PDF (Chapitres 4 et 5, Conclusion, Bibliographie et Annexes)



Chapitre 4
Les actionneurs pi´ezo´electriques
197

198 4. Les actionneurs pi´ezo´electriques
4.1 Introduction
Le moteur de la lubrification active est selon nos hypoth`eses l’introduction de
vibrations au sein mˆeme du contact et du processus de friction. La g´en´eration
de ces vibrations peut provenir de diff´erentes technologies. M´ecaniquement,
par des syst`emes de cames rotatives ou grˆace `a des balourds mont´es sur des
excentriques, des vibrations m´ecaniques de fortes amplitudes sont r´ealisables. La
taille des dispositifs vibrant est souvent cons´equente et complexe `a l’instar d’un
syst`eme de distribution d’un moteur thermique. Nous pourrions envisager un
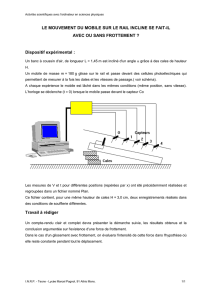
syst`eme de cames suppl´ementaires dispos´ees sur les flancs de la chemise 4.1. Une
came lat´erale viendrait taper contre la chemise et activer la lubrification active.
Cependant, les vitesses de rotation m´ecaniques exig´ees (∼100 000 tr.min−1)
sont difficilement faisables et posent des probl`emes de refroidissement des chemises.
Fig. 4.1 – Activation du contact par came m´ecanique.
Les actionneurs ´electriques offrent de tr`es bonnes aptitudes `a la conversion
d’´energie. L’acheminement de l’´energie est beaucoup plus flexible que pour une
transmission m´ecanique. Sa transformation est statique, plus ais´ee et tr`es peu
volumineuse. Nous avons choisi dans notre ´etude de recourir aux actionneurs
´electroactifs et particuli`erement les actionneurs pi´ezo´electriques. Nous mettons
alors en œuvre une lubrification ´electroactive.
Ce chapitre permet de justifier l’emploi de c´eramiques pi´ezo´electriques. Ensuite,
nous expliciterons les points fondamentaux pour un dimensionnement adapt´e des
actionneurs et de leur alimentation. Enfin, nous entamerons une r´eflexion sur l’in-
t´egration de notre dispositif dans une monoplace de Formule 1 et ses r´epercutions.

4.2. Choix d’une technologie d’actionneur adapt´ee 199
4.2 Choix d’une technologie d’actionneur adap-
t´ee
Parmi le large panel de technologies d’actionneurs, nous avons `a d´eterminer
laquelle est la plus apte `a r´epondre au cahier des charges d´efini par notre mod´e-
lisation de lubrification active. Les actionneurs ´electromagn´etiques repr´esentent
`a eux seuls la plus grande partie des actionneurs actuellement utilis´es. La forte
recherche et les d´eveloppements dont ils furent l’objet depuis le d´ebut de XXeme
si`ecle ont permis une r´eduction des coˆuts et une augmentation des performances
impressionnantes. Mˆeme pour des actionnements sp´ecifiques et particuliers, comme
des mouvements aller-retour ou `a fraction angulaire comme des essuies glaces,
les constructeurs font appel `a des moteurs rotatifs associ´es `a des m´ecanismes
de transformation du mouvement (bielle/manivelle,...). Le d´eveloppement de
structures pens´ees directement pour simplifier ou pour s’int´egrer `a la fonction
reste marginal car beaucoup plus ch`ere que l’utilisation de composants g´en´eriques
(moteurs asynchrones ou synchrones `a aimants permanents).
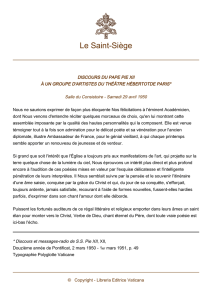
D’apr`es la figure 4.2, nous pouvons faire un tri parmi les diverses solutions
disponibles de nos jours [Nog05, Jen98]. La contrainte sp´ecifique repr´esente la
10−2 10−1 100101102103104
10−5
10−4
10−3
10−2
10−1
100
101
102
103
1 MW/m3
10 MW/m3
100 MW/m3
1000 MW/m3
Ceramique piezoelectrique PZT
Ceramique magnetostrictive
PVDF
P(VDF−TrFE)
Fibre piezo−composite
AMF
Moteur a onde progressive
Turboalternateur 1500MW
Micromoteur a effet electrique
Actionneur hydraulique
Muscle biologique
Vitesse de d´eformation relative ˙
S(s−1)
Effort sp´ecifique (MP a)
Fig. 4.2 – Courbe effort sp´ecifique (M P a) en fonction de la vitesse de d´eformation
relative ˙
S(s−1) pour diff´erentes classes d’actionneurs ´electriques [Nog05, Nog].
capacit´e d’une technologie `a d´evelopper des efforts pour un volume donn´e (la
contrainte limite d´evelopp´ee au sein du mat´eriau). La vitesse de d´eformation
relative repr´esente la rapidit´e `a laquelle un actionneur peut se d´eformer ramen´e
`a son encombrement i.e. v
L. Elle est le produit de la pulsation (ω= 2πf) par
la d´eformation relative ( ˙
Sen ppm). Le produit de ces deux grandeurs donne la
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
156
157
158
159
160
161
162
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
156
157
158
159
160
161
162
1
/
162
100%