Introduction : Elaboration Expérimentation Réalisation

La pharmacie galénique est « la science et l’art de préparer, conserver et présenter les médicaments ».
Les termes médicament et principe actif sont encore trop souvent confondus ; un principe actif ne devient
médicament qu’à partir du moment où il est répondu à certain nombre d’impératifs (analytique, cinétique,
économique, industriel, toxicologique, pharmaceutique,….etc.)
Le chemin du principe actif au médicament est un chemin difficile (plusieurs contraintes : économique,
technologique, commercial, scientifique, réglementaire, ….), long (10 à 15 ans), coûteux (plus de 800 millions
d’euros) et malheureusement également aléatoire car de nombreux principes actifs ne deviendront jamais des
médicaments.
Le développement galénique a pour but la transformation d’une molécule active en médicament c’est-à-
dire l’élaboration d’une forme pharmaceutique adaptée à l’administration du produit à la posologie prévue et
présentant les meilleurs garanties d’activité, de stabilité, d'acceptabilité et d'innocuité.
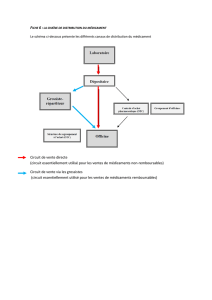
Les étapes du développement galénique sont mentionnées dans le schéma suivant :
Pré-formulation
Formulation
Etude du procédé à l’échelle du laboratoire lots d’essais
Optimisation du procédé à l’échelle pilote lots pilotes cliniques
Transposition à l’échelle industrielle lots industriels
Production industrielle de routine
La pré-formulation et la formulation sont deux étapes clé dans la conception du médicament que nous
allons détailler dans ce cours.
1
Elaboration
Expérimentation
Réalisation

2

!"#! $ !
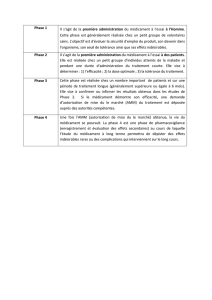
On peut résumer les phases de développement d’un médicament dans les phases suivantes :
Phase de recherche de nouvelles molécules
Phases des essais précliniques
Phase de conception : pré-formulation et formulation
Phase des essais cliniques
Phase d’enregistrement
Phase de production et commercialisation
I. Recherche de nouvelles molécules :
Environ 40% de tous les médicaments utilisés sont dérivés de la nature, la recherche d’une nouvelle
molécule est basée sur :
La synthèse chimique.
L’extraction des substances à partir des produits naturels d’origine végétale, animale ou minérale.
Production par une nouvelle technologie ex : la somatropine par biotechnologie.
II. Essais précliniques
Le but de ces essais est de s’assurer de l’effet pharmacologique, la non toxicité du produit ainsi l’étude du
devenir du médicament chez l’animal.
1) Screening pharmacologique :
Il vise à sélectionner par des études de pharmacologie biochimique in vitro (liaisons aux récepteurs,
expériences à réaliser sur des cellules, des tissus ou des organes isolés) les molécules ayant une activité
pharmacologique intéressante qui seront ensuite testées chez l’animal.
2) Toxicologie :
Les études de toxicologie permettent d’éliminer les substances trop toxiques ainsi de prévoir les effets
secondaires du futur médicament. Ils permettent également d’acquérir des informations sur la cancérogénicité
et sur la toxicité d’organes cibles (rein, foie, cœur, ….).
3) Pharmacocinétique :
Le devenir du médicament : son absorption, sa distribution, son métabolisme et son élimination est étudié
chez l’animal.
Pendant cette étude préclinique seule une faible proportion de molécules pourra être testée chez l’animal.
Dans certain nombre de pays (états unis , royaume unie,… ) les études cliniques ne peuvent débuter qu’après
soumission d’un dossier (clinical trials exemption CTX) rassemblant l’état des connaissances sur le principe
actif et la ou les forme (s) pharmaceutique (s) destinée (s) à être utilisée (s) au cours du programme clinique.
III. Conception :
3

On peut considérer que dans la vie d’un médicament il y a 2 temps : celui de la conception et celui de la
fabrication ; la période de conception aboutit à la réalisation d’un lot prototype dont les unités sont soumises à
divers essais cliniques ensuite une demande d’AMM est adressée à l’autorité ministérielle compétente. (Schéma
2).
1) La pré-formulation :
La pré-formulation est la phase initiale du processus de mise au point et de développement, c’est une
étape extrêmement importante de ce processus. Elle consiste à l’étude des caractéristiques physico-chimiques,
technologiques et biologiques du principe actif nécessaire pour formuler et développer une forme
pharmaceutique stable ayant la biodisponibilité maximale, tout en étant compatible avec une production
industrielle. (Tableau 1)
4
Conception =
Prototype
AMM
Fabrication
Pré-formulation et formulation
Réalisation d’une formule du
médicament la meilleur
possible dans le l’état des
connaissances scientifiques du
moment.
Reproduire en quantité industrielle
des médicaments conformes à la
qualité du lot prototype (BPF ).
%&'()

Propriétés physico-chimiques
Caractères organoleptiques
Propriétés physique : solubilité
Propriétés chimiques
- température
Stabilité - humidité
Et - oxygène
Incompatibilité - lumière
- divers…
Sort dans l’organisme
Pharmacocinétique :
-répartition
-biotransformation
-élimination
Activité thérapeutique :
-lieu
-mécanisme
-effet
Biodisponibilité :
-profil optimal
'*)+
a) Caractère organoleptiques : sont :
Aspect
Forme
couleur
odeur
goût
danger à la manipulation
électricité statique
b) Propriétés physico-chimique :
La solubilité :
La solubilité est le volume de liquide nécessaire pour dissoudre une quantité donnée d’un constituant
dans des conditions données.
Le développement de la biopharmacie a clairement démontré l’influence déterminante de la solubilité
des molécules sur leur mise à disposition de l’organisme, et donc leur activité.
Pour le galéniste, les théories sur la solubilité sont d’une grande utilité, il se doit de les connaître pour
aborder aussi bien les problèmes technologiques que biopharmaceutiques.
5
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
1
/
28
100%