+
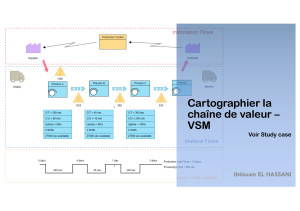
Cartographier la
chaîne de valeur –
VSM
Voir Study case
Ibtissam EL HASSANI

+150
Chaîne de valeur/ Cartographie de la
chaîne de valeur
nFormellement définie, une chaîne de valeur est l'ensemble des étapes, à
la fois VA et NVA, nécessaires pour amener un produit ou un service de
la matière première aux mains du client.
nLa cartographie de la chaîne de valeur est un outil visuel qui nous aide à
documenter toutes les activités requises pour recevoir et satisfaire une
demande de notre client.
nCela aide les gens àvoir ce qui se passe réellement dans le processus
grâce àl'observation directe.
nLa Value Steam Mapping n'est pas une activité que vous faites dans
votre bureau ou une salle de conférence, mais aussi proche du
processus réel que possible afin que vous puissiez voir l'état actuel du
processus et collecter des données réelles.

+151

+152

+153
8 étapes pour la VSM
1.Nous
identifions le
besoin
stratégique
2. Nous
identifions
les familles
de produits
3. Nous
créons une
VSM de
l'état actuel
4. Nous
créons
ensuite une
VSD (VSM
de l'état
futur)
5. Nous
créons des
plans
d'action
détaillés
6. Nous
nommons
un VS
Manager
7. Nous
communiqu
ons le
retour
d’expérienc
e dans toute
l’organisati
on
8. Nous
cartographi
ons toutes
les chaînes
de valeur
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
1
/
32
100%