Le Lean responsable

Ils témoignent
fBongard Bazot et Fils
Exploitation forestière, transport, travaux publics
98 salariés
Chiffre d’affaires 2013 : 15 millions €
Saint-Péreuse (58)
fPromut Dijon
Entreprise adaptée : menuiserie, espaces verts,
nettoyage
103 salariés, dont 81 de travailleurs handicapés
Chiffre d’affaires 2013 : 2 millions €
Châtillon-sur-Seine (21)
fPromut Chenove
Entreprise adaptée : menuiserie, conditionnement
38 salariés, 34 travailleurs handicapés
Chiffre d’affaires 2013 : 893 000 €
Chenove (21)
fSRC
Fabrication de parquets massifs en chêne
15 salariés sur le site, 70 dans le groupe
Chiffre d’affaires : 4 millions €
Givry (71)
fMinot CI Bourgogne
Charpente industrielle
33 salariés
Chiffre d’affaires : 6 millions €
Selongey (21)
fLes Bois Profilés, Groupe Ducerf
Deuxième transformation du bois
62 salariés
Chiffre d’affaires 2013 : 12 millions €
Vendenesse-les-Charolles (71)
Dans un contexte économique difficile, avec
notamment une concurrence de plus en
plus dure, améliorer sa productivité et
développer sa compétitivité deviennent des
enjeux majeurs pour les entreprises.
La filière bois est particulièrement
concernée : les entreprises de première et
de deuxième transformation doivent faire
face à des commandes de plus en plus fractionnées et de moins en
moins prévisibles.
Pour soutenir le développement de la filière, le groupe AFNOR et
Aprovalbois Bourgogne se sont associés en proposant aux acteurs
bourguignons de la filière bois une opération collective sur le
lean management responsable. Objectif : aider les participants à
repenser leur organisation, sans dogmatisme, pour impliquer leurs
salariés, réduire les coûts inutiles, maîtriser les délais et satisfaire
les clients, tout en améliorant les conditions de travail.
Grâce à un cofinancement de l’État, de la Région et du Groupe
AFNOR, les entreprises ont bénéficié de journées de formation et
ont été accompagnées par des consultants experts, au cœur de
leurs ateliers.
Opération collective
Retour sur cette opération collective
qui a permis à sept entreprises
bourguignonnes de la filière bois
de s’initier à la méthodologie du
lean management pour optimiser
leur organisation et gagner en
compétitivité.
Sept entreprises bourguignonnes de la filière bois
initiées au lean management pour améliorer leur
compétitivité
Améliorer les performances
organisationnelles et économiques
dans la filière bois
2012 - 2014
Région Bourgogne

2
Opération collective
Traquer les gaspillages, améliorer les flux, accélérer les
cycles de production, organiser le juste à temps… L’objet
du Lean est de créer une culture organisationnelle où
tous les acteurs (managers, employés, prestataires)
s’efforcent continuellement de réduire tous les types
de gaspillages présents dans un processus (tels que les
temps d’attente, les stocks, les manutentions, etc.) et
quelle que soit la nature des objets produits (matériels,
immatériels, services, etc.).
Le Lean permet à une organisation de créer des processus
très bien maîtrisés et optimisés, de se concentrer sur la
création de valeur ajoutée pour répondre aux attentes
des clients de façon rapide, efficace et à des coûts
compétitifs.
On parlera de « Lean Manufacturing » ou de « Lean
Management » pour qualifier une organisation qui se
développe avec le juste niveau de ressources nécessaires.
En France, les pouvoirs publics ont traduit le terme
«Lean Manufacturing » par « Produire au plus juste ».
fLe Lean responsable
fLe Groupe AFNOR
développe
une approche
responsable du
Lean :
Elle repose sur la recherche constante des solutions
d’amélioration de la performance dans une logique
mutuellement bénéfique pour les parties prenantes :
• Amélioration des résultats économiques pour les
dirigeants.
• Amélioration du « bien vivre au travail » pour les
collaborateurs.
• Amélioration de la qualité, du prix et des délais
pour les clients.
• Amélioration des contrats pour les fournisseurs.
• Amélioration des performances environnemen-
tales pour la société et les générations futures.
Pour aller
plus loin sur le
lean responsable
Le document normatif
FD X50-819 « Qualité et ma-
nagement - Lignes directrices
pour mettre en synergie Lean
Management et ISO 9001 »
permet à tout organisme d’in-
tégrer de manière cohérente
les pratiques Lean dans son
système de management de la qualité.
Le Groupe AFNOR propose également des livres,
des formations et évaluations à tous
les professionnels qui souhaitent
gagner en compétences et
structurer leur démarche de
lean.
L’avis du
consultant en lean
Fabrice Bianchetta, consultant AFNOR de
l’opération collective
Redonner un sens au travail
Les sept entreprises impliquées dans l’opération
collective poursuivent sur la voie du lean. Certaines ont
même embauché un salarié pour renforcer la démarche
et la généraliser. Le résultat est donc très positif.
Pourtant, l’approche n’était pas évidente au départ pour
une filière qui travaille un produit vivant. L’irrégularité
des flux en entrée et en sortie laissait nos interlocuteurs
très sceptiques quant à une optimisation possible de
l’organisation. Mais, nous avons pu démontrer que
le lean permettait d’améliorer la compétitivité de la
filière bois. A minima, l’opération a conduit certains
à se poser des questions pertinentes. La démarche a
donc trouvé tout son sens et tous les participants en
ont retiré quelque chose.
Je pense notamment aux progrès très concrets réalisés
et qui vont rester en matière de conditions de travail
par exemple. Ainsi, dans une entreprise adaptée, les
travailleurs handicapés disposent aujourd’hui d’un plan
de charge plus lisible et ils ont gagné en autonomie.
Bien sûr, la limite de ce genre d’exercice réside dans la
capacité des entreprises à consacrer temps et énergie.
Pour autant, l’opération aura eu le mérite de donner à
tous ceux qui y ont participé une culture du lean, voire
de redonner un sens à leur travail. L’état d’esprit est là,
aux entreprises de le cultiver.
Opération collective - Lean management • Bourgogne

3
Sébastien Abadie,
responsable qualité
chez Bongard Bazot
et Fils
Développer la communication entre les
opérateurs et le management
Actions
- Mise en place de rituels de management
- Création de groupe de travail
- Pilotage de la production avec des indicateurs
pertinents
- Informatisation de la production
Résultats
- Gains de productivité
- Communication plus fluide
- Approche factuelle pour la prise de décision
Nous avons constitué un groupe de travail comprenant
les chefs de service et des salariés choisis en fonction
de leur emploi. Avec l’aide du consultant, ils ont mis
en place des indicateurs et des tableaux de bord.
Aujourd’hui, c’est devenu un rituel : chaque mois, une
réunion rassemble les responsables des indicateurs
pour faire le point sur la production.
Par exemple, sur la partie scierie, nous disposons d’un
indicateur de rendement matières qui compare ce
qui entre (les troncs) et ce qui sort (les planches). À
cela s’ajoutent des données sur la productivité et la
qualité, ainsi que la notion de produits principaux et
secondaires. Avec tous ces éléments nous savons si la
production est conforme à nos attentes et si l’outil est
adapté.
Dans le même temps, nous avons investi dans
un système d’information qui aide l’opérateur en
production.
Nous avions déjà un bon niveau de qualité. Le lean
nous a permis de gagner en productivité et de
développer la communication entre les opérateurs et le
management. Aujourd’hui, les discussions se fondent
sur des paramètres partagés. Les décisions se prennent
à partir de données objectives et non contestables.
Lean management
Ils en parlent le mieux
Région Bourgogne 2012 - 2014
Pourquoi une démarche de lean management ?
Quels axes de travail dans le cadre de cette opération collective ?
Quels résultats ?
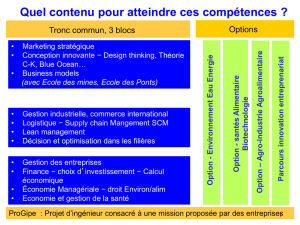
CHÊNE & DOUGLAS
MASSIF DU MORVAN
Le Bourg
58110 St Péreuse
Tel 03 86 84 40 12
Fax
03 86 84 41 36
www.bongard-bazot.fr
Le Pré Charpin
58260 La Machine
Tel 03 86 50 93 50
Fax
03 86 50 98 03
www.bbf-scierie.fr
PLOTS
AVIVÉS
CHARPENTE
TRAVERSE
EMBALLAGE
SÉCHAGE
RABOTAGE
PLAQUETTES
BOIS BÛCHES
Forêts
INFRASTRUCTURES
PRÉPARATION
SOL
ABATTAGE
DÉBARDAGE
TRANSPORT
NÉGOCE DE BOIS
BONGARD-BAZOT & FILS
Frédéric Potignon, Chef d’atelier
chez Promut Chenove
« Se poser les bonnes
questions pour trouver les
meilleures réponses »
La direction de l’entreprise est ouverte à toute proposition
pour travailler plus efficacement. Ainsi, nous sommes
déjà certifiés ISO 9001. Après la première réunion de
présentation, j’ai pris le relais de l’opération collective.
Personnellement, j’ai appris beaucoup de choses. Le
lean management est un terme à la mode, tout le
monde en parle, sans trop savoir ce qui se cache derrière.
La démarche m’a permis de clarifier ce concept, de
découvrir le vocabulaire et les outils. J’ai ainsi compris
que, face à un problème d’organisation, la solution
la plus évidente n’est pas forcément la meilleure. La
méthode invite à se poser les bonnes questions pour
trouver les meilleures réponses possibles.
Pourtant, elle ne va pas être simple à diffuser dans l’atelier
car elle repose beaucoup sur la responsabilité des gens.
Or, dans une entreprise adaptée, on est davantage sur le
contrôle. Suivant le handicap des personnes, il est plus
ou moins facile de confier des responsabilités.
Pour ma part, j’utilise régulièrement le lean
management et je le partage avec certains collègues.
Par exemple, dans le cadre d’un appel d’offres, nous
avons réfléchi avec le consultant à la meilleure façon
d’organiser la production pour gagner en efficacité,
tout en réduisant les efforts inutiles et les tâches
répétitives. Autre exemple : nous avons placé sur les
palettes des couleurs qui permettent d’identifier les
produits. Pour mes collègues qui s’occupent de l’atelier,
cela représente un gain de temps considérable, car ils
repèrent en un coup d’œil où se trouvent les produits.
Actions
- Monter en compétence sur les outils du lean
- Mieux organiser la production
- Améliorer l’ergonomie (éviter les efforts inutiles)
- Améliorer les opérations de fabrication
(supprimer les actions inutiles)
- Mieux identifier l’état du produit
Résultats
- Amélioration des temps de fabrication
- Démarche fédératrice
Opération collective - Lean management • Bourgogne

4
Opération collective
Franck Maheo, Directeur de Promut Dijon
« Amener les salariés à remettre en cause
leur façon de travailler »
Actions
- Améliorer la gestion des stocks
- Améliorer les flux de production
- Former le personnel
- Cartographier l’organisation
- Définir les objectifs à atteindre
- Revisiter les pratiques en place
Résultats
- Accompagnement au changement
- Remise en cause des pratiques de production
- Redonner du sens au travail
- Remettre le client au cœur du travail
Quand je suis arrivé voilà six mois à la tête de
l’entreprise adaptée PROMUT à Châtillon-sur-Seine, j’ai
immédiatement constaté que les bases de la gestion
industrielle n’étaient pas maîtrisées et en particulier la
maîtrise des flux de production.
Ainsi 20 % des commandes d’un de nos principaux
clients de notre atelier de menuiserie n’avaient
toujours pas été livrées et apparaissaient dans
nos stocks en fin d’année 2013.
J’ai donc saisi l’opportunité de l’opération
collective de démarche d’amélioration
continue organisée par APROVALBois,
le Conseil Régional de Bourgogne et le
Groupe AFNOR pour que le personnel de
l’atelier appréhende un certain nombre de
réalités industrielles.
Le sous-directeur et le chef d’atelier
menuiserie ont dans un premier temps
suivi la formation théorique sur le Lean
management. Puis le consultant a interrogé
quelques salariés pour dresser la cartographie
de l’organisation. Ensuite nous avons décidé
ensemble des objectifs que nous désirions
atteindre.
La démarche a eu le grand mérite d’amener les opérateurs
à se poser des questions sur leur façon de travailler et à
réaliser que certaines pratiques n’étaient pas les bonnes.
La difficulté principale a été la résistance au
changement dans une organisation qui n’avait connu
que des changements lents et à petite échelle.
Pour autant, il nous faut encore un peu de temps
pour aller plus loin et engager de réels changements
d’organisation. D’abord, parce que nous avons des
questions stratégiques à résoudre pour nous adapter
aux évolutions du marché et repenser notre stratégie
commerciale.
Ensuite parce qu’il faut au préalable que les salariés
intègrent des notions simples telles que : on ne produit
pas pour produire mais pour vendre.
Enfin, dans une entreprise adaptée, il convient de
mettre en place des solutions très simples car lorsque
je me suis lancé dans ce projet, je me suis demandé si
je n’allais pas trop vite et trop loin.
Finalement, je ne regrette pas car la découverte du
Lean management a provoqué une réelle prise de
conscience sans laquelle nous n’aurions pas pu avancer.
Ils en parlent le mieux
Opération collective - Lean management • Bourgogne

5
Région Bourgogne 2012 - 2014
Lean management
Laurent Rizet, Directeur
industriel de Les Bois
Profilés, Groupe Ducerf
Changer la façon de
travailler
Nous avons profité de l’opération collective pour
développer la culture lean dans l’entreprise. En
effet, nous savions qu’il fallait progresser dans
l’organisation de la production, mais pas forcément
comment faire.
Nous avons préféré commencer par un atelier dans
lequel travaillent six salariés, pour apprécier leur
ressenti, avant de généraliser la méthode à l’entreprise.
Un atelier test en quelque sorte.
La démarche a débouché sur des améliorations très
concrètes dont beaucoup relèvent du bon sens.
L’organisation de l’atelier a été profondément modifiée,
si bien que la façon de travailler a complètement
changé. D’abord, les plannings de production sont
systématiquement transmis aux opérateurs, ce qui
n’était pas le cas auparavant. Ensuite, nous avons
fait évoluer la gestion des petites commandes qui
prenaient beaucoup de temps. Les moins rentables ont
été externalisées. Et nous groupons les commandes
en production, plutôt que de les traiter une par une
auparavant. Enfin, nous avons créé un poste de cariste
pour alimenter une machine, ce qui réduit les pertes
de temps au moment des changements de séries.
Toute cette réorganisation de l’atelier a eu un impact
positif sur la propreté et sur la circulation qui est
devenue beaucoup plus fluide.
Tout fonctionnait bien. Mais pour réaliser de nouveaux
progrès, il fallait investir, ce que nous ne pouvons pas
faire pour l’instant. Nous avons donc suspendu le lean.
En effet, si l’on ne peut pas résoudre un problème,
mieux vaut ne pas insister, sous peine de décourager
ceux qui s’investissent dans la démarche.
Nous la relancerons dès que nous aurons les moyens
d’investir. L’opération collective nous a permis de
donner une culture du lean à quatre salariés, qui
pourront la transmettre dans le reste de l’entreprise,
en animant des groupes dans d’autres ateliers.
Actions
- Améliorer l’organisation
- Gagner en visibilité sur la production
- Identifier des gains de productivité par une analyse
des coûts
Résultats
- Création d’un poste de cariste
- Rationalisation de la production sur les opérations
à plus haute valeur ajoutée
- Amélioration des conditions de travail (propreté,
rangement et circulation)
Emmanuel Laurent,
Responsable logistique
fabrication chez SRC
Un regard différent sur
l’atelier
Actions
- Identifier les blocages et goulots d’étranglement
- Mettre en place des outils de suivis et des
indicateurs
- Fiabiliser la production
Résultats
- Réduire le taux de panne
- Meilleure prise de décision
- Optimiser l’implantation
- Repenser l’ensemble des flux matière
J’avais participé à une démarche de certification ISO 9001
dans une autre entreprise. Peu de temps après mon arri-
vée chez SRC, le directeur de l’aciérie m’a proposé de
participer à cette opération collective sur le lean.
J’ai apprécié la façon parfois ludique dont la méthode
nous a été présentée. Par exemple, l’atelier des petits ba-
teaux : une quinzaine de personnes simulent une chaîne
de production pour aboutir à un petit bateau en papier.
Cela permet de voir la démarche de chacun pour arriver
au même résultat, avec plus ou moins de flux.
De même, le support du consultant a été très utile, car
il m’a aidé à me recentrer sur les questions essentielles
qui se posaient dans l’atelier.
Le lean m’a appris à porter un regard différent sur
la production, à me poser les bonnes questions. En
observant avec ce nouvel œil, il devient plus facile
de comprendre les blocages, de pointer les goulots
d’étranglement dans la production, d’autant plus que
cette observation s’appuie sur des outils de suivi. C’est
toute cette mécanique qui m’intéresse.
Par exemple, en mettant en place des fiches de suivi,
nous avons constaté qu’une machine tombait très
régulièrement en panne en cours de journée. Nous
savions qu’elle posait problème, mais nous n’en avions
jamais pris l’exacte mesure. Là, nous disposions d’un
indicateur clair qui nous a conduits à réaliser une in-
tervention importante sur cette machine pendant les
congés.
Pour l’instant, nous n’avons pas travaillé sur nos flux,
car nous attendons la livraison de nouveaux équipe-
ments d’ici quelques mois. Le lean va bien sûr nous
servir pour déterminer au mieux leur implantation et
repenser l’ensemble de nos flux matière.
Opération collective - Lean management • Bourgogne
 6
7
8
6
7
8
1
/
8
100%