Mise en forme des métaux : Procédés et techniques
Telechargé par
karimi Mohammed Lamine

Mise en forme des métaux
Dr Rezini Page 1
Les procédés de mise en forme des matériaux métalliques
PARAMETRES ET CRITERES :
L'organisation des procédés de mise en forme se présente en fonction du cahier des charges et du
coût final (Prix de revient) de la pièce fabriquée = la somme des coûts des ressources utilisées.
Les inputs ou entrées pour le output de fabrication d’une pièce :
Les techniques de mise en forme des matériaux ont pour objectif de donner une forme déterminée
au matériau tout en lui imposant une certaine géométrie, afin d'obtenir un objet ayant
les propriétés souhaitées.
Pour les métaux les principaux procédés sont :
- Fonderie : cette technique consiste à fondre et à couler le métal dans un moule.
- Frittage : permet de consolider la poudre sous l'action de la chaleur et la rend ainsi compacte.
- Usinage : famille de techniques de fabrication de pièces par enlèvement de copeaux ; par
enlèvement de matière.
- Forgeage : consiste à déformer, par choc ou par pressage entre deux outils, une masse métallique
rendue malléable par chauffage. (Produits volumiques)
- Emboutissage : permet d'obtenir, à partir d'une feuille de tôle mince, un objet dont la forme est
non développable. (Produits plats)

Mise en forme des métaux
Dr Rezini Page 2
REMARQUE :
Pour tous les procédés de fabrication de pièces SOLIDES, la mise en forme est réalisée à partir de
métaux à l’état SOLIDE :
EXCEPTIONS : (Fonderie/moulage, Frittage, Impression 3D)
A. LA FONDERIE : Technique et industrie de la fabrication des pièces en métal fondu et coulé dans des
moules ou lingotières. Fabrication des produits métalliques semi-finis ; en coulée continue :

Mise en forme des métaux
Dr Rezini Page 3
LES PRODUITS SEMI-FINIS : Les produits semi-finis ou intermédiaires sont des produits parvenus à
l’un des stades de leur fabrication, et qui sont destinés à entrer dans une nouvelle phase du
processus de production (fabrication).
B. LE MOULAGE est l'action de prendre une empreinte (du modèle) qui servira ensuite de moule dans
lequel sera versé un métal et qui permettra le tirage ou la production en un ou plusieurs
exemplaires d'un modèle.

Mise en forme des métaux
Dr Rezini Page 4
Le moulage (à chaud) utilise la fusion des métaux que l'on laisse solidifier dans un moule.
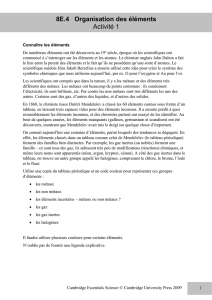
1) INJECTION (MOULAGE SOUS PRESSION)
La plupart des petites pièces de formes complexes en aluminium, zinc ou magnésium sont faits par
moulage sous pression.
Dans ce procédé, le métal fondu est injecté sous haute pression dans un moule métallique par un
système de carottes et de canaux.
La pression est maintenue jusqu'à ce que la pièce soit solidifiée, alors, le moule s'ouvre et la pièce
est éjectée.
Les moules sont usinés avec précision dans des aciers résistants à la chaleur et sont refroidis par
eau pour accroître leur durée de vie.

Mise en forme des métaux
Dr Rezini Page 5
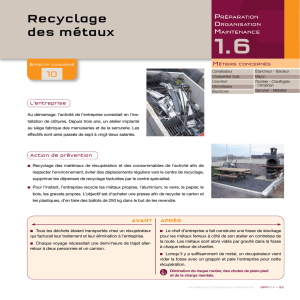
2) MOULAGE EN COQUILLE PAR GRAVITE
Dans la FONDERIE EN MOULE PAR GRAVITE ou FONDERIE EN MOULES PERMANENTS
(COQUILLES), on verse par gravité le métal fondu dans un moule en métal jusqu’à ce qu’il se solidifie.
On ouvre alors le moule et on en retire la pièce. Le moule est généralement fait en fonte de fer mais
on peut également utiliser des aciers à bas taux de carbone et des aciers pour moules. Les moules
peuvent être de construction relativement simple et produits en deux moitiés. On peut utiliser des
noyaux en métal ou en sable pour faire les détails internes. Les formes sont relativement simples
avec des noyaux simples et des épaisseurs de parois assez uniformes. On peut mécaniser
(automatique) ce procédé.
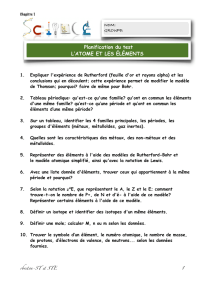
3) MOULAGE AU SABLE
Dans la fonderie au sable vert, un mélange de sable et d'argile est compacté dans un moule en
deux parties autour d'un modèle qui a la forme de l'objet à couler. Le modèle est enlevé pour
laisser la cavité dans laquelle le métal est versé. On utilise des modèles bon marché en bois, avec
des canaux de coulée et des risers qui leur sont attachés lorsque la taille de la série est petite et le
procédé est manuel mais ceci est lent et requiert beaucoup de main d'œuvre.
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
1
/
59
100%