causes et analyse des défaillances de stators et de rotors

TN31-1
CAUSES ET ANALYSE DES DÉFAILLANCES DE
STATORS ET DE ROTORS DES MOTEURS À INDUCTION
À COURANT ALTERNATIF
Par Austin H. Bonnett, compagnon IEEE
Conseiller EASA, Technologie et Formation, St. Louis, Missouri
Par George C. Soukup, Membre IEEE
U.S Electrical Motors, Division de Emerson Electric, St. Louis, Missouri
SOMMAIRE
Le moteur à induction à cage constitue la bête de somme
de l’industrie en raison de sa robustesse et de sa
polyvalence. Il comporte cependant des limites qui,
lorsqu’elles se trouvent dépassées, entraîneront une
défaillance prématurée du stator ou du rotor.
La raison d’être de la présente fiche technique consiste à
identifier les différentes causes de défaillances des stators
et des rotors. Nous proposons une méthodologie spécifique
visant à favoriser une analyse exacte de ces bris. Bien que
cet article porte principalement sur les moteurs à induction à
cage d’écureuil triphasés, une grande partie de son contenu
s’applique également à d’autres types d’appareils à courant
alternatif.
Puisque l’isolement entre les spires du fil de bobinage est
habituellement affecté par la plupart des défaillances
d’enroulement et ce, quelle que soit la cause, nous
porterons une attention particulière à cet élément.
Le présent document se veut une mise à jour et un
abrégé de bon nombre d’articles rédigés précédemment par
les auteurs. À titre de référence, il comporte une
bibliographie qui offre une présentation plus détaillée de la
matière traitée.
INTRODUCTION
La majorité des défaillances de stators et de rotors
s’avèrent provoquées par une combinaison de contraintes
qui agissent sur les deux composants.
Dans le cas du stator, ces contraintes peuvent se
regrouper comme suit :
A. Thermiques B. Électriques
1. Vieillissement 1. Milieu diélectrique
2. Surcharge 2. Cheminement
3. Instabilité 3. Effet de couronne
4. Transitoires
C. Mécaniques D. Environnementales
1. Mouvement de bobines 1. Humidité
2. Contact rotor-stator 2. Produit chimique
3. Divers 3. Abrasion
4. Corps étranger
Quant au rotor, les contraintes se retrouvent dans des
groupes plus élargis. Ces contraintes sont d’ordre :
A. Thermique
B. Électromagnétique
C. Résiduel
D. Dynamique
E. Environnemental
F. Mécanique
Les contraintes imposées au rotor se révèlent le résultat
des forces et des conditions suivantes :
1. Couple de fonctionnement
2. Force dynamique déséquilibrée
3. Vibrations de torsion et couples transitoires
4. Forces résiduelles de coulage, soudage, usinage
et ajustements (radiaux, axiaux, autres)
5. Force magnétique créée par le flux d’une fuite de
cannelure, vibrant à deux fois la fréquence du
courant du rotor
6. Force magnétique créée par l’excentricité de
l’entrefer
7. Force centrifuge
8. Contrainte thermique provenant de la surchauffe
de la bague d’extrémité
9. Contrainte thermique provenant de la différence de
température dans les barres au démarrage (effet
pelliculaire)
10. Contrainte thermique causée par l’expansion d’une
barre axiale
11. Force axiale exercée par le biais d’une barre de
rotor
D’aucuns pourraient avancer que cette classification des
contraintes n’est pas tout à fait exacte. Les auteurs le
reconnaissent volontiers et mentionnent qu’ils la présentent
ainsi uniquement pour les besoins de leurs explications.
Si le moteur est conçu, fabriqué, installé, utilisé et
entretenu de façon appropriée, ces contraintes demeureront
dans des limites acceptables et le moteur fonctionnera
comme prévu durant de nombreuses années. Toutefois,
puisque chacun de ces facteurs (du concept à l’entretien)
varie d’un utilisateur à un autre, la durée de vie utile du
moteur variera également.
CAUSES ET ANALYSE DES DÉFAILLANCES DE
STATORS
Cette section porte sur les relations entre les diverses
contraintes et la façon dont elles influent sur la longévité du
stator et contribuent à provoquer des défaillances
prématurées.

Causes et analyse des défaillances de stators et de rotors
des moteurs à induction à courant alternatif Fiche technique no 31
TN31-2
CONTRAINTES THERMIQUES
A. Vieillissement
On peut utiliser les procédés d’essais IEEE 117 et
IEEE 275 dans le but de déterminer les effets de la
température sur le système d’isolation du bobinage. Par
cette méthode, on établit une longévité minimale de
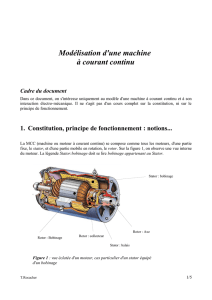
l’isolation à 20 000 heures pour les échantillons de tests,
notamment une motorette ou un modèle à l’échelle d’un
enroulement de bobine de stator, dans les conditions
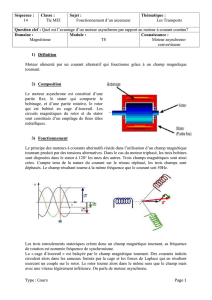
d’essai prescrites (voir figure 1). En règle générale, chaque
augmentation de température de 10°C réduit de moitié la
longévité thermique de l’isolement. Le graphique ci-dessous
montre la relation entre les différentes catégories d’isolation
et les températures de fonctionnement.
À moins que la température de service ne soit
extrêmement élevée, l’effet habituel du vieillissement
thermique ne fait que rendre le système d’isolation
vulnérable à d’autres facteurs ou contraintes d’influence qui
sont, en fait, les véritables responsables de la défaillance.
Une fois que le système d’isolation a perdu son intégrité
physique, il n’est plus en mesure de résister aux contraintes
normales d’ordre diélectrique, mécanique et
environnemental. Soulignons ici que toute contrainte qui se
fait suffisamment grave pourra causer un bris
d’enroulement, et ce, quel que soit le degré de
vieillissement thermique. En examinant l’effet de la
température sur le vieillissement thermique, on constate
qu’il existe deux manières évidentes de prolonger la
longévité thermique : abaisser la température de
fonctionnement et accroître la qualité des matériaux isolants
utilisés.
À titre d’exemple : si un moteur fonctionnait à des
températures de Classe B (130°C max.) et qu’il était doté de
matériaux isolants de Classe F, la longévité thermique se
verrait prolongée de 100 000 heures (voir figure 1).
B. Surcharge thermique
1. Variations de tension
Au cours des dernières années, les fabricants ont conçu
des moteurs de plus en plus puissants logés dans des bâtis
aux dimensions données, ce qui a pour résultat de rendre
les moteurs beaucoup plus susceptibles de s’endommager
en raison des variations de tension. Ces variations affectent
la performance du moteur ainsi que la température du
bobinage.
Les moteurs sont conçus conformément à la norme
NEMA (MG 1-12.44) pour fonctionner de façon satisfaisante
avec une variation de tension de ± 10 %. Le fait de
fonctionner hors de cette plage peut réduire
considérablement la vie utile du moteur.
2. Tension entre phases déséquilibrée
Un léger déséquilibre de tension provoquera une hausse
de température excessive du bobinage. Généralement, pour
chaque déséquilibre de tension de 3-1/2 % par phase, la
température de l’enroulement augmentera de 25 % dans la
phase qui présente le courant le plus élevé. Voilà pourquoi il
faut tout mettre en œuvre pour maintenir une alimentation
de tension triphasée équilibrée.
3. Instabilité
Au moment du démarrage, un moteur commande de cinq
à huit fois la quantité de courant normale nécessaire à son
fonctionnement sous charge. Lorsqu’on le soumet à des
démarrages répétés dans un court laps de temps, la
température de l’enroulement augmente rapidement. Selon
son utilisation particulière, chaque moteur présente ses
propres limites. Prenons par exemple deux moteurs
identiques : installons le premier sur un volant de haute
inertie et l’autre sur une pompe à eau centrifuge. Le moteur
utilisé pour activer la pompe pourrait démarrer bien plus
souvent à chaque heure que celui relié au volant et malgré
tout fonctionner dans des limites sécuritaires. Quant à
savoir combien de fois il est possible d’effectuer des
démarrages de façon sécuritaire, mieux vaut consulter le
fabricant du moteur. Question de gagner du temps,
s’assurer de mentionner au fabricant les constituants de la
charge (inertie, poids, courbe vitesse-couple de la charge
au démarrage, cycle de démarrage, etc.).
Autre effet d’affaiblissement causé par l’instabilité,
l’expansion et la contraction du système d’isolation : sur une
période prolongée, les matériaux auront tendance à se
fragiliser et à craqueler. Le concepteur de l’isolement doit
s’assurer que les matériaux utilisés soient assez souples
pour supporter ce mouvement sans se briser, mais pas
suffisamment flexibles pour provoquer une défaillance
imputable aux forces mécaniques. (Lire le texte sous
« Contraintes mécaniques »).
4. Surcharge
Les fabricants prévoient généralement une certaine
marge pour leurs moteurs. Pour ce faire, ils conçoivent
l’appareil de façon à ce qu’il fonctionne sous les limites
normales d’un système d’isolation donné ou bien ils utilisent
un système pouvant supporter des températures bien
supérieures à celle du fonctionnement du moteur.

Causes et analyse des défaillances de stators et de rotors
Fiche technique no 31 des moteurs à induction à courant alternatif
TN31-3
Dans les plus récentes caractéristiques nominales
NEMA, on accomplit cela par l’utilisation d’un système
d’isolation de Classe F jumelé à des températures de
fonctionnement de Classe B. À l’intérieur de certaines
limites, on peut estimer que l’échauffement du bobinage
augmentera au carré de la charge, soit (T C2). En utilisant
ce rapport conjointement avec la figure 1 qui met en relation
température et longévité, il est possible d’évaluer l’effet de
la charge sur la durée de vie de l’enroulement. À titre
d’exemple : un moteur de 100 HP dont l’échauffement est
de 64°C sous pleine charge fonctionnera à 85°C sous une
surcharge de 15 %. (On présume ici que la température
ambiante est de 40°C sous les deux charges). Dans ce cas,
la longévité thermique chutera de 1 000 000 d’heures à
160 000 heures.
5. Obstruction de la ventilation
La chaleur produite dans le rotor et le stator se dissipe
par conduction, convection et radiation. Tout obstacle au
débit d’air à l’intérieur ou au-dessus du moteur ou qui
entrave le processus de radiation de la chaleur de ses
pièces entraînera une hausse de température du bobinage.
De là l’importance de garder le moteur propre à l’intérieur
comme à l’extérieur et de s’assurer que le débit d’air ne soit
pas restreint. À titre de conseil pratique, s’il se révèle
nécessaire de faire fonctionner un moteur surchauffé pour
une raison donnée, on peut envisager la possibilité de créer
un refroidissement supplémentaire en augmentant le débit
d’air qui passe au-dessus du moteur. On peut réaliser cette
opération à l’aide d’un appareil de ventilation portatif.
S’assurer que le jet d’air soit dirigé de façon à favoriser
l’aération normale du moteur et non à lui nuire. Lorsqu’il
s’avère peu commode de maintenir le moteur propre, on
devrait en tenir compte à l’étape de la conception. Encore
une fois, cela peut s’effectuer par la restriction de
température du bobinage ou l’installation d’un système
d’isolation de qualité supérieure.
TABLEAU 1 :TEMPÉRATURE AMBIANTE CONTRE LA
LONGÉVITÉ DE L’ISOLEMENT
Ambiante (C°) Durée de vie
de l’isolement (heures)
30 250 000
40 125 000
50 60 000
60 30 000
CONTRAINTES ÉLECTRIQUES
Au moment d’aborder le sujet des défaillances de
bobinage dues à des contraintes électriques, il est essentiel
de posséder une connaissance de base des matériaux
isolants et de leurs propriétés. L’espace réservé au présent
article ne nous permettant pas d’approfondir cette
connaissance, nous nous contenterons d’effectuer un survol
des points importants et d’indiquer certaines situations où
des problèmes pourraient survenir.
A. Milieu diélectrique
Il existe une relation bien définie entre la durée de vie de
l’isolement et les contraintes de tension qui s’exercent sur
les matériaux isolants. De plus, force est de constater que
certains matériaux présentent une plus grande endurance à
la tension que d’autres. On peut diviser ces contraintes en
trois groupes distincts :
1. entre phases
2. entre spires
3. de spire à mise à la terre
Il incombe au concepteur de bien comprendre l’utilisation
à laquelle on destine le moteur, de bien choisir les
matériaux et de proposer des concepts de bobines capables
d’assurer la longévité de l’ensemble.
B. Cheminement
On a constaté, particulièrement dans le cas des moteurs
dont la tension de service est supérieure à 600 volts, la
manifestation possible d’un phénomène connu sous le nom
de « cheminement » dans le bobinage lorsque le système
d’isolation ne se trouve pas lui-même isolé de
l’environnement. Le processus de défaillance est le suivant :
1. Une petite piqûre ou fuite se crée entre le conducteur
de cuivre et l’air libre.
2. Une combinaison d’humidité et d’un corps étranger
vient former un pont à haute résistance entre le
conducteur et la mise à la terre.
3. En raison de la différence potentielle, un faible
courant passe à la terre, causant ainsi de petits
points de brûlure dans le système d’isolation. À
mesure que cette situation progresse, l’isolement à
la terre se détériore au point de provoquer un bris.
Une pratique commune visant à minimiser cette
condition consiste à maintenir le moteur propre et
sec. Quand cela s’avère difficilement réalisable, bon
nombre d’utilisateurs demandent aux fabricants de
moteurs de leur fournir un bobinage dont le système
d’isolation se révèle capable de réussir le test
d’immersion de moteur scellé, tel que le décrivent les
normes NEMA MG 1-20.49 et IEEE 429. Il n’est pas
recommandé d’effectuer ce test sur des modèles de
production.
C. Effet de couronne
L’effet de couronne peut devenir un sérieux problème,
surtout dans le cas de bobinages qui fonctionnent dans une
plage supérieure à 5kV ou d’une source d’alimentation à
inverseur. Cet effet se manifeste sous forme de décharge
localisée qui est le résultat d’une ionisation gazeuse
transitoire dans un système d’isolation où la contrainte de
tension a dépassé une certaine valeur-seuil. Il existe trois
types fondamentaux de décharges :
1. des décharges internes qui se créent dans les
cavités d’un milieu diélectrique;
2. des décharges de surface qui se manifestent à la
surface des bobines;
3. des décharges de pointe dans un puissant champ
électrique autour d’une aspérité ou d’un rebord.
Les facteurs qui influent sur l’effluve d’un effet de
couronne sont : fréquence, épaisseur du milieu diélectrique,
matériau, vide, contrainte de tension, géométrie, humidité,
contrainte mécanique et température. Le mécanisme de
défaillance est la chaleur, l’érosion ou une réaction chimique
qui détériore l’isolement du bobinage. Il est de la
responsabilité première du fabricant de maintenir l’effluve

Causes et analyse des défaillances de stators et de rotors
des moteurs à induction à courant alternatif Fiche technique no 31
TN31-4
d’effet couronne en deçà de certaines limites afin d’assurer
au moteur une longévité appropriée. Par contre, l’utilisateur
peut également apporter sa contribution en maintenant le
moteur propre et frais autant que possible. L’utilisateur
devrait aussi apprendre à identifier ce type de défaillance.
D. Tensions transitoires
Au cours des dernières années, une preuve substantielle
a été cumulée que de nombreux moteurs se trouvent
exposés à des tensions transitoires ou à une alimentation
de tension à surface d’onde prononcée, ce qui entraîne une
longévité de bobinage réduite ou des bris prématurés (soit
de spire à spire, soit de spire à mise à la terre). Ces
tensions transitoires peuvent provenir de n’importe quelle
des sources suivantes :
1. Défauts de phase à phase, phase à mise à la
terre, phases multiples à la terre ou de terne qui
provoquent des tensions excessives pouvant
atteindre 3-1/2 fois leurs valeurs-seuils normales
dans des temps d’échauffement extrêmement
courts.
2. Rétablissements à répétition par lesquels le
système se trouve coupé de la mise à la terre, ce
qui crée une mise à la terre intermittente du
circuit, source d’oscillations de haute tension et de
multiplication.
3. Coupe-circuit limiteur de courant par lequel il y a
interruption de courant quand l’énergie
emmagasinée d’un champ magnétique dans
l’inductance du circuit n’est pas égale, ce qui
entraîne des oscillations de tension et une
certaine résonance.
4. Transferts rapides de barre omnibus. À la suite
d’un transfert, le bobinage d’un moteur peut subir
la différence de vecteur entre la tension de
réserve de la barre et la tension décroissante
produite.
La tension nette sera fonction de l’angle de phase entre
la tension de la barre omnibus et celle du moteur au
moment de la nouvelle coupure. La tension efficace
maximale obtenue peut être de 200 %. L’angle de phase
entre le rotor et la barre omnibus de réserve se voit modifié
continuellement à mesure que la fréquence entre le moteur
désalimenté chute lors du ralentissement.
5. Ouverture et fermeture de disjoncteurs. Cette
surtension de démarrage demeure présente en
permanence. Il peut y avoir production d’une onde
de choc qui circulera dans le circuit à un rythme
donné lorsque, à la fermeture d’un contact de
disjoncteur, il se forme un arc en raison d’une
différence de potentiel aux contacts du
disjoncteur. Cet arc influera sur l’onde de tension
qui pénétrera dans le circuit du moteur. Des
surtensions peuvent aussi survenir quand les
disrupteurs ne s’engagent pas simultanément et
qu’il y a rebondissements ou vibrations, pour créer
une onde de tension irrégulière de type surtension
(similaire aux rétablissements à répétition).
L’utilisation de dispositifs de commande de
moteurs à haute vitesse, comme des contacteurs
à vide, provoque des surtensions prononcées
lorsqu’il y a « hachure de courant » due à
l’ouverture des contacts dans un vide, sans arc
pour maintenir le courant.
6. Commutation de condensateur. En présence de
condensateurs utilisés en vue d’améliorer la
puissance, il peut y avoir création de surtensions
quand ces derniers sont constamment mis hors
circuit et en circuit. Les surtensions surviennent à
mi-cycle après l’interruption, au moment où les
contacts d’ouverture de l’interrupteur présentent
deux fois la tension de phase de pointe normale.
Puisque la tension du condensateur tient bon durant le
premier instant, la tension du système passera outre celle
du condensateur et une oscillation haute fréquence
débutera.
Des extracourants à tension extrêmement élevée
peuvent se manifester lorsque, par exemple, un moteur et
un condensateur sont mis simultanément hors circuit et se
trouvent coupés de la source d’alimentation. L’ampleur de la
surtension est fonction de la valeur de la capacité. Des
condensateurs activés avec un moteur sont source
d’excitation aux bornes du moteur et il y a induction de
tensions élevées. Ce problème se fait généralement
important dans les circuits à haute inertie où la réduction de
vitesse constitue un facteur d’excitation continue.
7. Défaillance d’isolement. Lorsqu’un bris ou une
perforation de l’isolement d’un système électrique
survient à des endroits autres qu’au moteur, des
surtensions de choc peuvent se créer. Un bris de
cette nature dans les modèles à haute tension
peut provoquer des surtensions de plus de trois
fois la tension phase-terre normale dans un
système qui ne se trouve pas solidement mis à la
terre.
8. Surtension atmosphérique. La foudre peut
provoquer une surtension par un contact direct ou
par induction d’un coup de foudre à proximité. Ces
ondes de tension se propagent le long du circuit
avec les magnitudes de pointe du courant de la
foudre et les temps d’échauffement qui dépendent
de l’impédance de surtension du système.
9. Circuits à fréquence variable. Selon la particularité
du concept, il est possible de produire des pointes
de tension durant les démarrages/arrêts ou même
pendant la commutation de chaque demi-cycle.
L’annexe II indique la forme d’onde recommandée
pour de telles utilisations.
On estime que l’ampleur de ces diverses surtensions
varie normalement de deux à cinq fois la tension de pointe
phase à phase normale avec des temps d’échauffement de
0,1 à 1 microseconde. Les défaillances de bobinage
causées par ces transitoires se manifestent normalement
sous forme de défauts spire à spire ou spire à mise à la
terre. On confond souvent cette cause de bris avec un autre
mode de défaillance.
Le fabricant ne dispose généralement pas de
renseignements suffisants sur l’utilisation future du moteur
pour déterminer l’ajout d’une protection contre la surtension
et la foudre. Par contre, il est en mesure d’évaluer les
limites de surtension que le moteur peut supporter pour
offrir une longévité satisfaisante.

Causes et analyse des défaillances de stators et de rotors
Fiche technique no 31 des moteurs à induction à courant alternatif
TN31-5
En règle générale, on établit ces limites comme suit :
La magnitude maximale de la surtension transitoire ne
doit pas excéder 1,25 x la tension de pointe de l’essai
diélectrique standard de 1 minute à 60 Hz.
Exemple : Vm = 1,25 2 (2VL + 1 000)
Le rapport d’échauffement de la tension transitoire (Vm)
ne doit pas dépasser un taux fondé sur l’atteinte Vm en
moins de 10 microsecondes.
Exemple : Vm ÷ 10 = volts/ì secondes
Il incombe à l’ingénieur électricien responsable de
concevoir le système de répartition de puissance de
s’assurer de prendre les mesures nécessaires pour
maintenir ces tensions transitoires dans des limites
sécuritaires. Les recommandations des divers fabricants de
moteurs varient quelque peu en ce qui concerne les limites
acceptables.
Le tableau 2 présente les valeurs générales types des
fabricants.
TABLEAU 2 : LIMITES DE TENSION
TRANSITOIRE TYPE
Tension
nominale Max. supporté
tension (Vm) en kV Taux d’élévation max.
en kV / seconde
600 3,9 0,6
2 400 10 1,0
4 160 16 1,6
4 800 19 1,9
6 600 25 2,5
6 900 26 2,6
Dans le cas d’applications pour lesquelles les valeurs
indiquées dans le tableau 2 se trouvent dépassées, on
recommande l’utilisation d’un système d’isolation spécial qui
présente une résistance diélectrique accrue de spire ou de
mise à la terre, ou de condensateurs de surtension et d’un
parafoudre. Cette dernière option s’avère généralement la
plus économique.
Un parafoudre limite l’ampleur d’une pointe de tension
transitoire. Pour ce faire, le dispositif conduit à la terre
lorsque la tension atteint une certaine valeur. La raison
d’être des condensateurs de surtension est de limiter le
rapport d’échauffement de la tension ou les contraintes
phase à phase. Par ce procédé, le condensateur absorbe
momentanément l’énergie initiale, ce qui a pour effet de
ralentir le front d’onde ou de diminuer son amplitude.
CONTRAINTES MÉCANIQUES
A. Mouvement de bobines
Le courant à l’intérieur de l’enroulement du stator exerce
une force sur les bobines qui se veut proportionnelle au
carré du courant (F I2).
Cette force atteint son maximum durant le cycle de
démarrage et fait vibrer les bobines à deux fois la fréquence
normale. Ces dernières décrivent alors un mouvement
radial et tangentiel. Ce mouvement peut causer des
dommages considérables à l’isolement des bobines,
desserrer les « topsticks » et endommager les conducteurs
en cuivre. Les grands moteurs à haute vitesse se révèlent
généralement plus affectés par le mouvement des bobines
que les petites versions à basse vitesse. Plus les rallonges
de bobines sont longues, plus le problème se fait grave. En
outre, plus la fréquence est grande au démarrage et plus
grand est le temps d’accélération, plus il y a risque d’affaiblir
le système d’isolation.
B. Contact rotor-stator
Il existe plusieurs raisons pour lesquelles un rotor peut
entrer en contact avec un stator. Voici les trois plus
communes :
1. défaillance d’un palier
2. déviation de l’arbre
3. désalignement rotor-stator
Lorsqu’il y a contact entre le rotor et le stator, plusieurs
scénarios peuvent se présenter. Si le contact se produit
seulement pendant les démarrages, la force du rotor peut
finir par provoquer la perforation de l’isolement de la bobine
par les laminations du stator et causer la mise à la terre de
la bobine. Certains moteurs peuvent parfois fonctionner des
années dans cette condition, selon la fréquence des
démarrages et l’importance du contact entre le rotor et le
stator. Si le contact s’effectue lorsque le moteur tourne à
pleine vitesse, il en découle normalement une mise à la
terre très prématurée de la bobine dans la cannelure du
stator causée par une chaleur excessive produite au point
de friction.
C. Divers
Voici certaines des diverses causes mécaniques les plus
fréquentes de défaillances de bobinages :
1. Desserrement des charges d’équilibrage du rotor qui
viennent percuter le stator.
2. Desserrement des ailettes de ventilateur du rotor qui
viennent percuter le stator.
3. Écrous et boulons desserrés qui frappent le stator.
4. Particules étrangères qui pénètrent dans le moteur
par le système de ventilation et qui heurtent le stator.
5. Rotor défectueux (dont les barres sont ouvertes) qui
peut faire surchauffer le stator et provoquer son bris.
6. Raccordement de piètre qualité des connexions
entre les conducteurs du moteur et ceux de la ligne
d’entrée qui entraîne une surchauffe et une
défaillance.
7. Dents de laminations brisées qui donnent contre le
stator en raison de la fatigue.
CONTRAINTES ENVIRONNEMENTALES
La contamination est un autre terme servant à désigner
les contraintes environnementales. Une des interventions
les plus importantes que l’utilisateur puisse effectuer pour
assurer un fonctionnement à long terme sans problème d’un
moteur est de le maintenir propre, à l’intérieur comme à
l’extérieur. La présence d’un corps étranger dans le moteur
produit les effets suivants :
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
1
/
22
100%