Contents lists available at ScienceDirect
Computers and Electronics in Agriculture
journal homepage: www.elsevier.com/locate/compag
Original papers
A comparative study between syringe-based and screw-based 3D food
printers by computational simulation
Chao-Fan Guo
a,b
, Min Zhang
a,d,⁎
, Bhesh Bhandari
c
a
State Key Laboratory of Food Science and Technology, Jiangnan University, 214122 Wuxi, Jiangsu, China
b
International Joint Laboratory on Food Safety, Jiangnan University, 214122 Wuxi, Jiangsu, China
c
School of Agriculture and Food Sciences, The University of Queensland, Brisbane, QLD 4072, Australia
d
Jiangsu Province Key Laboratory of Advanced Food Manufacturing Equipment and Technology, Jiangnan University, China
ARTICLE INFO
Keywords:
Computational simulation
Screw-based 3D food printer
Syringe-based 3D food printer
Comparative study
ABSTRACT
Extrusion-based three-dimensional (3D) printing is an emerging technology which has a high application po-
tential in food manufacturing processes. Screw and syringe-based printers are two kinds of extrusion-based 3D
printing methods that have been widely studied and reported. The objective of present work was to compare
these two different kinds of extrusion-based food 3D printing methods, in fluid flow characteristics and printing
profile by computational simulation model and printing experiment. Analysis of simulated model suggested that
the screw-based 3D food printer had a complex fluid characteristic, and some backflows were found at the gap
between walls and the screw flights in the extrusion tube. Whereas, the syringe-based 3D food printer showed
more simple fluid characteristics, which could be easy to adjust. Moreover, the experimental 3D printing sug-
gested that the screw-based 3D food printer were not suitable for extruding the inks with high viscosity. Results
in present work provides information for suitable printing method selection, a theoretical base and technical
guide for further 3D printing studies and new printer designing.
1. Introduction
Additive layer manufacturing, which is also known as three-di-
mensional (3D) printing, is a kind of rapid prototyping technology,
involving material and computer science, numerical control tech-
nology, precision transmission, and direct writing systems (Yang et al.,
2018a). Since the very first 3D printer was reported in 1980s, 3D
printing technologies have been researched in food manufacturing
processes due to its great potential to create complex geometric struc-
tures for consumer demands with economic and environmental benefits
(Kim et al., 2018). Recently, various printing methods have been in-
vestigated in food 3D printing manufacturing processes, such as hot
melt/room temperature extrusion, selective laser sintering, hot air
sintering, injection, and binder jetting printing. Among them, the ex-
trusion-based 3D printing method is the most commonly used in food
printing processes (Sun et al., 2018). Different to extrusion-cooking, the
food extrusion 3D printing is a digitally controlled and robotic con-
struction process for building up a complex 3D food object layer by
layer (Huang et al., 2013). The food extrusion 3D printing starts with
loading inks, extruding inks out of nozzle in a controlled manner,
moving the ink stream according to the programmed path, and forming
a complex structure by depositing layer by layer. The extrusion-based
printer consists of a digitally controlled multi-axis stage and one or
more extrusion units.
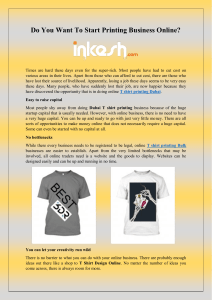
According to the extrusion mechanism, the extrusion unit can be
classified into syringe-based extrusion, screw-based extrusion and air
pressure driven extrusion (Sun et al., 2018). In the syringe-based ex-
trusion unit, the plunger is driven by a programmed stepper motor,
which provides a linear motion, pushing the food ink out of nozzle
(Fig. 1a). The extrusion rate can be easily adjusted by varying the speed
of motor. When the viscosity of food inks is too high, the motor requires
more power to extrude it. The syringe-based 3D food printer has been
widely applied into food printing processes and reported in many pre-
vious studies (Sun et al., 2018). On the other hand, the screw-based
feeding mechanism has been successfully applied in food printing
processes like nostoc sphaeroides biomass (An et al., 2019), mashed
potatoes (Liu et al., 2018b), fish surimi (Wang et al., 2018) and dough
(Yang et al., 2018b) 3D printing processes. In the extrusion tube, the
screw driven by a programmed motor continuously brings the ink
downwards from the cartridge and passes through the narrower tube
nozzle (Fig. 1b). However, the screw-based extrusion 3D printing
method has been reported not suitable for inks with high viscosity and
https://doi.org/10.1016/j.compag.2019.04.032
Received 13 August 2018; Received in revised form 8 April 2019; Accepted 23 April 2019
⁎
Corresponding author at: School of Food Science and Technology, Jiangnan University, 214122 Wuxi, China.
E-mail address: [email protected] (M. Zhang).
Computers and Electronics in Agriculture 162 (2019) 397–404
Available online 28 April 2019
0168-1699/ © 2019 Elsevier B.V. All rights reserved.
T

high mechanical strength which cannot achieve a proper extrusion for
good printing precision (Liu et al., 2017). The mechanism of air pres-
sure driven extrusion unit is similar to the syringe-based unit, where the
materials in the food ink cartridge is pushed by the air pressure pro-
duced by a pneumatic pump (Fig. 1c).
In food extrusion-cooking studies, the computational fluid dynamics
(CFD) and finite element meshing (FEM) are efficient ways to simulate
the fluid characteristics inside the extruder, used to understanding the
inside underlying mechanisms. Dhanasekharan and Kokini (2003) using
a computer simulation method to analyze a scale-up single screw ex-
trusion of wheat dough, for its mixing and heat transfer. Emin and
Schuchmann (2013) did numerical simulation of a twin screw extruder
for analyzing the dispersive mixing efficiency of the plasticized starch.
Singh Sushil and Muthukumarappan (2015) used the CFD and FEM to
design and analyze the extrusion process of Jatropha seeds by a single
screw extruder. As for extrusion-based 3D printing, the fluid char-
acteristic and underlying mechanisms are similar to the extrusion-
cooking. Numerical models of 3D printing have also been established
and widely studied. Woodfield et al. (2004) using the Hagen-Poiseuille
law established the flow of biomaterials through the nozzle. Khalil and
Sun (2007) studied the effect of the non-Newtonian fluid properties of
the gel material on the printing and forming process of the scaffold,
according to rheological theory. Li et al. (2009) established a numerical
model for the relationship between the volumetric velocity of gel and
the pore diameter and porosity of scaffold. Yang et al. (2019) used a
commercial numerical simulation software, named Pollyflow, studying
the fluid flow properties of lemon juice gel in the syringe for improving
the 3D printing process. However, to our knowledge, limited study is
found in the literature dealing with the simulation model of the screw-
based extrusion printer. The comparison of the fluid characteristic and
underlying mechanisms between screw-based and syringe-based ex-
trusion 3D food printer have not yet been documented and this study is
aimed to reveal this.
In this work, CFD models were developed to investigate and com-
pare the fluid characteristic of two 3D printing units. An experimental
3D printing study was also carried out for the comparison of two se-
lected 3D food printers.
2. Materials and methods
2.1. Computer simulation
A computational study was used to understand and compare the
flow field in the two selected extrusion-based 3D printing equipment.
The CFD simulations were performed using COMSOL Multiphysics
software (V4.3a, COMSOL Multiphysics, Burlinton, USA) which is a
commercially available software based on the FEM. In this work, the
rotating machinery feature and the laminar flow features in the CFD
Module were used to solve the fluid characteristic in the screw-based
extrusion 3D printing equipment and the syringe-based extrusion 3D
equipment, respectively.
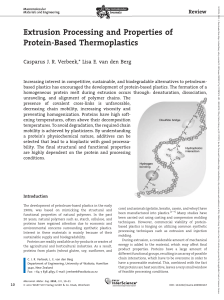
2.1.1. Physical model
The schematic diagram of the screw-based extrusion 3D printing
unit (SHINNOVE-D1, Shiyin co. LTD, Hangzhou, China) and the syr-
inge-based extrusion 3D printing unit (FSE 2, PORIMY co. LTD, Wuxi,
China) used in present work for experimental study and computational
study is shown in Fig. 2. Both types of printer consisted of a polar
configuration multi-axis stage and an extrusion unit. In screw-based
extrusion 3D printing equipment, food inks are added into the hopper
or reservoir, which is designed to have a large opening at the top for
material loading, and then an auger screw transports inks to the nozzle
for continuous printing. On the other hand, in the syringe-based ex-
trusion 3D printing equipment, food inks are stored in the syringe
cartridge and are pushed out of the nozzle by a syringe plunger driven
by a programmed stepper motor. To reduce the computation time, the
physical models of both extrusion tube and syringe were considered for
a length of 25 mm.
2.1.2. Basic assumptions governing equations and, initial and boundary
conditions
Mashed potatoes were used in this study as the ink for 3D printing.
The temperature during printing was maintained constant at 26
○
C. The
fluid was assumed an incompressible single-phase fluid with laminar
flow interface. The density and viscosity of the ink were 9800 kg/m
3
and 42,000 Pa s, respectively.
Boundary conditions and initial values assumed for the extrusion
process are listed below.
– The screw speed was assumed as constant (n= 2 r/s)
– The velocities of inlet were assumed as 0.04 m/s for syringe-based
printing equipment, 0 m/s for screw-based printing equipment. The
pressure of outlet of both these two printers was constant
(P= 101,325 Pa)
– The surface of screw was set as no slip. The wall of extrusion tube,
syringe and nozzle were also set as no slip.
– The initial values of velocities and pressures were 0 m/s and
101,325 Pa for both the syringe-based printing equipment and
screw-based printing equipment.
Fig. 1. Extrusion mechanisms: (a) syringe-based extrusion, (b) screw-based extrusion, and (c) air pressure driven extrusion.
C.-F. Guo, et al. Computers and Electronics in Agriculture 162 (2019) 397–404
398

The governing equations for a time-dependent single-phase fluid is
given by COMSOL as Eqs. (1) and (2).
+ = + + +
tu p µ
u(u· ) ·[ I ( u ( u) )] F
T
(1)
=· u 0
(2)
where ρis the density (kg/m
3
), uis the velocity vector (m/s), pis
pressure (Pa), Fis the volume force vector (N/m
3
), Tis the absolute
temperature (K). Eq. (1) is the equation for continuity, and Eq. (2) is the
momentum equation. These equations are applicable for the in-
compressible single-phase fluid which has a constant density, when the
temperature variations in the flow are small.
After meshing, the models consisted of 193,449 and 804,952 ele-
ments for syringe and extrusion tubes, respectively. The simulations
were performed on a PC with Intel (R) Core (TM) i5-7300 CPU @
2.60 GHz, 8.00 GB RAM with a Microsoft Windows 10, 64-bit operating
system. Based on the above hardware conditions, the two models in this
study need to run 92 s and 410,479 s respectively solving the result of
laminar flow for syringe and extrusion tube.
2.2. Printing experiments
2.2.1. Sample preparation
Potato flakes was purchased from Shanxi Sanlai Food Co. LTD
(Shanxi, China), and was determined for the content of moisture
(80.3 ± 0.6 g/kg) by AOAC 934.01, lipid (3.2 ± 0.2 g/kg) by AOAC
923.05, starch (684.6 ± 3.6 g/kg) by AOAC 979.10, and protein
(103.2 ± 2.1 g/kg) by AOAC 920.87.
2.2.2. 3D printing
Mashed potato in this experiment was prepared by using the potato
flakes with different ratios of water (potato flakes: water = 1:3, 1:4.5
and 1:6). Mixtures of potato flakes and water were stirred adequately,
then covered with a thin layer of cling wrap to avoid the moisture loss.
Fig. 2. Schematic diagrams of (a) syringe-based 3D printing equipment, (b) screw-based 3D printing equipment and CAD models for (c) syringe and (d) extrusion
tube.
C.-F. Guo, et al. Computers and Electronics in Agriculture 162 (2019) 397–404
399

Mixtures covered in containers were steamed at 100
○
C for 20 min,
until starches in Mashed potato were fully gelatinized. After steamed,
gelatinized mashed potato was cooled to 26
○
C to prepare for printing.
Both of the screw-based and syringe-based printers were controlled
by a computer installed with Repetier Host V2.0.5 and Slic3r software
(Hot-World GmbH & Co. KG, Willich, Germany). The printed model was
downloaded from internet as a stereolithography file (.stl), then loaded
into the Repetier Host software and sliced by the Slic3r software into G-
code. The printing head was controlled in X, Y and Z axis by the G-code.
A 1.0 mm diameter nozzle was used in this study for both screw-
based and syringe-based printers. The nozzle height, extrusion rate, and
nozzle movement speed for all printing experiments were all set at same
values according to pre-tests.
2.2.3. Rheological properties measurements
The rheological property of mashed potato was carried out by using
a hybrid rheometer (Discovery HR-3, DHR, TA Instruments, USA) in-
stalled with a parallel plate with diameter of 20 mm and a gap of
1000 μm at 25
○
C. Mashed potato samples were loaded in the gap and
were allowed to rest for 10 min before measurement to achieve a stable
measurement results. The storage modulus (G′) and viscous modulus
(G″) measurements were carried out by a dynamic oscillation frequency
analysis with 0.1% strain and with linear viscoelastic range with fre-
quency of 0.01–16 Hz. A sweep flow analysis was conducted at a shear
rate range from 0.001 to 10 1/s for obtaining viscosity property.
2.3. Data analysis
Data analysis was carried out with the SPSS 20.0 software (IBM,
Chicago, IL, USA). All experiments were performed in triplicates.
3. Results and discussion
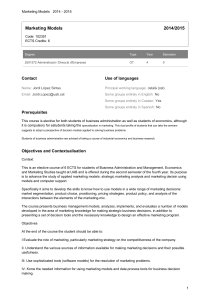
3.1. Simulated velocity profile
Velocity profile of syringe-based 3D food printer was simple top-
down laminar flow (Fig. 3a). The velocity of fluid in the cylinder was
relatively slow but uniformly distributed. Starting from the bottom part
of the syringe, the flow line concentrated towards the center and its
velocity gradually increased from the top to the bottom of the nozzle,
with a maximum velocity at the outlet of nozzle. This simple, top-down
flow field may cause an accumulation of dispersed phase in the multi-
phase ink at the junction of the cylinder and the nozzle. As shown in
Fig. 3b, the velocity profile of screw-based 3D food printer was com-
plex. High velocities were found around the screw, while fluids in
nozzle showed low velocities. Most of the fluid in extrusion tube pre-
sented rotating around the screw with higher velocities. Note that, a
vortex occurred at the top of nozzle, which can stir inks for a better
uniformity. These velocity profiles appeared in extrusion tube and
nozzle show a potential for the printing of non-homogenous (multi-
phases) inks, for example the mixture of solids and liquids.
As shown in Fig. 3c, the longitudinal velocity field distribution in
syringe-based 3D food printer was homogenous at the cylinder and
increased from top to bottom of the nozzle. Moreover, the velocity of
fluid in the nozzle gradually rose from the boundary to the center. This
signified that the velocity of inks at the exit distributed non-uniformity,
which may cause a jet expansion affecting the printing. On the contrast,
the longitudinal velocity field distribution in screw-based 3D food
printer was more complex than that in syringe-based printer (Fig. 3d).
High longitudinal velocities were found under the screw thread, while
some backflow occurred at the gap between walls and the screw flights.
For powder-feeding printing, for example chocolate printing, once the
molten materials flows back to the lower temperature region, it will
solidify and affect the overall printing process (Tseng et al., 2018).
Thus, reducing the gap between walls and the screw flight in the ex-
trusion tube can be an efficient way to improve the capacity of the
screw-based 3D food printer for high viscosity inks. Another way to
improve the extrusion performance is to reduce the viscosity of inks.
Whereas, this measure may result in a reduction in the mechanical
strength of inks, thereby reducing the precision of the extruded object
and its supporting capacity (Liu et al., 2018b). The syringe-based 3D
food printer is a better way to overcome the back flow issue in the
printing process of high viscosity inks (Vaezi and Yang, 2015). Liu et al.
(2017) also suggested that the syringe-based and air pressure-based
extrusion units are more suitable for the materials with high viscosity
and mechanical strength than screw-based extrusion unit. In another
note, the syringe-based and air pressure-based 3D food printer have
their natural drawbacks, for example the batch printing (Liu et al.,
2017). Screw printing can operate continuously as it enables to feed the
ink material through the inlet hopper.
3.2. Simulated shear rate distribution
The rheological and viscosity properties of inks are critical for a
precision and accuracy in printing (Godoi et al., 2016). Among these
parameters, the viscosity directly affects the ink extrusion effect. A
desirable low viscosity is crucial for providing a continuous extrusion
(Liu et al., 2017). Whereas, some edible inks, such as mashed potato,
fish surimi gel and lemon juice gel, are pseudoplastic or shear-thinning
fluids (Liu et al., 2018b; Wang et al., 2018; Yang et al., 2018a). The
shear rate distribution in extrusion tube/syringe is crucial for under-
standing the state of fluid, for example the viscosity, thus for better
control the extrusion process.
As shown in Fig. 4a, the shear rate of fluids in the syringe cartridge
distributed homogenously with a low value. High shear rate values
were found around the outlet of nozzle, rapidly increasing from top to
bottom. These high shear rates could decrease the viscosity of shear-
thinning inks to a relatively low value. Thus, the ink could be easily
ejected through the tiny nozzle outlet (Shastry et al., 2006). As for the
screw-based 3D food printer, most of the shear rate values were
homogenously distributed in the extrusion tube. Whereas, some high
shear rate values were found at the gap between walls and the screw
flight (Fig. 4b). This simulated result is similar with the previous si-
mulation study on screw extrusion (Singh Sushil and
Muthukumarappan, 2016). During extrusion, the screw spins rapidly to
provide a push for ink. As a consequent, inks at the gap will suffer a
high shear rate by the spinning flight. These high shear rates thin the
inks at the gap resulting in an idle turning of the screw.
3.3. Simulated pressure distribution
As shown in Fig. 5a, the pressure distributed homogenously in the
cylinder of syringe-based 3D food printer, while decreased rapidly near
the outlet of nozzle. The pressure gradient between the nozzle and the
cylinder ensured that the ink can be extruded smoothly. Inks in cylinder
suffered the highest pressure among the printer, which is directly ap-
plied through the plunger of syringe. For printing the inks with high
viscosity, higher power needs to be applied to the motor of printer (Sun
et al., 2018). For screw-based 3D food printer, the pressure distributed
homogenously in the nozzle. However, some negative pressure values
were found above the screw flight at the top of the extrusion tube
Fig. 5b. This negative pressure forms a pressure gradient with atmo-
spheric pressure, allowing the ink to be fed continuously from the
hopper. However, the pressure of fluids in extrusion tube increased
from top and was found highest at the bottom of the extrusion tube and
nozzle. This simulated result indicated that a backflow may happen
when the pressure at the nozzle point is too high which corresponds
with the results of simulated velocity mentioned above. From the
C.-F. Guo, et al. Computers and Electronics in Agriculture 162 (2019) 397–404
400

pressure contour of the surface of the extrusion tube and the screw, the
pressure experienced by screw was higher than walls of tube, while
significantly lower than that of fluids in extrusion tube (Fig. 5b). Dif-
ferent to syringe-based extrusion, the screw suffers lower pressure than
the plunger of syringe-based extrusion. Ignoring the problem of the
backflowing issue of inks, the motor of a screw-based printer requires
lesser power than that of syringe-based printer.
3.4. 3D printing experiment
The rheological properties of mashed potato with different water
content are shown in Fig. 6a. The viscosity of mashed potato was de-
creased with the increasing of shear rate which is similar with the
previous studies (Liu et al., 2018a). This suggested that the mashed
potato used in this study was pseudoplastic shear-thinning fluids (Yang
et al., 2018a). Furthermore, the viscosity of mashed potato was de-
creased with the increasing of water content. Both of the storage
modulus (G′) and loss modulus (G″) decreased with the increasing of
the water content of mashed potato (Fig. 6b). This result indicated that
the mechanical strength of mashed potato was highest at the lowest
water content (potato flakes: water = 1:3), decreasing with the addi-
tion of water (Liu et al., 2018b).
An experimental printing test was carried out by both screw and
syringe-based 3D food printers. The printing profile is shown in Table 1.
Both of the mashed potato formulated with 1:3 and 1:4.5 (potato flakes:
water) were successfully extruded by the syringe-based printer, while
Fig. 3. Simulated velocity (m/s) profile of (a) syringe-based 3D food printer, (b) screw-based 3D food printer and longitudinal velocity field of (c) syringe-based 3D
food printer, (d) screw-based 3D food printer.
C.-F. Guo, et al. Computers and Electronics in Agriculture 162 (2019) 397–404
401
 6
7
8
6
7
8
1
/
8
100%