GESTION DE PRODUCTION

GESTION DE PRODUCTION
Entreprise = gerer production pour etre efficace
3 phases ds l’evolution | contexte
1. periode de forte croissance importante et marge importante
objectif : produire et vendre
On se preocupe de la quantité à produire | deja imposé par le cycle de
fabrication
2. ralentissement de la croissance. Offre et Demande s’equilibrent
le client peut choisir et faire jouer la concurrence
objectif : produire ce qui sera vendu
On va devoir faire des previsions
Maitriser la production
Reguler les stocks
3. Offre > Demande. Forte concurrence et client de + en + exigeant.
Objectif : produire ce qui est deja vendu : en fait des commandes
L’entreprise est contrainte de maitriser ses couts
Contraintes : qualité
Delais courts et fiables
Petites series et produits personalisés
Renouvellement rapide de ses produits
(duree de vie produit bcp + courte)
s’adapter aux evolution produit et techniques.
Evolution des methodes
- gestion de production est complexe car sont contradictoires
o qualité / rapidité
o couts bas / petites series…
- pour améliorer son processur de production avec ses contraintes l’entreprise va :
o etablir des coopérations
o s’engager ds des demarches de juste a temps (ou produit une fois qu’on a eu la
commande) => flux tendu
o demarches de qualité globale, de supply chain => amelioration globale
Ces evolutions sont rendu possible grace :
- aux SI (internet, intranet, Echange de Données Informatisés EDI, ERP(log qui permet
de gerer ts les sous systemes
La demarche de supply chain est basée sur l’apport de valeur a chque etapes (MP->prod)
=>il va falloir une synchronisation des flux physiques / financiers et informatique.
On passe d’une logique de charge a une logique de flux en transformant des activités
apparemment independante a 1 processus continu.
Pour y parvenir : mise en place d’un processus d’amelioration continue : CIP = Continues
Improuvement Process.
Gestion de production et flux

A. differents types de flux :
- flux financier
- flux physiques
- flux d’information (suivi de commande, suivi des ordres, suivi des stocks…)
B. maitrise des flux
- on va simplifier les flux physiques en supprimant les operations non generatrices de
valeur pour le client
- on va fluidifier et accelerer les flux en physiques :
o en evitant les pannes machines
o en diminuant les tps de changemen serie
o en augmentant la qualité
o en rendant les salaries polyvalents
créer un systeme d’information cohérant et pertinant.
gestion de production : fonction transversale, car en relation avec les autres fonctions
de l’entreprise et parce qu’elle est concernée par les SI de l’entreprise.
Pour parvenir a la maitrise des flux :
o Diminuer les stocks et les encours
o Augmenter la qualite
o Diminuer delais de fabrication
o Diminuer couts de fabrication : entreprise rechercher la rentabilité
Au lieu de resonner en terme de marge, le PV est determine en fonction des concurent et des
attentes du consomateur.
PV – marge souhaitée = cout de revien cible
l’entreprise va devoir ne pas depasser ce cout de revien cible.
Pour atteindre ce cout :
o Amelioration de la conception
o Appro
o Industrialisaton
o Prod
o Logistique
o Qualité
Pour baisser le cout :
o Diminuer les stocks et encours
o Revoir l’implantation des moyens de prod
o Revoir l’ordonnancement
o Diminuer la taille des lots (fluidifier)
o Diminuer le tps de changement de serie
o Ne commander que ce qui est necessaire

CHAPITRE 1
FONCTION, DOCUMENTS ET DONNEES TECHNIQUES
La gestion de prod a pour objet la maitrise des flux. Pour cela, s’appuis sur un SI qui donne
l’image virtuelle de la realite physique. Ce SI doit fournir au gestionnaire les info necessaires
pour effectuer leur taches et alimenter le systeme d’aide a la decision qui donne au dirigeant
un vue d’ensemble.
La gestion de prod est une fonction de production en perpetuelle concordance avec les autres
fonctions de l’entreprise. La communication qui s’instale se fait entre individus mais aussi sur
la base de documents qui contiennent des donnees (donnees actuelles, donnees sur le passé)
I . Les fonctions des l’entretreprise et les document
A. La fonction marketing
=>info sur le produit : cahier des charges : carrac tech du produit / fonction / condition
d’emploi / qte a produire
=>fonction etude : mise au point technique du produit ou amelioration du produit existant.
2 sources : - R&D
-bureau d’etude
B. Fonction etude
Avoir a l’esprit les notions de :
o Fiabilité
o Interogation des dernieres inov techniques
o Standardisation
o Facilite de production
C. fonction methodes
permet de passer d’un plan à un produit
industrialisation du produit, c grace a elle que l’on va pouvoir produire facilement,
economiquement et de nombreuses fois un produit a l’indentique.
A CT, on a la preparation technique du T(def de la gamme, assemblage du produit, les
outillages necessaires, les fichiers machines…)
A MT, amelioration des prodedes / simplification des produits et de leur fabrication /
amelioration des postes de travail et de leur implantation.
A LT, pour devancer la concurrence, definir les moyens necessaires a la realisation des
nouveaux produits / inover sur les procedes et analyser les intervenant necessaires.
D. Fonction production
But : formater les produits qui seont vendus

E. Fonction commerciale
vente des produits : promotion et distribution du produit.
II . Generalites sur les donnees techniques
La gestion de production :
o gestion production
o gestion charges / capacites
o gestion postes de T et machines
Plusieurs types de donnees sont necessaires :
1. les donnees de base : decrivent le systeme de prod et les produits. Il y a le
fichier ‘article’, les nomenclatures, les postes de charge, les gammes et les
fichiers fournisseur et clients.
2. Les donnees d’activité : les stocks et les encours, les commandes client et le
lancement et le suivi des ordres de fabrication.
3. Les donnees historiques : cout de revient, mvt de stock, livraisons…
III. Articles
pendant que l’entreprise veut gerer un produit fini, 1 composant, un MP, A sous
ensemble… Il va falloir créer un article a chaques fois que l’on voudra gerer l’etat.
Donnees articles a la base du systeme de gestion de production.
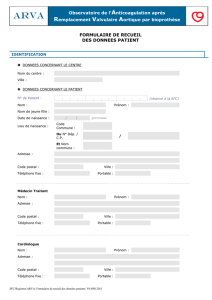
C. Les donnees article
L’enregistrement de donnees articles ds logiciel ERP (cf p.2)
D. Codification des articles
En gestion de prod, tt est codifié : permet de passer d’1 langage naturel et imprecis a langage
symbolique precis et codifié. Elle permet d’homogénéiser l’info, se sera indispensable pour
pouvoir en faire apres un langage info.
Il faut dès le depart choisir 1 systeme de codification adapté et d’1 durée de vie suffisante.
- Qualités d’un systeme de codification :
o Precis : chque article : 1 code seulement, 1 possibilite de differenciation des
variantes d’1 article.
o Souplesse du systeme : possibilité d’introduire de nvx codes ds le systeme
o Stabilité ds le temps
o Homogenéité (meme nbre de carrac, meme type de composition)
o Simplicité d’utilisation : decoupe en champs homogenes.
Ex. : codes barre : 1er chiffres = pays, 5 suivant : n° de fournisseur, 6chiffre : code produit et
clef de contrôle.
Numero de secu : sexe, date de naiss, departemen, commune…
- les differents types de systemes de codification
o codification significative ou analytique : chque champ de code sert a decrire 1
des carrac de lobjet. Description de l’article selon les critere choisis (ex : taille,

couleur..) => pb : trop de produits differents, devien compliqué et long, codes
peu evolutifs, on est vite bloqué.
o Codification non significative => code numerique sans aucune signification
attribué aleatoirement ou sequentiellement (à la suite)
o Codification mixte => une partie significative, lautre non.
- prevention et detection des erreurs
Difficile a eviter totalement, au moment de la saisie, de la codification, de la transmission des
codes.
Prevention : on va eviter certaines lettres, certains chiffres.
On a une clef de contrôle ajoutee au code ou garantie une securite
- code article et documentation
chaques article = 1documentation : important que le code article reflete les evolution
successives qu’on ete realisees et la gestion des differentes version doit se faire avec rigueur.
document special qui retrace l’historique des evolutions. N° de version qu’a
realisé ? date ? ce quon a changé ?
IV. NOMENCLATURES
liste hierarchisée et quantifiee des articles entrant ds la composition d1 article
parent. L’article parent est le composé et les autres sont les composants. Le lien de
nomenclature est l’ensemble composé / composant. Chque lien indique la qte de
composants ds le coposé par 1 coefficient.
Ensemble de liens
1 nomenclature comprend plusieurs niveaux.
Niveau 0 : pdt fini.
Si un composant intervien ds plusieurs niveau, on lui applique la regle du plus bas niveau.
Regle : simplifier les calculs des besoins.
Le nbre de niveau varie en fction de la complexité des pdts : pour la plupart : environ 3 et
pour les plus complexes : 8
Nomenclature multi niveau et arborescence (cf p.3)
Les differentes structures de nomenclatures :
On peut identifier les types de structures :
o La nomenclature convergente = peu de pdts fini mais 1 grd nbre de composants
o La nomenclature divergente = 1 ou peu de MP qui conduisent a une multitude
de pdts finis. (ex : bois, petrole)
o Nomenclature a point de regr. : qd l’entreprise incorpore des sous ensembles
standards pour constituer de nvx pdts. Les sous ensembles etant composés a
partir de nbreux composants (ex : industrie automobile)
o Nomenclature parallele : Qd entreprise a peu de pdts finis et peu de mp ou de
composants (ex : industrie de l’embalage)
Les differents types de nomenclature :
1. la nomenclature fonctionelle : on decompose le pdt en fctions
elementaires en suivant 1 demarche d’analyse de la valeur.
 6
7
6
7
1
/
7
100%