MTH 2301 Méthodes statistiques en ingénierie ∑ C

1
MTH 2301 Méthodes statistiques en ingénierie
Chapitre 4 Lois discrètes
Loi binomiale
Loi de Poisson
Loi hypergéométrique
Applications : contrôle (maîtrise) statistique de la qualité
SQC Statistical Quality Control
a) introduction au SPC - cartes de contrôle
carte np - carte p - carte c - carte u
b) contrôle de la qualité des lots
Plans d’échantillonnage pour accepter ou rejeter des lots
Bernard CLÉMENT, PhD
2
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
définition
X= nombre de succès dans une suite de n essais de Bernoulli indépendants
avec une probabilité commune de succès de θ
X ila v.a de Bernoulli associée au i ème essai i = 1, 2, …, n
X i= 1 avec probabilité θou X i = 0 avec probabilité 1 - θ
X1, X2,…, X nsont indépendantes,
X = ∑X iest appelée une variable aléatoire binomiale (loi binomiale)
notation : X ~ b( n, θ):X suit une loi binomiale de paramètres ( n, θ)
f onction de masse Statistica : BINOM( x ; θ; n)
f (x) = P(X = x) = Cnxθx(1- θ) n – x x = 0 , 1 , …., n
fonction de répartition Statistica : IBINOM( x ; θ;n)
x
F(x) = P(X ≤x) = ∑Cnkθk( 1- θ) n - k
k = 0
moyenne - variance – écart type
E[X] = n θVar[X] = n θ( l - θ) ET[X] = [n θ( l - θ) ] 0,5
L O I B I N O M I A L E
3
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
n: taille de l’échantillon - paramètre contrôlable connu
θ : paramètre généralement inconnu
comment estimer θ ?
réponse : l’estimation de θ est θ= X / n
où X = nombre succès en n essais de Bernoulli
remarque :le symbole au dessus d’un paramètre indique une estimation
propriétés
a) erreur systématique = écart entre θet E ( θ)
^
= E ( θ) - θ= E ( X / n ) – θ= ( E(X) / n ) - θ= ( n θ/ n) - θ= 0
b) erreur aléatoire = Var ( θ)
= Var( θ) = θ( 1 – θ) / n ≤0,25 / n pour tout θ
remarque : les notions de l’estimation seront développées au chapitre 6
L O I B I N O M I A L E
4
MTH 2301 Méthodes statistiques en ingénierie
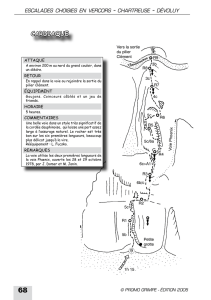
Bar/Column Plot (ch3.sta 10v*31c)
binom
024 6 8 1012141618202224262830
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
0.16
0.18
Bar/Column Plot (ch4-V5.sta 10v*101c)
BINOM-2
1357911131517192123252729
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
0.16
Bar/Column Plot (ch4-V5.sta 10v*101c)
BINOM-3
135 7 9 11 13 15 17 19 21 23 25 27 29
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.20
Bernard CLÉMENT, PhD
Bar/Column Plot (ch4-V5.sta 10v*101c)
BINOM-4
1 8 15 22 29 36 43 50 57 64 71 78 85 92 99
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
Bar/Column Plot (ch4-V5.sta 10v*101c)
BINOM-5
1 9 17 25 33 41 49 57 65 73 81 89 97
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
Bar/Column Plot (ch4-V5.sta 10v*101c)
BINOM-6
1917
25 33 41 49 57 65 73 81 89 97
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
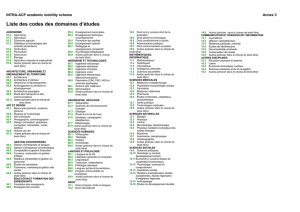
n =30 θ=0,3 n=30 θ=0,5 n=30 θ=0,9
n=100 θ=0,3 n=100 θ=0,5 n= 100 θ=0,8
L O I B I N O M I A L E (n , θ=theta)

5
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
L O I de P O I S S O N
Épreuve consiste à recenser le nombre de ‘’succès’’ relatifs à des événements
répartis dans le temps ou la masse ou l’espace.
Nombre d’essais n’est pas fixé à l’avance comme dans les essais de Bernoulli
Événements sont étudiés en tant que « présence » (ou ‘’apparition’’) sur un
intervalle continu : on compte le nombre d’apparition d’un événement spécifique.
Exemple: la présence d’un défaut sur une pièce fabriquée.
Définition (conditions) si
1. Stationarité : la probabilité d’une occurrence sur une unité d’épreuve
est la même pour toutes les unités;
2. Indépendance : le nombre d’occurrence sur une unité est indépendant
du nombre d’occurrence sur les autres unités
X = nombre d’occurrence est soumise à une loi de Poisson de paramètre λ
On écrit X ~ Poi (λ)
Fonction de masse
pX( x ) = e –λλx / x ! x= 0, 1, 2, ….
6
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
L O I de P O I S S O N
Fonction de répartition k=x
F (x ) = ∑e –λλk/k !
k=0
Moyenne - variance - écart type
moyenne = E (X ) = λVar ( X ) = λET ( X ) = λ0,5
Un critère essentiel pour une distribution Poisson
moyenne = variance
Ce critère seul n’est pas suffisant pour caractériser la distribution Poisson.
Les conditions (page 5) doivent être vérifiées mais cela n’est pas
facile en pratique.
Les tests d’ajustement à une distribution (Poisson et autres) seront vus
au chapitre 7 pour traiter cette question.
7
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
L O I de P O I S S O N
Exemples
•nombre d’appels téléphoniques que reçoit un central particulier
durant une période de temps (durant une heure par exemple)
•nombre d’accidents qui surviennent pendant l’heure de pointe à une intersection
• nombre de défauts dans un rouleau de papier, rouleau de tissus, une
plaque de métal ,…… (la surface est constante d’un échantillon à l’autre)
Important
- les conditions d’observation constituent une « fenêtre »
- définir précisément et maintenir constante
- le nombre d’occurrences est proportionnel à cette fenêtre
8
MTH 2301 Méthodes statistiques en ingénierie
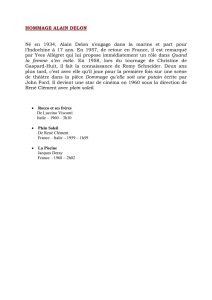
Bar/Column Plot (ch4-V5.sta 15v*101c)
POI-1
12345678910
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
Bar/Column Plot (ch4-V5.sta 15v*101c)
POI-5
1 3 5 7 9 11 13 15 17 19
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.20
Bernard CLÉMENT, PhD
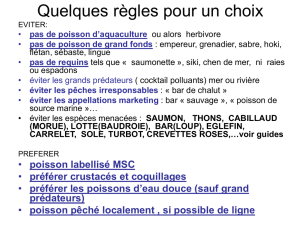
L O I de P O I S S O N
Bar/Column Plot (ch4-V5.sta 15v*101c)
POI-20
1 4 7 1013161922252831343740
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
lambda = 1
lambda = 5
lambda = 20

9
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
L O I de P O I S S O N
Exemple 1 : tissus en longueur de 50 mètres de long.
rouleaux contiennent (en moyenne) 2 zones inutilisables.
On veut des longueurs de 10 mètres sans défauts.
Achèteriez vos tissus de ce fabricant ?
Solution : hypothèses d’indépendance + probabilité proportionnelle surface
+ unité surface assez petite alors une seule occurrence
Si oui, le processus est Poissonnien avec λ= 2 sur 50 mètres
Sur 10 mètres, le processus est Poissonnien avec lambda = 2 / 5 = 0,4
On cherche P ( X = 0 ) = e –0,4 (0,4) 0/ 0! = 0,67
Quelle votre décision ? ………
10
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
L O I d e P O I S S O N
Exemple 2 : un composant critique d’une machine brise, en moyenne,
λfois par période de temps. Combien ( k ) de composants devraient-on
stocker afin de s’assurer, avec une probabilité d’au moins de 1 – α
(α= 0,05 et 0,01) de pouvoir faire les remplacements nécessaires en cas
de bris sans attendre la livraison de nouveaux composants ?
Solution : X nombre total de bris du composant
On suppose que X suit une loi de Poisson avec paramètre λ
à résoudre : x=k
P( X ≤k ) = ∑e –λλx/ x ! = 1 - αk = ?
x=0
Quelques valeurs ( λ, α) - utilisation de la fonction de répartition
λ0.5 1 2 5_____
α0,05 0,01 0,05 0,01 0,05 0,01 0,05 0,01_
k 3 4 4 5 5 6 10 12
11
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
L O I d e P O I S S O N
Résultat : addition de variables Poisson
Soit X 1, X 2, …, X kdes variables aléatoires indépendantes de
loi Poisson de paramètres λ1,, λ2, …, λkrespectivement.
Alors Y = ∑X iest une variable de loi Poisson de
paramètre λoù λ= ∑λi
Résultat : approximation d’une loi binomiale par une loi de Poisson
Si n ≥100 ET θ≤0.10 ET n θ≤10 alors
on peut approximer la loi binomiale ( n, θ)
par une loi de Poisson de paramètre λ= n θ
12
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
L O I d e P O I S S O N
Exemple 3:confection de vêtements plein air : V = R + P + D
- Revêtement extérieur ( R) + Pellicule imper ( P ) + Doublure iso (D)
- 2 fournisseurs : fournisseur A et fournisseur B
- vêtement = pantalon + anorak
- pantalon exige 3 m. Anorak exige 2 m.
Questions : 1. variables suivent-elles une loi Poisson ?
2 . Calculer la probabilité que l’ensemble pantalon + anorak
a) soit sans défectuosité ( X =0) ?
b) ait au plus une défectuosité ( X ≤1) ?
avec les tissus du fournisseur A
tableau : nombre de défectuosités – 6 variables
(données page suivante)

13
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
133411
20
230222
19
243113
18
022102
17
321412
16
043401
15
344110
14
341000
13
402422
12
332454
11
412232
10
003424
9
121634
8
203346
7
121221
6
442431
5
134011
4
110134
3
011204
2
204211
1
D-BP-BR-BD-AP-AR-A
Exemple 3 : suite
Nombre de défectuosités
rouleau de 50 mètres
R = Revêtement
P = Pellicule imperméable
D = Doublure
A : fournisseur A
B : fournisseur B
R-A : revêtement fourn. A
P-A : pellicule fourn. A
D-A : doublure fourn. A
R-B : rev. fourn. B
P-B : pell. fourn . B
D-B : doub. fourn B
14
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
L O I d e P O I S S O N
Exemple 3 : suite
1. loi de Poisson ? R-A P-A D-A R-B P-B D-B
Moy 2,25 1,75 2,55 2,10 2,15 1,85
Var 2,60 1,99 2,68 1,57 2,24 1,92
R-B ne semble pas suivre une loi de Poisson
2. Fournisseur A
lambda Anorak Panalon total
R (2/ 50)*2,25 (3/50)*2,25 0,225
P (2/ 50)*1,75 (3/ 50)*1,75 0,175
D (2/ 50)*2,55 (3/ 50)*2,55 0,255
total 0,262 0,393 0,655
a) P ( X = 0, lambda = 0,655 ) = 0,5194
b) P ( X ≤1, lambda = 0,655 ) = 0,5194 + 0,3402 = 0,8594
15
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
L O I H Y P E R G É O M É T R I Q U E
Définition lot de N articles dont D articles sont non conformes
et N – D articles sont conformes
échantillonnage (sans remise ) de n articles
X = nombre d’articles conformes dans l’échantillon
X suit une loi hypergéométrique H (n ; N ; D)
Fonction de masse f (x ) = CDxC N – Dn – x / C Nnx = 0, 1, … , n
Moyenne = E( X) = n D / N
Variance = Var(x) = n D ( N – D ) ( N - n ) /( N ( n – 1 ) )
Approximation par une loi binomiale
Si n / N ≤0,05 et θ= D / N alors
H ( n ; N ; D ) ≈b( n ; θ)
16
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
L O I H Y P E R G É O M É T R I Q U E
Exemple :N = 1000 D = 50 n = 20
[ 50 ! / ( 0 ! 50 ! ) ] x [ 950 ! / ( 20 ! 930 ! ) ]
P ( X = 0 ) =
1000 ! / ( 20 ! 980 ! )
= 950 x 949 x …….. x 931_
1000 x 999 x ………x 981
= 0,3549
approximation par loi binomiale : θ= 50 / 1000 = 0,05 n = 20
P ( X = 0 ) = θ0 ( 1 – θ) 20 = 0,95 20 = 0,3585

17
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
APPLICATIONS : introduction au Contrôle Statistique de la Qualité (CSQ)
méthodes du CSQ
•les plans d’échantillonnage pour accepter/ refuser lot de produits sur la
base d’un échantillonnage : « Acceptance Sampling »
-chapitre 4 : introduction
•la maîtrise statistique des processus : « SPC » ou « CSP »
cartes de « contrôle » (= comportement) des processus : normal ou anormal ?
-chapitre 4: exemples -chapitre 8 : développements détaillés
•l’analyse de capacité (chapitre 10)
•la planification d’expériences : DOE – Taguchi
•l’analyse processus de mesure ( chapitre 9)
•autres : fiabilité – Quality Function Deployment ( QFD )
18
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
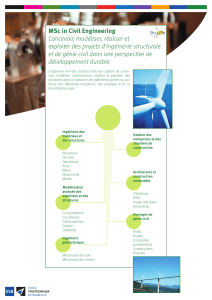
Brève introduction aux cartes de contrôle
RESSOURCES
APPROVISIONNEMENT
MATÉRIAUX
ÉQUIPEMENTS
PERSONNEL
ENVIRONNEMENT
PROCESSUS
étapes
méthodes
procédures
PRODUIT
ou
SERVICE
PARAMÈTRES
MESURABLES
et
CONTRÔLABLES
VALEUR
AJOUTÉE
CARACTÉRISTIQUES
CRITIQUES
pour la
QUALITÉ :
- MESURES
-COMPTAGES
-ATTRIBUTS
X1, X2, X3,…Y
Fonction de
transfert f
Y =f (X1, X2,..)
cartes de contrôle s’appliquent
à ces variables Y
19
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
Brève introduction aux cartes de contrôle : cartes attributs / comptages
carte n p et carte p : base loi binomiale
carte c et carte u : base loi Poisson
Le BUT de la carte est de signaler la présence d’une « cause spéciale »
qui a produit un changement important dans comportement statistique du
processus.
Remarque : p représente le paramètre θde la loi binomiale
c représente le paramètre λde la loi Poisson
Carte ATTRIBUT
p : fraction de pièces non-conforme échantillon de n pièces
( n peut être variable)
n p : nombre de pièces non conforme échantillon de n pièces
( n est fixe)
Carte COMPTAGES
c : nombre de non conformités (aire d'opportunité fixe)
u : nombre de non conformités (aire d'opportunité variable)
20
MTH 2301 Méthodes statistiques en ingénierie
Bernard CLÉMENT, PhD
Brève introduction aux cartes de contrôle : cartes attributs / comptages
carte p np c u
n variable constant constant variable
LIMITES de CONTRÔLE STATISTIQUE : en général
règle 3 sigma de Shewhart ( inventeur des cartes)
Ligne Centrale CL = moyenne
Limite Supérieure UCL = moyenne + 3 * (variabilité)
Limite Inférieure LCL = moyenne - 3 * (variabilité)
Formules limites de contrôle : attributs et comptages
carte n p : n p bar ± 3 [ n p bar ( 1 – n p bar ) ] 0.5
carte p : p bar ± 3 [n p bar ( 1 – n p ba r ) / n i]0.5
carte c : c bar ± 3 ( c bar ) 0.5
carte u : u bar ± 3 ( c bar / n i) 0.5
Remarque : bar représente l’opération de faire la moyenne arithmétique
 6
7
8
9
6
7
8
9
1
/
9
100%