Les Commandes De Vol Electriques (CDVE). Le centre opérationnel

Les Commandes De Vol Electriques (CDVE).
Le centre opérationnel « Avionics and Simulation Products » conçoit le logiciel
du calculateur secondaire des CDVE sur l’A320. Sur les familles A330 et
A340, le département conçoit le matériel et le logiciel du calculateur principal
FCPC (Flight Control Primary Computer) et en assure la production. Il conçoit
par ailleurs le matériel et le logiciel du calculateur FCSC (Flight Control
Secondary Computer).
Les alarmes.
Sur tous les avions de la gamme Airbus et ATR, la gestion des alarmes a
évolué et s’est perfectionnée à travers différentes générations d’équipements
embarqués : MWC (Master Warning Control) et MWP (Master Warning Panel)
pour les premiers A300, puis FWS (Flight Warning System) avec des
générations successives de FWC (Flight Warning Computer).
La maintenance.
Le CMC (Centralized Maintenance Computer) de l’A330/340 est un
équipement connecté à l’ensemble des systèmes de l’avion et dont l’objectif
est de récupérer les informations fournies par les BITE (Built In Test
Equipement) de ces systèmes et d’établir un diagnostic le plus précis et le
plus fiable possible sur l’état de l’avion.
Les nouveaux systèmes de communication.
L’ATSU (Air Traffic Services Unit) est la pierre angulaire d’un programme
visant à maîtriser les systèmes de communication, de navigation, de
surveillance et de gestion du trafic aérien. L’ATSU est au cœur des
communications entre l’avion, les centres de gestion du trafic aérien et les
centres opérationnels des compagnies aériennes. C’est un équipement
entièrement nouveau et modulable ; sa première mise en service est
intervenue en Décembre 1998 sur un A340.

M. Michel LAPALU est à la tête du Département Production Avionique et Simulation qui
compte 112 personnes réparties de la façon suivante :
- Service coordination technique
- Service production prototype et série
- Service réparation
- Service ordonnancement logistique
- Service moyen de test : EYYMM
Ces tests sont effectués au cours de deux phases principales :
Production
Dépannage
En fait ces tests assurent deux fonctionnalités essentielles puisque d’un part ils permettent
de conclure sur l’état, bon ou mauvais du calculateur testé, et d’autre part de diagnostiquer
la ou les pannes en vue de réparation.
En ce qui concerne le test en production, il faut savoir qu’il s’effectue sur plusieurs niveaux :
- Niveau composants (microprocesseurs, mémoires) : réalisé par le fabricant qui doit
fournir des composants respectant les normes et les tolérances.
- Niveau carte : réalisé de façon automatique ou semi-automatique sur des testeurs
Rayons X et IN-SITU (ou banc à clous)
- Niveau boîtier fermé (calculateurs) : ce sont des tests finaux qui consistent en des
tests électriques, puis en des tests fonctionnels sur différents bancs de tests
automatiques.
Pour les illustrations
a) Le service production prototype et série
b) Service moyen de test

20 >
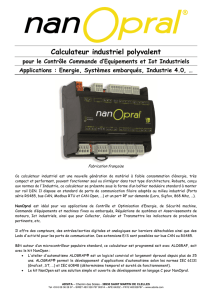
Les testeurs ATEC permettent d’effectuer le contrôle final des calculateurs série et
réparation. Ces tests durent entre 1 et 3 heures suivant les calculateurs. Sur certain
calculateur il y a des tests de carte audio à effectuer où il faut être présent devant
l’ordinateur afin de répondre aux questions sur le fonctionnement de cette carte.
21 >
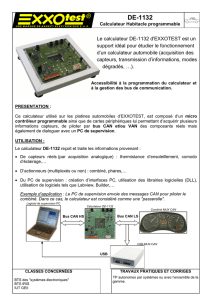
Le plus souvent, je m’occupais de faire des tests sur le TCA (Testeur de Cartes
Alimentations). Ce testeur permet de tester un grand nombre de cartes ou d’ensembles
câblés (boîtier, calculateur). J’ai ainsi réalisé des tests de cartes ‘fond de panier’ (carte qui
sert à relier toute les autres cartes dans un calculateur) ainsi que des tests sur des
calculateur dans une étuve que je réglais à 50°C.
J’ai également réalisé beaucoup de test IN-SITU sur le testeur HP-3070. Lorsque des lots de
cartes série arrivaient il fallait les tester sur ce testeur. Lors du test, je devais parfois ‘re-
calibrer’ des résistances réglables grâce à des potentiomètres
22 >
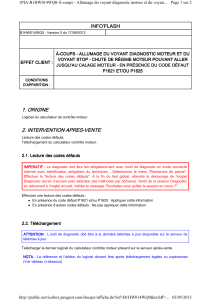
J’ai pu assister a l’utilisation du testeur a sondes mobiles « Takaya » utilisé pour le test des
cartes prototypes (développement et industriel). Ce test consiste à vérifier si tous les circuits
de la carte fonctionnent, si il n’y a pas de problème au niveau de chaque soudure. Ce test
est relativement impressionnant à regarder car on voit des petits bras mécaniques qui se
déplacent extrêmement rapidement tout en étant extrêmement précis pour aller de soudures
en soudures. Les sondes mobiles détectent les défauts de fabrication et les mauvaises
implantations de composants sur la carte.

1
/
4
100%