Le centre de perçage

Page 1 sur 15
BEP ELECTROTECHNIQUE
THEME :
Centre de Perçage
EPREUVE PROFESSIONNEL :
- Expression Technologique
……
- Intervention Technique
……
- Expérimentation
DUREE DE L’EPREUVE: 00 h 00 mn
Date de l’évaluation : Lieu d’activité :
Nom :
Classe :
Note :
Prénom :
/….
LYCEE PROFESSIONNEL
DESCARTES

Page 2 sur 15
Documents Fournis :
1. Description du fonctionnement
2. Grafcet Fonctionnel
3. Grafcet Technologique
4. Grafcet A.P.I TSX37
5. Affectation des entrées / sorties API
6. Schéma d'implantation
7. Schémas de câblage Impression
Visualisation
Documents constructeurs - fabricants
- Catalogue Electricien 97-98 de SCHNEIDER
- Extrait de " Constituant pneumatique " de PARKER
- Extrait de " Moteurs asynchrones triphasés fermés " de LEROY-SOMER

Page 3 sur 15
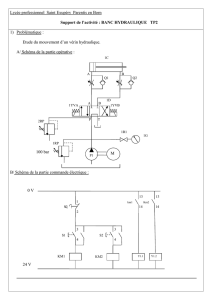
1 – Description
- La machine est utilisée pour réaliser des trous par perçage dans des
pièces destinées à être utilisées comme portes de coffret.
Un ensemble comportant :
Un moteur M1 entraînant l’outil en rotation.
Un moteur M2 destiné au mouvement de translation vertical de la broche.
La position de la broche est détectée par les capteurs N0, N1, N2, N3.
Le positionnement des pièces à percer est assuré par l’intermédiaire de 3 vérins.
VT : Vérin de trappe autorisant l’accès des pièces sous l’outil de perçage.
VS : Vérin de serrage assurant le maintien des pièces pendant l’usinage.
VE : Vérin d’évacuation permettant le dégagement de la pièce après
réalisation du trou.
Fonctionnement :
- Les pièces à percer arrivent par gravité jusqu’au vérin de trappe VT.
- Lorsqu’une pièce est en position pour l’usinage, celle-ci est serrée à l’aide du vérin
VS.
- Le perçage s’effectue en 2 phases :
- 1ère phase : perçage jusqu’au niveau N2, puis remontée du foret afin de dégager les
copeaux.
- 2ème phase : perçage jusqu’au niveau N3, puis remontée du foret.
- En fin d’usinage, le vérin d’évacuation VE libère la pièce qui est évacuée sur le 2ème
tapis. Au bout de 15 secondes, VE se referme, puis la trappe s’ouvre permettant
l’accès d’une autre pièce.
- En cas de défaillance, on active l’étape 21 qui arrête M1 et arrête le cycle.
- L’action sur le BP Marche active l’étape 20 qui enclenche KM1 et permet
l’autorisation de la phase d’usinage.
- En l’absence de signaux sur VS – et su VS+, les vérins sont tige sortie.

Page 4 sur 15
2 - Grafcet Fonctionnel :
0
Conditions initiales et présence pièce
étape 20 et trappe fermée.
1
SERRER ETAU
Fin de serrage
2
SERRER ETAU – TEMPORISATION N°1
ROTATION BROCHE
Broche en rotation et fin de temporisation N°1
3
SERRER ETAU – ROTATION BROCHE
DESCENDRE A GRANDE VITESSE
Foret niveau 1 ( Mi – haut )
4
SERRER ETAU – ROTATION BROCHE
DESCENDRE A PETITE VITESSE
Foret niveau 2 ( Mi – bas )
5
SERRER ETAU – ROTATION BROCHE
MONTER A PETITE VITESSE
Foret niveau 1 ( Mi – haut )
FERMER TRAPPE
X6
X11
6
Foret niveau 3 ( bas )
7
SERRER ETAU – ROTATION BROCHE
MONTER A GRANDE VITESSE
Foret niveau 0 ( haut )
8
DESSERRER ETAU
Etau desserré
9
RENTRER VERIN EVACUATION
TEMPORISATION N°2
Fin de temporisation N°2
10
SORTIE VERIN EVACUATION
Vérin d’évacuation sorti
11
OUVRIR LA TRAPPE
Présence pièce.
SERRER ETAU – ROTATION BROCHE
DESCENDRE A PETITE VITESSE
X0
X5

Page 5 sur 15
3 - Grafcet Technologique :
0
S12 . VS0 . VE1 . S3 . X20
1
VS+
VS1
2
VS+ . T1 . KM2
Km2 . T1 / 2 / 2sec
3
VS+ . KM2 . KM3 . KM6
N1S13
4
VS+ . KM2 . KM3 . KM5
N2S14
5
VS+ . KM2 . KM4 . KM5
N1S13
X6
X11
6
N3S11
7
VS+ . KM2 . KM4 . KM6
N0S12
8
VS -
VS0
9
VE - . T2
T2 / 9 / 10s
10
VE1
11
VT -
S3
VS+ . KM2 . KM3 . KM5
X0
X5
 6
7
8
9
10
11
12
13
14
15
6
7
8
9
10
11
12
13
14
15
1
/
15
100%