur des lits de catalyseur par rapport a leur section.
Dans cet exemple, l'étude se limitera à la hauteur de sellettes de 1 pouce nécessaire
pour obtenir l'efficacité thermique désirée.
On peut obtenir des courbes représentant
l'efficacité thermique du système en fonction de la hauteur de garnissage disposé dans ce
système et de la vitesse découlement de Fair chez Ies fabricants de garnissage.
Selon ces courbes, la hauteur de sellettes 1" nécessaire pour obtenir les 90% de
rendement thermique est de 5.8 pieds dans le cas du PtPd et de 5 pieds dans le cas de l'oxyde
de cobalt et ce, dans chacun des lits.
Il est à noter que les températures à la sortie de
l'incinérateur seront, sous ces conditions, de 65 OC dans ie cas du cataiyseur de métaux nobles
et de 86 OC dans le cas du catalyseur d'oxyde de cobalt. Malgré la grande différence entre les
températures de combustion des deux exemples, on peut remarquer que la différence entre les
hauteurs de garnissages est relativement faicble. Ceci peut être expliqué par le fait que le
rendement thermique est une fonction du gradient de température entre le milieu chaud et le
milieux froid et qu'il est, de ce fait, beaucoup moins efficace à des températures de combustion
aussi faiMe que 200 T.Il n'est donc pas nécessairement avantageux d'avoir un catalyseur
hyperactif dans ce type de technologie.
6.4 Détermination de la ca~acitédu brûleur
Le brûleur de la chambre de combustion doit permettre l'obtention d'une température
correspondant au point de consigne qui a été établi. Cependant, il est préférable qu'il soit
surdimensionné afin d'accélérer la préchauffe. En effet, avant de pouvoir mettre l'appareil en
marche, il faut que sa température ait augmenté et qu'il ait atteint une certaine stabilité
then][Lique. L'objectif de cette démarche est double.
Tout d'abord, pour assurer une qualité de traitement efficace, il faut que la température
suit suffisamment élevée pour que la vitesse de réaction soit suffisante pour que le réaction ait
lieu à l'intérieur du temps de résidence qui lui est alloué.
Le deuxième objectif de cette préchauffe du système est de minimiser les risques de
condensation a l'intérieur de l'appareil. En effèt, bien qu'il s'agisse de composés organiques
volatils, il est toujours possible et même probable que l'effluent contienne aussi une fiactioa
d'hydrocarbures potentiellement condensables. De ce fait, il devient important d'éviter que
l'effluent ne soit refroidi en pénétrant dans le système de traitement pour s'assurer qu'il n'y ait
pas de condensation. La sélection du bruleur sera donc effectuée sur cette base.
Par ailleurs, puisque la préchauffe s'effectue en faisant pénétrer de Fair ambiant dans le
système et que ce type de système est généralement installé à l'extérieur, il faut que les calculs
soient effectués sur la base des conditions les plus critiques. Au Québec, en hiver, on peut
rencontrer des températures extérieures de -25 OC (-13 T). Xi s'agira donc de la base du calcul.
Le bilan masse-énergie s'effectue comme suit:
OU
Q:
Flux d'énergie à apporter au système (BïU/hr)
rn :
Débit massique d'air à réchauffer ( l b h )
AT:
Variation de température de I'air recherchée (T)
Dans le cas du catalyseur Pt/Pd, on obtient environ 4 800 000 B T U h alors que dans le
cas du catalyseur d'oxyde de cobalt, on obtient un peu plus de 9 000 000 BTU/hr. Ces
brûleurs devraient permettre à la machine de fonctionner normalement. Par contre, le temps
de préchauffe risque d'être assez long. De ce fait, il serait préférable de sélectionner des
brûleurs de 6 000 000 B?'U/Iir et de 10 000 000 BTUkr pour les systèmes en question Il est à
noter que ces calcuis ont été effectués en unités impériales parce que le marché des brûleurs
industriels est essentiellement américain. Par conséquent, 1'ensemble des transactions sont
effectuées en utilisant ces unités.
6.5 Vannes
Compte tenu de la forme de I'appareil, il est primordial de s'assurer que les vannes
d'entrée et de sortie soient étanches. En effet, la moindre défaillance au niveau de l'étanchéité
Ces vannes engendrerait immédiatement une fuite directe d'air contaminé à I'atmospbère.
Évidemment, les performances du système serait alors a6ectées.
Par ailleurs, en plus d'être étanches, les vannes en question se devront de fonctionner
rapidement En effet, a chaque changement de cycle de l'appareil (aux 2 a 4 minutes), les
vannes d'entrée et de sortie se retrouvent ouvertes en même temps. De ce fait, il y a un
passage direct du gaz non-traité à l'atmosphère.
6.6 Svstème d'analyse des paz
Dans le cas des systèmes de traitement des gaz par oxydation catalytique, il est
essentiel d'installer un système de mesure des émissions en continu à la sotie du systeme. En
effet, puisque le catalyseur est un élément pouvant se détériorer, s'empoisonner ou se cokéfier,
il est assuré que le rendement de la machine diminuera au cours de son utilisation. L'appareil
de mesure permettra donc de déterminer à partir de que! moment le système ne satisfait plus
les normes environnementales en vigueur et, par conséquent, à quel moment deviendra-t-il
essentiel de changer ou de régénérer le catalyseur. Lorsqu'une diminution de l'efficacité des
catalyseur sera notée, un arrêt de la production devra être planifié et le catalyseur devra être
remplacé. Ce remplacement ne devrait prendre plus de trente (30) minutes s'il est bien
planifié. Il est à noter que la technologie d'incinération catalytique a été jugée illegale dans
plusieurs états américains justement parce que le contrôle de l'efficacité de l'appareil avait été
négligé par plusieurs dirigeants d'usine. N'ayant pas les ressources pour effectuer eux-même
le contrôle sur l'ensemble des installation de traitement, les gouvernements de ces états ont
préféré procéder par voie législative et carrément interdire ces systèmes de traitement des
émissions atmosphériques.
6.7 Résumé des caractéristiaues
Le tableau suivant regroupe les résultats obtenus tout au long de cette section.
Tableau 10: Paramètres de design de l'unité de traitement catalytique
1
1
1
Catalyseur Pt/Pd
Caractéristique
Débit
l
Catalyseur oxyde de cobalt
1
10 O00 SCFM
Concentration
500 mg/Nm3
L
Température d'entrée3
/
50 OC
I
Rendement de destruction
1
90 %
90 %
Rendement thermique
Température de combustion
200 OC
Section d'écoulement
1
390 OC
t
I
43 pi'
6 3 pi2
4.9 pouces
6.7 pouces
I
Hauteur de catalyseur
Hauteur des lits
1
5.8 pi
Capacité du brûleur
5.0pi
1
1
6 000 000 BTU/hr
I
10 000 000 BTUkr
Basé sur la température des émissions caractéristiquede la presse de l'institut des Communications Graphiques
du Québec
Conclusions et recommandations
Comme il a été mentionné dans le chapitre 1, ce programme de recherche comportait
trois principaux objectifs. En premier Iieu, il visait à déterminer quels étaient les catalyseurs
qui risquaient d'être les plus susceptibles d'offrir des conversions intéressantes. Cependant,
puisque la réaction d'oxydation est fortement exothermique, il ne fallait pas non plus que le
catalyseur soit trop actif, sans quoi, il y aurait risque de surchauffe du catalyseur. Dans
l'éventualité ou une telle surchauffe survenait, il y aurait risque de dégradation chi catalyseur.
Par conséquent, le développement de ces nouveaux catalyseurs demeure un choix judicieux
malgré la découverte récente de catalyseurs ayant des activités de loin supérieures a celles des
catalyseurs étudiés dans le cadre de ce programme de recherche. Ensuite, compte tenu des
coûts élevés des catalyseurs courants à base de métaux nobles, l'orientation de cette maîtrise a
été déteminée afin que Le développement soit principalement porté vers les catalyseurs à base
de métaux non-nobles.
Lors de cette phase de la recherche, il a été conclu que les métaux a
base d'oxyde de cobalt et d'oxyde de manganèse permettraient probablement de rencontrer cet
objectif. Par ailleurs, puisque les pérovskites sont de plus en plus reconnues pour leur
efficacité, il fut résolu d'en inclure une dans le projet de recherche actuel. Le choix fut porté
sur I'oxyde mixte lanthane-cobalt. Le support catalytque choisi pour ces trois catalyseurs a
été l'aluminey de haute porosité.
Par La suite, des essais comparatifs ont été effectués entre Ies différents catalyseurs.
Lors de ces essais, il a été conclu que l'ensemble des catalyseurs testés étaient en mesure de
réaliser l'oxydation des hydrocarbures tel que souhaité.
Cependant, d'un point de vue
strictement commercial, il serait préférable que l'activité des catalyseurs soit substantiellement
augmentée. En effet, les catalyseurs d'oxyde de manganèse et d'oxyde de cobalt permettraient
de garantir au client une efficacité de traitement de 85% alors que les normes
enviromementaies demandent un taux de rabattement -de90%. Par ailleurs, il faudrait que la
température d'opération du système soit de 300 à 350 OC au lieu des 390 OC qui ont été
nécessaires pour obtenir une destruction adéquate en laboratoire. II faut néanmoins être
conscient du fait que ces catalyseurs en étaient à leur toute première étape de développement
et puisque ce développement ne faisait pas parti intégrante de ce programme de recherche, la
caractérisation des catalyseurs a été négligée. Il est cependant plus que probable qu'une
augmentation &activité telle que recherchée soit possible à obtenir dans l'avenirQuantitativement, une augmentation d'activité de 25% des catalyseurs d'oxyde de manganèse
et d ' o v e de cobalt les rendrait aussi intéressants que le catalyseur Pt/Pd au point de vue
économique alors qu'une augmentation de 50% de leur activité les rendraient réellement
supérieurs. Par ailleun, en ce qui concerne le catalyseur a base de lanthane et de cobalt, il
n'est pas assuré que la température des fours lors de sa production ait été assez élevée pour
former la pérovskite proprement dite. De ce fait, la parîie active du catalyseur se limitait
pratiquement à la partie cobalt du catalyseur qui n'était que de 4 l/o de la masse totale.
Le dernier objectif du programme de recherche consistait à concevoir un système de
traitement régénéraiif' catalytique des émissions atmosphériques industrielles chargées en
composés organiques volatils. Cette étape a été réalisée sur la base des résultats mesurés en
laboratoire ainsi qu'à partir des notions générales de conception d'incinérateur qu'il a été
possible d'acquérir tout au long au travail en collaboration avec Biothennica International.
Cependant, afin dtalléger le présent travail, seuls les calculs pour le catalyseur d'oxyde de
cobalt et pour le catalyseur platine-palladium ont été effectués. Il est cependant évident que
suite à l'augmentation de l'activité des catalyseurs à base d'oxyde de métaux non-nobles
comme cela a été discuté précédemment, l'ensemble de la procédure de dimensionnement se
devra d'être réalisée à nouveau. Par ailleurs, ce document ne traite pas du choix du ventilateur,
du choix des matériaux de construction à utiliser ni de la détermination des isolants à utiliser.
Une étude plus approfondie de ces éléments se devra donc d'être effectuée éventuellement.
Un tableau résumant les principaux résultats obtenus suite aux calculs est présenté au chapitre
6 (Tableau 10).
Arai, Ho, Yamada, T., Eguchi, K., Seiyama, T., CataMc Combustion of Methane over
Various Perovskite Type Oxides, Applied Catalysis, 26 (1-2), p 265-276, 1986.
Arakawa, T., Ohara, No,Kurachi, E., Shiokawa, J., Catalvtic Oxidation of Methane on
LnCoO CLn=La-Eu) Perovskite Chides, J. ColI. Inter. Sci., 108 (2), p 407-4 10, 1985.
Baeyens, J., Geldart, D., Predictive Calculations of Flow f arameters in Gas Fluidized Beds,
in Fïuidization and its A~plications,Cepadues-Editions, Toulouse, p 226, 1973.
Brown, K.S., Lamb, L.M., A cornparison of remmerative thermal oxidation and re~nerative
&.r c m t r o l ~ & ~ ~ o o d
. .
,
Air & Waste Management
Association, 95-WA77A.05, 1995.
Chuang, KT., Cheng, S., Tong, S., Removal and Destruction of Benzene. Toluene and
Xvlene from Wastewater bv .4ir Stri~pinpand Catalvtic Oxidation, Ind. Eng. Chem. Res., 3 1
(1 1), p 2466-2472, 1992.
Cullis, CF., Keene, D. E., Trimm, D. L., Studies of the Partial Oxidation of Methane over
Hetero~enousCatalvsts, J. Catal., 19, p 378-3 85, 1970.
Deiannay, F., Charactenzati-on of Hetero~emusCataIW, Marcel Dekker inc., New York,
1984.
Du-,
N., Volatile OrPanic Communds Treatment Techniaues, dans Characterization and
Control of Odours and VOC in the Process Industries, Elsevier, Amsterdam, 1994.
Fuller, R, Pellets, beads. and rnonoliths...How catalysis solves chernicd process emission
groblems. Canadian Environmentai Protection, 11 (8), P 5-6, 1999.
Gangwai, S. K, M u h s , M. E., Spivey, JOJ , Caffrey, P. R,Tichenor, B. A., Kinetics and
Selectivitv of D e q ~Catalvtic Oxidation of n-Hetrtane and Benzene, AppLied Catdysis, 36 (12)- p 23 1-247, 1988,
Gates, B.C., Katzer, J. R, Schnit, GoC,A., Chernistry of Catalvtic Processes, McGraw-Hill,
New York, 1979.
Grace, J.R, Fluidized Bed Hvdrodvnamics, dans Handbook of Multivhase Systems,
McGraw-Hill, New York, p. 8.5-8.64, 1982.
Gregg, S.J., Sing, K. S. W., Adsorptios Surface Area and Porositv, Academic Press, London,
1982.
Hayes, RE., Kolaczkowski, S. T., Introduction to Catalytic Combustion, Gordon and Breach
Science Publishers, Amsterdam, 1997.
Jaenicke, S., Chuah, G. K., Catdvtic Carbon Monoxide Oxidation over Lanthânum
Strontium Maneanate (Lai-xSrxMnOd at Hi& Carbon Monoxide Partial Pressures, Ber.
Busenges. Phys. Chem, 96 (l), p 1-9, 1992.
Kaliaguine, S., Cinétique et catalvse, Notes de cours, Département de Génie Chimique,
Universite Laval, 1996.
Kaliaguine, S., Van Neste, A., Szabo, V., Gallot, J. E., Bassir, M., Lnuzychuk, R,
Perovskite-Twe Oxides Synthesized bv Reactive Gnnding,
- Appi. Catal. A: Général., sous
presse.
Kretschmer, D., Combustion, Notes de cours, Département de Génie Mécanique, Université
Laval, 1995.
Kunii, D., Levenspiel, O., Fluidisation Engineering, 2ndEdition, Butterworth-Heinemann,
Boston, 199 1.
Lacroix, R, Techno1oe;ie
des mocédés de séuaiauon, Notes de cours, Département de Génie
Chimique, Université Laval, 1995.
Lombardo, E. A., Ulla, M.A., Perovskite &des
in Cataiysis: Past, Present and Future,
Res.Chern.htermed., 24 (5): p 5 81-592, 1998.
McCarthy, J.G., Wise, H., Perovskite catalvsts for methane combustion, Catal. Today, 8 (2),
p 23 1-248, 1990.
Nitadori, T , Icbiki, Te,Misono, M., Catalytïc Proaertin of Perovskite-Type Mixed Oxides
(ABO$ Consistinn of Rare Earth and 3d Transition Metals. The Roles of the A- and B- Site
Ions,Bull. Chem. Soc. Jpn, 61 (3)-p 621-626, 1988.
Perry, RH., Green, D. W., Maloney, J. O., Perrv's Chemical Engineers' Handbook, 6th ed,
McGraw-Hill, New York, 1984.
Roy, CD,Prévention de la oollution, Notes de cours, Département de Génie Chimique,
Université Laval, 1997.
Seiyama, T., Total Oxidation of Hvdrocarbons on Perovskite Oxides, dans
Tejuca, L.G., Fierro, J.L.G., Properties and Application of Perovskite-Tpe Oxides, Marcel
Dekker Inc., New York, p 215-234, 1992.
Sharma, RK., Zhou, B., Tong, S., Chuang, K. T., Catalytic Destruction of Volatile Organic
Compounds Usin- Supported Platinum and Palladium Hvdrophobic Catalvsts, Industrial &
Engineering Chemiçtry Research, 34 (12), p 43 10-43 17,1995.
Spivey, J.J., Com~leteCataivtic Oxidation of Volatile Organics, Ind Eng. Chem. Res., 26, p
2165-2188, 1987.
Taylor, S., O'Leary, S., A Study of Uranium Oxide Based Catalvsts for Oxidative
Destruction of Short Chain Allranes, Applied Catalysis B. Environmental 25, p 134449,2000-
Tembreull, RD., Farr, A. Lm,Lloyd, G., Design and Installation of a Remlacement Thermal
Oxidizer for Odor Abatement, Tappi Journal, 82 (4), p 15%164, 1999.
Tibirna, CM., Dévelopment de catalyseurs pour l'incinération catalytique, Mémoire de
maîtrise, Université Laval, Août 1997.
Ticbenor, B.A., Palazzoflo, M.A., Destruction of Volatile Organic Compounds Via Cadvtic
Incineration, Environ. Progr., 6 , p 172-176, 1987.
Twigg, MN., Catal~stHandbook, Second Edition, Manson Publishing, Frome, 1989.
Vigneron, S., Hermia, J., Chaouki, J., Characterisation and Control of Odours and VOC in
the Process Industries, Elsevier, Amsterdam, 1994.
Wen, C.Y., Yu, Y.H., A Generalized Method of Predicting the Minimum Ffuidization
Veloci&, MChEJ, 12, p 6 10-6 12,1966.
Yano, H., Shoda, M., Selecticm and substantiation of an organic solvent removaI amaratus at
a ~rints h o ~
bv comparative exveriments using the activated carbon adsorption and cataIvtic
oxidation methods, J. Air & Waste Manage. Assoc., 49 (3), p 324-33 1, 1999.
Zhang, H.M., Shimizu, Y., Teraoka, Y., Miura, N., Yamazoe, N., Oxv~enSomtion and
Catalytic Properties of Lai .xSrxCo l.yFeS3,
(2),p 432-440, 1990.
Perovskite-Tme Oxides, Journal of Cataiysis, 121