Fusion laser sélective de pièces céramiques oxydes à

Fusion laser sélective de pièces céramiques oxydes à hautes performances
MONIZ Lilianaa, COLIN Christophea, BERGER Marie-Hélènea, BARTOUT Jean-
Dominiquea
a MINES ParisTech, PSL Research University, MAT - Centre des matériaux, Evry, France
Résumé
Pour anticiper les besoins des industriels dans le domaine
des céramiques techniques, une étude a été lancée pour
appliquer la fusion laser sélective (Laser Beam Melting
LBM) à ces matériaux et en particulier à l’Al2O3-ZrO2. La
semi-transparence de ce matériau au rayonnement laser
Nd:YAG a été contournée par l’ajout de dopants à la
poudre. Les propriétés des lits de poudre ainsi que celles
des bains de fusion ont été comparées aux résultats sur les
matériaux métalliques pour lesquels le procédé est déjà
bien étudié.
Introduction
La majorité des recherches menées dans le domaine de la
fabrication additive ont trait à des pièces polymères ou
métalliques. L’application de cette technologie aux pièces
céramiques constitue un enjeu de taille, qui permettrait le
design de nouvelles pièces à formes complexes sans
surcoût d’usinage, ce dernier pouvant représenter jusqu’à
80% du coût de production d’une pièce en céramique [1].
L’application du LBM à la céramique oxyde Al2O3-ZrO2 à
haut point de fusion repose sur un passage à l’état liquide
du matériau. De cette manière, la densité des pièces peut
être améliorée par rapport au procédé de frittage laser
sélectif (Selective Laser Sintering SLS) mettant en jeu la
pyrolyse d’un polymère.
La mise en forme des céramiques par LBM a été retardée
car ces céramiques oxydes n’absorbent que très faiblement
les rayonnements des lasers usuels et possèdent une faible
résistance aux chocs thermiques. Le but de l’étude est de
définir une stratégie de construction de pièces en
céramique oxyde Al2O3-ZrO2 de composition eutectique
ainsi que d’étudier l’interaction laser-matière.
Résultats expérimentaux
Poudres et lits de poudre
Le choix a été fait d’additionner un dopant à la poudre
céramique, de manière à ce que ce dernier absorbe le
rayonnement laser et le transmette par conduction à la
poudre céramique. Le carbone a été sélectionné pour sa
forte absorption et sa quasi-disparition lors du passage du
faisceau laser dans une atmosphère de travail oxydante.
La caractérisation des lits de poudre a consisté à évaluer
les densités versées, tapées et densité réelle obtenue lors de
la mise en couche sur la machine de fabrication.
Il a été remarqué que la densité réelle du lit de poudre mis
en couche lors de la fabrication est proche de la densité
versée et ceci, quel que soit le nombre de couches
déposées. Cette faible densité relative du lit de poudre
(voisine de 43%) est responsable d’un retrait conséquent
propre à chaque type de bain lors de la consolidation du lit
de poudre.
Lignes de fusion sur substrats
Des études paramétriques 1D ont été menées sur mono-
cordons en variant les puissances et vitesses de fabrication
sur un domaine étendu d’énergies linéiques allant de 0,05 à
3,5 J.mm-1.
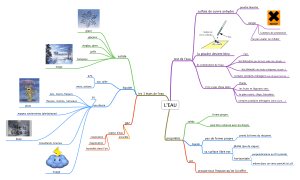
Les résultats montrent des bains aux profondeurs de
pénétration très importantes aux fortes valeurs d’énergies
linéiques (El0,84J.mm-1), ce qui met en évidence un
phénomène de « keyhole » avec une remontée de matière
très prononcée. La Figure 1 représente un bain en forme
de clou avec une grande porosité en bas du bain (200µm
de long sur 60µm de large) ainsi qu’une calotte en haut du
bain qui est issue de la remontée de liquide par le capillaire
gazeux du keyhole.
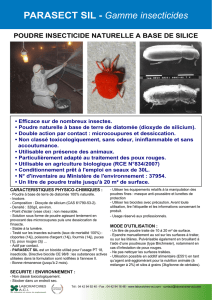
Les premières observations microstructurales des bains ont
quant à elles, permis d’identifier des colonies à fin
eutectique lamellaire dont les largeurs de lamelles sont
sub-microniques (Figure 2).
Au regard des mono-cordons 1D obtenus et des vidéos de
la consolidation par caméra rapide, l’éjection des
particules de poudre semble plus marquée qu’avec les
poudres métalliques, notamment aux fortes vitesses de
balayage laser. Son origine reste encore à définir mais ce
phénomène devra être pris en compte pour l’établissement
de la stratégie de construction 3D. Cette dernière sera
nécessairement différente de celle utilisée pour les
métalliques puisque ces éjections peuvent mener à des
vides de part et d’autre du cordon bien plus importants,
Figure 1. Bain d’Al2O3-ZrO2 obtenu sur compact de
poudre dopé au carbone pour une puissance de 126W et
une vitesse de 100mm/s (E
l
=1,26 J.mm-1) sous air.

ainsi qu’à des instabilités sur les cordons. De plus, grâce à
l’adaptation des modèles de consolidation développés pour
les métalliques [2], la quantité de poudre chassée peut être
précisément connue.
Cette profondeur de pénétration importante et ces éjections
de particules impactent les morphologies des bains qui
sont très différentes de celles obtenues pour les matériaux
métalliques. Ceci implique alors que des nouveaux critères
doivent être définis pour déterminer la stabilité des bains
céramiques.
Par ailleurs, les profondeurs de pénétration des bains
liquides obtenues dans des substrats non dopés sont
relativement importantes mais ne traversent pas
l’intégralité du matériau, ce qui parait surprenant pour un
matériau qui devrait être quasi-transparent au rayonnement
laser. Ce phénomène ainsi que certaines données de la
littérature [3] laissent penser que l’absorption du matériau
augmente après qu’il soit passé à l’état liquide.
Conclusion
La mise en évidence d’un important phénomène de
keyhole, et des dimensions de bains fortement influencées
par l’éjection de particules de poudre, fournit des
informations essentielles pour établir la stratégie de
construction 3D. Il sera probablement nécessaire de mettre
en jeu des stratégies de balayage atypiques.
Néanmoins, la fabrication de céramiques oxydes par LBM
semble être prometteuse à condition de définir la
paramétrie permettant de minimiser les éjections de
particules de poudres (maximales à fortes vitesses) tout en
limitant le phénomène de keyhole (maximal à faibles
vitesses).
Références
[1] Travitzky, Nahum, Alexander Bonet, Benjamin
Dermeik, Tobias Fey, Ina Filbert-Demut, Lorenz Schlier,
Tobias Schlordt, Peter Greil , Additive Manufacturing of
Ceramic-Based Materials, 2014, Advanced Engineering
Materials 16 (6): 729‑54.
[2] Vinson, P., Fusion sélective par laser de lits de poudre :
Étude sur le recyclage de la poudre et détection de défauts
au cours de la fabrication par imagerie thermique. 2015.
Thèse MINES-ParisTech.
[3] Bityukov, V.K., Petrov, V.A., Absorption Coefficient
of Molten Aluminum Oxide in Semitransparent Spectral
Range. 2013. Applied Physics Research 5.
Figure 2 : Microstructure d’un bain Al2O3-ZrO2 obt
enu sur
compact de poudre dopée au carbone pour une puissance
de 126W et une vitesse de 50mm/s (El=2,52 J.mm-1) sous
air
1
/
2
100%