Génie mécanique

Laboratoire de Gestion et Procédés de Production!
SECTION DE
Génie mécanique
MISE AU POINT DʼUN SYSTÈME DE VISION POUR LE CONTRÔLE EN
LIGNE DU BAIN LIQUIDE DANS LES PROCESSUS DE FUSION ET DE
FRITTAGE SÉLECTIFS PAR LASER!
!
PROJET DE MASTER – DYLAN FIVAT!
Auteur :!
Dylan Fivat!
Superviseur :!
Dr. Eric Boillat!
Remerciements : !
Dr. Eric Boillat!
Dr. Andreas Burn!
Marc Matthey !
!
Description des procédés SLS et SLM!
Motivations et objectifs du projet!
Lʼobjectif général de ce travail est dʼéquiper une plateforme
expérimentale de frittage laser avec un dispositif optique permettant
lʼobservation coaxiale du procédé. Ce dispositif de vision doit avoir des
performances (résolution, fréquence dʼacquisition) suffisantes pour
permettre de mettre en évidence les conditions défavorables de
construction et dʼidentifier les paramètres intrinsèques au procédé.
Les systèmes de vision sont largement développés pour les procédés de
soudure et de découpe laser. En fonction de lʼapplication, ils permettent
lʼobservation, le contrôle ou la commande du procédé. Dʼune manière
générale, les enjeux dʼun système de vision sont principalement
dʼaugmenter la productivité ainsi que la qualité des pièces. Mises à part
ces améliorations avantageuses pour lʼindustrialisation, la vision est
profitable dans les domaines de la recherche et du développement. En
effet, les informations issues dʼun système de vision permettent
notamment la comparaison des observations avec des simulations
numériques et sont également utiles lors de la mise au point des
conditions opératoires. !
Conception du dispositif optique!
Résultat de lʼobservation coaxiale du procédé!
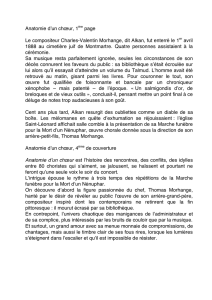
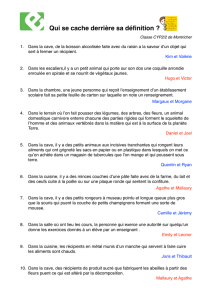
Figure 1 : Schéma du procédé de fabrication!
Les procédés#de frittage sélectif par laser (SLS) et de fusion sélective par
laser (SLM) sont deux méthodes de fabrications additives avec pour
matériau de base une poudre, permettant la réalisation de pièces
complexes couches par couches. !
Le procédé de fabrication est détaillé schématiquement à la Figure 1. Il
est composé dʼun laser qui vient balayer la surface de la pièce en
construction et ainsi réaliser le frittage sélectif de la poudre. La trajectoire
du laser est pilotée par un couple de miroirs galvanométriques qui sont
orientables selon deux axes de révolution. La poudre est transférée du
réservoir vers la station de fabrication par lʼintermédiaire dʼun racleur. En
fin de construction, la poudre non-frittée peut être recyclée. !
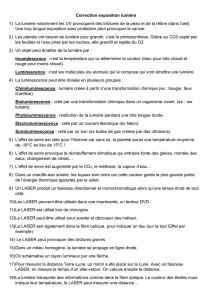
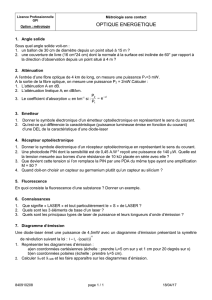
Le schéma de principe du dispositif de vision, mis au point
expérimentalement, est présenté à la Figure 2. Le trajet optique est
constitué dʼun miroir dichroïque qui réfléchit le rayonnement laser et
transmet le rayonnement proche infrarouge provenant du bain de fusion.
Un système de filtres permet un fenêtrage spectral et protège des
rayonnements laser réfléchis. Une caméra haute fréquence sensible
dans le spectre proche infrarouge, équipée dʼun objectif, permet
lʼobservation coaxiale de la zone chauffée. Lʼinformation est ensuite
traitée et permet de déterminer la surface, la forme et la taille des
isothermes. !
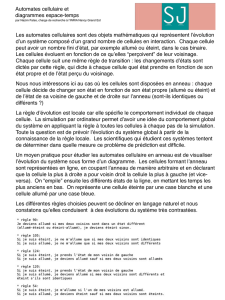
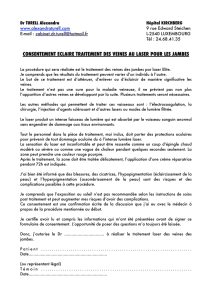
Figure 3 : Observation coaxiale lors du procédé SLM avec un acier !
La Figure 3 présente les images acquises avec le dispositif optique lors
de la fusion sélective laser dʼun acier. Les résultats sont présentés pour
les différentes vitesses de construction. Il est possible dʼobserver
qualitativement la décroissance de la surface du bain avec
lʼaugmentation de la vitesse. Quantitativement, il est possible dʼidentifier
le procédé à un problème de conduction de la chaleur. Selon ce modèle
analytique, la taille du bain décroît selon une loi de puissance avec
lʼaugmentation de la vitesse de scan. Cette tendance générale est
observée expérimentalement. !
En résumé, ce projet a permis la conception, la réalisation et la calibration dʼun dispositif expérimental de vision pour les procédés SLS et SLM. Ce dispositif
permet lʼidentification des paramètres intrinsèques au procédé, comme la taille et la forme des isothermes, ou les constantes de temps des régimes
transitoires. Ce dernier permet également de détecter les conditions de fonctionnement défavorables menant à la création de défauts. Un système de contrôle
automatisé peut être mis en place pour assurer un contrôle en continu. De plus, le dispositif optique se révèle être une aide précieuse pour le réglage des
paramètres opératoires et pour régler la synchronisation entre les miroirs galvanométriques et le laser. Ces améliorations présentent des avantages
technologiques et économiques pour ce procédé de fabrication. !
Conclusion et perspectives!
Figure 2 : Schéma du dispositif de vision coaxial!
Laser&Nd:YAG
Réservoir&de&poudre
X
Z
Station&de&fabrication
Racleur&de&poudre
Miroirs&
galvanométriques
Lentille&FBθ&
Substrat
Objet&en&fabrication
Poudre&non&frittée
!"#$%&'()*+,
-.%/.%#&
0"12"3/456%.78$#
!$36.11$&9:;&
<"45%"&<-=>
$6&/?@$A6.B
9.16%$#
-.%/.%&(.AC%/D78$
>8?#6%"6&E&F/8(%$
9".#A$"8&1"#$%
G"H/33$4$36&.3B%"%/80$
1
/
1
100%