12.5 TOLERANCE (cycle 32, DIN/ISO: G62)

HEIDENHAIN iTNC 530 315
12.5 TOLERANCE (cycle 32, DIN/ISO: G62)
12.5 TOLERANCE (cycle 32,
DIN/ISO: G62)
Fonction du cycle
Avec les données du cycle 32, vous pouvez influer sur le résultat de
l’usinage UGV au niveau de la précision, de la qualité de surface et de
la vitesse, à condition toutefois que la TNC ait été adaptée aux
caractéristiques spécifiques de la machine.
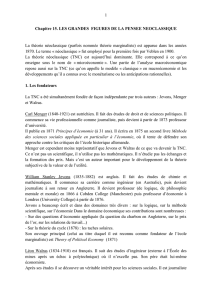
La TNC lisse automatiquement le contour compris entre deux
éléments quelconques (non corrigés ou corrigés). L'outil se déplace
ainsi en continu sur la surface de la pièce tout en épargnant la
mécanique de la machine. La tolérance définie dans le cycle agit
également pour les déplacements sur les arcs de cercle.
Si nécessaire, la TNC réduit automatiquement l'avance programmée
de telle sorte que le programme soit toujours exécuté „sans à-coups“
par la TNC à la vitesse la plus élevée possible. Même lorsque la TNC
se déplace à vitesse réduite, la tolérance que vous avez définie est
systématiquement conservée. Plus la tolérance que vous définissez
est grande et plus la TNC sera en mesure de se déplacer rapidement.
Le lissage du contour engendre un écart. La valeur de cet écart de
contour (tolérance) est définie par le constructeur de votre machine
dans un paramètre-machine. Vous modifiez la tolérance prédéfinie à
l'aide du cycle 32.
X
Z
T
La machine et la TNC doivent avoir été préparées par le
constructeur de la machine. Le cycle peut être bloqué.

316 Cycles : fonctions spéciales
12.5 TOLERANCE (cycle 32, DIN/ISO: G62)
Influences lors de la définition géométrique dans
le système de FAO
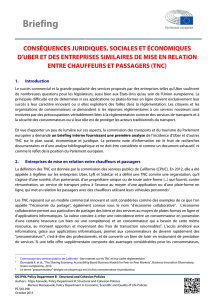
Lors de la création externe du programme sur un système de FAO, le
paramétrage de l'erreur cordale est déterminant. Avec l'erreur cordale,
on définit l'écart max. autorisé d'un segment de droite par rapport à la
surface de la pièce. Si l’erreur cordale est égale ou inférieure à la
tolérance T introduite dans le cycle 32, la TNC peut alors lisser les
points du contour, à condition toutefois de ne pas limiter l'avance
programmée par une configuration-machine spéciale.
Vous obtenez un lissage optimal du contour en introduisant la
tolérance dans le cycle 32 de manière à ce qu’elle soit comprise entre
1,1 et 2 fois la valeur de l'erreur cordale du système de FAO.
X
Z
T
S
CAM TNCPP

HEIDENHAIN iTNC 530 317
12.5 TOLERANCE (cycle 32, DIN/ISO: G62)
Attention lors de la programmation!
Avec de très faibles valeurs de tolérance, la machine ne
peut plus usiner le contour „sans à-coups“. Les „à-coups“
ne sont pas dus à un manque de puissance de calcul de la
TNC mais au fait qu'elle accoste les transitions de contour
avec précision. Pour cela, elle doit réduire dans certains
cas la vitesse de manière drastique.
Le cycle 32 est DEF-actif, c'est-à-dire qu'il est actif dès sa
définition dans le programme.
La TNC annule le cycle 32 lorsque
vous redéfinissez le cycle 32 et validez la question de
dialogue Tolérance avec NO ENT
vous sélectionnez un nouveau programme avec la
touche PGM MGT
Lorsque vous avez annulé le cycle 32, la TNC active à
nouveau la tolérance configurée dans le paramètre-
machine.
La valeur de tolérance T introduite est interprétée par la
TNC en millimètres dans un programme MM, et en
pouces dans un programme Inch.
Si vous importez un programme avec un cycle 32 où ne
figure que la tolérance T dans le cycle, la TNC écrit la
valeur 0 dans les deux paramètres suivants.
En règle générale, lorsqu'on augmente la tolérance, le
diamètre du cercle diminue pour les trajectoires
circulaires. Si le filtre HSC est activé sur votre machine
(poser éventuellement la question au constructeur de la
machine), le cercle peut être encore plus grand.
Lorsque le cycle 32 est actif, la TNC indique dans
l'affichage d'état (onglet CYC) les paramètres du cycle 32.

318 Cycles : fonctions spéciales
12.5 TOLERANCE (cycle 32, DIN/ISO: G62)
Paramètres du cycle
UTolérance T : écart de contour admissible en mm (ou
en pouces pour programmes inch). Plage
d’introduction 0 à 99999,9999
UMODE HSC, finition=0, ébauche=1: Activer le filtre:
Valeur d'introduction 0 :
Fraisage avec précision supérieure. La TNC
utilise des réglages de filtre de finition définis en
interne
Valeur d'introduction 1 :
Fraisage avec vitesse d'avance supérieure. La
TNC utilise des réglages de filtre d'ébauche définis
en interne
UTolérance pour axes rotatifs TA: Ecart de position
admissible des axes rotatifs en degrés avec M128
active (FONCTION TCPM). Lors de déplacements sur
plusieurs axes, la TNC réduit toujours l'avance de
contournage de manière à ce que l'axe le plus lent se
déplace à l'avance maximale. En règle générale, les
axes rotatifs sont bien plus lents que les axes
linéaires. En introduisant une grande tolérance (par
ex. 10°), vous pouvez diminuer considérablement le
temps d'usinage sur plusieurs axes car la TNC n'est
pas toujours obligée de déplacer l'axe rotatif à la
position nominale donnée. Ainsi, le contour n'est pas
endommagé à cause d'une tolérance pour les axes
rotatifs. Seule la position de l'axe rotatif par rapport à
la surface de la pièce est modifiée. Plage
d'introduction 0 à 179,9999
Exemple : Séquences CN
95 CYCL DEF 32.0 TOLÉRANCE
96 CYCL DEF 32.1 T0.05
97 CYCL DEF 32.2 MODE HSC:1 TA5
1
/
4
100%