évaluation de l`effet des concepts de la production allégée dans une

-
UNIVERSITÉ DE MONTRÉAL
ÉVALUATION DE L’EFFET DES CONCEPTS DE LA PRODUCTION
ALLÉGÉE DANS UNE ENTREPRISE AÉRONAUTIQUE
MYRIAM MOKNINE
DÉPARTEMENT DE MATHÉMATIQUES ET DE GÉNIE INDUSTRIEL
ÉCOLE POLYTECHNIQUE DE MONTRÉAL
MÉMOIRE PRÉSENTÉ EN VUE DE L’OBTENTION
DU DIPLÔME DE MAÎTRISE ÈS SCIENCES APPLIQUÉES
(GÉNIE INDUSTRIEL)
JUILLET 2014
© Myriam Moknine, 2014.

UNIVERSITÉ DE MONTRÉAL
ÉCOLE POLYTECHNIQUE DE MONTRÉAL
Ce mémoire est intitulé :
ÉVALUATION DE L’EFFET DES CONCEPTS DE LA PRODDUCTION ALLÉGÉE DANS
UNE ENTREPRISE AÉRONAUTIQUE
présenté par : MOKNINE Myriam
en vue de l’obtention du diplôme de : Maîtrise ès sciences appliquées
a été dûment accepté par le jury d’examen constitué de :
M. ROBERT Jean-Marc, Doct., président
M. IMBEAU Daniel, Ph.D, membre et directeur de recherche
Mme GREBICI Khadidja, Ph.D, membre

iii
REMERCIEMENTS
Tout d’abord, j’aimerai remercier grandement mon directeur de recherche, Daniel Imbeau pour
son soutien, son temps et ses précieuses recommandations tout au long de mon projet.
J’aimerai remercier aussi mon entreprise qui m’a permis de réaliser ce projet de recherche dans le
centre d’usinage, particulièrement Eric Guenard, Serge Lapierre et Jean-Philippe Desrosiers. Je
remercie Michel Lestage, chef d’équipe du centre d’usinage pour m’avoir fait bénéficier de son
expérience au sein du centre d’usinage.
Finalement, je remercie mon conjoint, ma famille et mes amis pour leur soutien actif tout au long
de la rédaction de ce mémoire.

iv
RÉSUMÉ
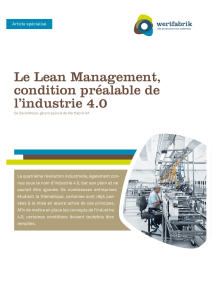
La présente recherche s’intéresse à un projet d’implantation d’une démarche Lean dans une
entreprise aéronautique québécoise, soit celle de Bombardier Aéronautique.
Développé pour l’industrie automobile depuis les années 1950, le Lean a élargi ses pratiques
dans différents secteurs de l’industrie, dont le secteur de l’aéronautique mondial, de manière
générale, et au Québec en particulier.
Aujourd’hui, de nombreuses entreprises s’orientent de plus en plus vers l’approche Lean
Manufacturing pour améliorer leur compétitivité et leurs niveaux de performance.
La revue de la littérature sur le Lean favorise une meilleure compréhension sur ce sujet, et plus
spécifiquement sur son application dans le secteur de l’aéronautique, l’approche Lean permettant
d’améliorer les indicateurs de performance opérationnelle tels que la diminution des coûts de
production, la réduction des temps de cycle, les déplacements, les inventaires, et même
l’amélioration de la polyvalence des employés.
Le Lean a réussi là où plusieurs autres modèles d’organisation ont échoué. Plusieurs facteurs
de succès doivent être respectés lors de la mise en œuvre d’une telle démarche dont les plus
importants sont l’implication des employés, celle des dirigeants et l’intégration adéquate de
l’ensemble des outils Lean.
Par ailleurs, il faut savoir que cette démarche est parfois critiquée par quelques auteurs qui
révèlent que les améliorations apportées par le Lean amènent parfois à une augmentation de la
charge de travail des employés et à une augmentation de leur niveau de stress.
Notre recherche sur le Lean nous a par contre révélé des lacunes sur la disponibilité de la
documentation et des études sur le sujet, et plus particulièrement dans le secteur de
l’aéronautique. Le présent travail a permis de combler cette lacune de taille, en documentant ce
contexte et en mettant en évidence l’impact de la démarche Lean sur un système de production de
composants aéronautiques au Québec. À cet effet, un centre d’usinage ayant déployé une
approche Lean a été choisi afin d’effectuer une étude de cas, en pré et post implantation. Des
outils de collecte de données tels que les observations sur le plancher de production, les entretiens
semi-dirigés ainsi que la liste de vérification Lean ont été utilisés pour effectuer cette étude de
cas.

v
L’étude de cas a ainsi permis de confirmer l’impact positif du Lean sur les indicateurs de
performance opérationnelle de l’entreprise. Ses résultats ont montré une réduction des temps de
cycle de 51 % et une réduction des coûts de production d’environ 70 %. En plus de ces résultats,
nos observations ont contribué à montrer un bénéfice humain important pour l’entreprise, telle
qu’une amélioration positive de la polyvalence des employés.
Ce travail a aussi permis de démontrer que l’intégration et l’assimilation des concepts Lean
ont été faites avec un succès probant. En effet, l’analyse des résultats de la liste de vérification a
montré que le niveau de maturité des concepts Lean intégrés a évolué de manière favorable
durant la période se situant de la préimplantation du projet jusqu’à celle de la postimplantation.
La présente recherche vient donc apporter une valeur ajoutée pour la littérature scientifique et
aidera ainsi à partager plus largement les données d’une implantation Lean dans un secteur de
production aéronautique québécois.
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
156
157
158
159
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
187
188
189
190
191
192
193
194
195
196
197
198
199
200
201
202
203
204
205
206
207
208
209
210
211
212
213
214
215
216
217
218
219
220
221
222
223
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238
239
240
241
242
243
244
245
246
247
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
156
157
158
159
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
187
188
189
190
191
192
193
194
195
196
197
198
199
200
201
202
203
204
205
206
207
208
209
210
211
212
213
214
215
216
217
218
219
220
221
222
223
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238
239
240
241
242
243
244
245
246
247
1
/
247
100%