article - Association des Doctorants et Docteurs du LSIS

Détection de défaillances des équipements
de production de semi-conducteurs
Alexis Thieullen
LSIS UMR 7296
Université de Paul Cézanne d’Aix-Marseille III
Av. Escadrille Normandie Niemen
13397 Marseille Cedex 20 France
RÉSUMÉ. Cet article présente les récents développements dans le domaine de la détection de
défaillances des équipements de production de semi-conducteurs. Un état de l’art des méthodes
issues de l’analyse statistique multivariée appliquées à ce problème est proposé. Les méthodes
par analyse en composantes principales sont plus particulièrement étudiées. Un cas d’appli-
cation industriel sur des données expérimentales issues d’un procédé de fabrication réel de la
société STMicroelectronics - Rousset est également présenté.
ABSTRACT. This paper presents recent developments in fault detection for semiconductors manu-
facturing equipment. A state of the art of multivariate statistical methods applied to this prob-
lem is proposed. Principal component analysis methods are particularly studied. In addition we
present an industrial case study with real manufacturing process data from STMicroelectonics
Rousset.
MOTS-CLÉS : Détection de défaillance, analyse statistique multivariée, analyse en composantes
principales, semiconducteurs.
KEYWORDS: Fault detection, multivariate statistical analysis, principal component analysis,
semiconductors.
9èmes Journées des doctorants du LSIS, pages 1 à 12

29èmes Journées des doctorants du LSIS
1. Introduction
La FDC (Fault Detection and Classification) est considérée aujourd’hui comme
une composante essentielle de la maîtrise des procédés industriels. Utilisée pour la sur-
veillance des équipements de production, elle garantit un niveau élevé de performance
opérationnelle tout en réduisant la quantité de produits impactés par un fonctionne-
ment anormal. Elle permet également l’augmentation de la disponibilité du matériel à
travers un planification de maintenance plus efficace. Bien qu’appliquée avec succès
dans de nombreux domaines (automobile, chimie, agro-alimentaire...), la complexité
des processus de fabrication et la multiplicité des contextes de production dans l’in-
dustrie du semi-conducteur limitent l’emploi des stratégies utilisées habituellement en
FDC. Le développement et l’intégration de méthodes permettant le suivi au travers
d’indicateurs de la condition et du comportement des équipements durant le processus
de fabrication représentent donc un challenge particulièrement important, dépendant
fortement de la connaissance des systèmes et du processus concernés.
1.1. Processus de fabrication de semi-conducteurs
La fabrication de semi-conducteurs est un procédé industriel particulièrement
complexe. Elle consiste en un enchaînement d’opérations au cours desquelles les cir-
cuits électroniques sont progressivement créés sur un wafer1. Un cycle de fabrication
nécessite généralement la réalisation de séquences de 600 à plus de 1400 étapes sur
une période de plusieurs mois, en fonction des caractéristiques désirées pour le produit
final. Pendant la phase de fabrication, les équipements traitent des produits divisés en
lots de 25 wafers devant passer à plusieurs reprises pour différentes opérations sur les
mêmes machines, d’où la notion de flux réentrants. Un tel contexte de production im-
plique des interactions dynamiques entre les équipements et des relations complexes
entre performances des machines et qualité des produits.
Flux réentrants
La production par flux réentrants nécessite la réalisation par un même équipe-
ment de plusieurs opérations distinctes sur des produits issus de différentes technolo-
gies. Cela implique l’utilisation de recettes2de production caractérisées par différentes
étapes, points de fonctionnement, et comportements des paramètres suivis (moyennes,
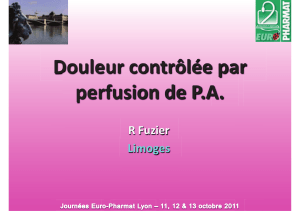
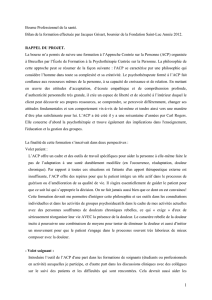
écarts-types, corrélations). La figure 1 illustre ces différences pour deux recettes de
production correspondant à deux opérations de gravure (GATE et STI) réalisées par
un équipement sur le même type de produit.
1. Un wafer est une tranche de silicium monocristallin d’environ 400-700 µm, sur laquelle les
circuits intégrés sont fabriqués avant d’être découpés et mis en boîtiers.
2. Séquence de sous-étapes, appelées steps, correspondant à une sollicitation particulière de la
machine pour une opération spécifique sur un type de produit donné.

Détection de défaillances des équipements 3
Figure 1. Comportement d’un paramètre pour deux recettes correspondant à deux
opérations de gravure (GATE et STI) réalisées par le même équipement de production.
Non-linéarité
La production de semi-conducteurs met généralement en œuvre des systèmes non-
linéaires. L’évolution de la plupart des paramètres collectés pendant un run3dépend
de celles de plusieurs autres paramètres, et ce de façon non-proportionnelle. Cette
non-linéarité est présente aussi bien sur l’ensemble de la recette que individuellement
pour chaque step (figure 1).
Production par lots
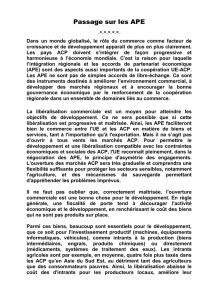
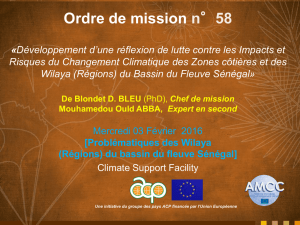
La production par lot est une source de complexité supplémentaire par rapport à
un procédé de fabrication classique. A la variabilité naturelle du procédé se mani-
festant d’une plaque à l’autre s’ajoute une variabilité lot-à-lot (figure 2), caractérisée
par une variation de la durée des steps, un décalage des trajectoires des paramètres
sur une même recette, ainsi que des trajectoires différentes en fonction du mode de
fonctionnement.
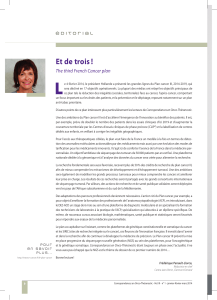
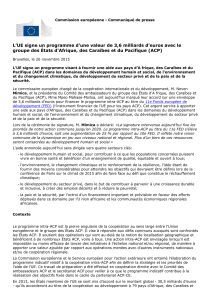
Non-stationnarité
Les systèmes de production de semi-conducteurs sont caractérisés par une dyna-
mique non-stationnaire, la structure des processus étudiés évoluant avec le temps. Les
moyennes et écarts-types des paramètres suivis présentent à la fois des changements
réguliers (drift) causés par le vieillissement du système, et des modifications abruptes
(shift) causées par les interventions sur les équipements (maintenances, réglages...) ou
encore les différences de traitement des produits aux étapes précédentes (figure 3).
3. Passage d’un plaque sur une machine.

49èmes Journées des doctorants du LSIS
Figure 2. Trajectoire d’un paramètre durant une opération de gravure, pour des wa-
fers issus de 3 lots différents.
Figure 3. Moyenne par run du paramètre « Throttle Valve Controller »sur un step,
avant et après une intervention de maintenance.
1.2. Détection de défaillances
La détection de défaillance repose sur la connaissance disponible du système étu-
dié, dépendant elle-même des techniques de surveillance du système et d’une réfé-
rence illustrant le fonctionnement normal (ou anormal) du système. Cette référence
est représentée soit par un historique, une expérience, ou encore un modèle connu ou
estimé du comportement du système (Ribot, 2009).

Détection de défaillances des équipements 5
La fabrication de semi-conducteurs est une industrie High Mix Low Volume4. A
cela s’ajoute une récence relative des équipements de production induite par l’amé-
lioration permanente des techniques de fabrication. Les conséquences sont une dispo-
nibilité limitée de données de fiabilité basées sur l’expérience, et pratiquement aucun
modèle physique ou mathématique, ceux-ci étant extrêmement coûteux à élaborer et
devenant rapidement obsolètes. Cela constitue un obstacle majeur à l’utilisation d’ap-
proches par modèle ou basées sur l’expérience. Un grand nombre de paramètres sont
aujourd’hui collectés au cours de chaque cycle par les capteurs internes installés sur
les machines (pressions, températures, courants...). Ces données représentant plusieurs
téraoctets d’information sur le comportement des équipements de production, il existe
une réelle opportunité pour l’application de méthodes basées sur le traitement des don-
nées sous réserve que les informations issues des capteurs soient suffisantes en qualité
et en quantité pour évaluer l’état courant ou une image de l’état courant du système
étudié.
Aujourd’hui, la FDC s’appuie sur la surveillance individuelle des paramètres pour
la détection de défaillance des équipements. Cette approche monodimensionnelle ne
tient pas compte des intéractions pouvant exister entre ces paramètres. Cela conduit à
un nombre important de fausses alarmes pour les procédés multivariés où les mesures
des capteurs sont fortement corrélées. De plus, suivre chaque paramètre pour tous les
équipements à toutes les étapes de production conduit à la création d’un grand nombre
de cartes5, ce qui rend l’analyse difficile pour les ingénieurs (Kittler, 2000).
L’objectif de ces travaux est de développer les indicateurs multivariés nécessaires
au suivi de la condition des équipements à partir des données collectées par les cap-
teurs durant les phases de production. Pour répondre aux contraintes imposées par
l’industrialisation, les méthodes et outils développés devront être :
•génériques : paramétrés en fonction de l’équipement suivi,
•adaptatifs : prendre en compte et s’adapter aux différents facteurs de variabilité,
•maintenables : faciliter l’analyse des défaillances et la mise à jour.
Cet article s’articule en 3 parties : la section 2 présente un état de l’art des mé-
thodes de détection de défaillances par analyse de données appliquées au domaine du
semi-conducteur, et plus particulièrement des méthodes par analyse en composantes
principales. Une application sur des données issues d’un procédé de fabrication réél de
STMicroelectronics est présentée dans la section 3. La conclusion et les perspectives
de travail sont données dans la section 4.
4. Production caractérisée par une grande variété de technologies, des faibles volumes, et des
produits de courte durée de vie.
5. Environ 200000 cartes sont nécessaires pour suivre l’ensemble d’une fab comme STMicroe-
lectronics Rousset
 6
7
8
9
10
11
12
6
7
8
9
10
11
12
1
/
12
100%