C.A.P.E.T. INTERNE ET C.A.E.R. GÉNIE ÉLECTRIQUE OPTION

6
C.A.P.E.T. INTERNE ET C.A.E.R. GÉNIE ÉLECTRIQUE
OPTION : ÉLECTROTECHNIQUE ET ÉNERGIE
Section génie électrique
Épreuve écrite d’admissibilité
Durée : 6 heures. Coefficient : 1
Étude d’un système technique et/ou d’un processus technique et/ou d’un équipement : épreuve spécifique à
chacune des trois options.
Cette épreuve à caractère technologique prend appui sur un système technique et/ou un processus technique et/ou un
équipement.
Elle permet d’évaluer les connaissances scientifiques et techniques du candidat et sa capacité à les mobiliser pour
résoudre un problème technique.
La documentation technique fournie au candidat peut comprendre notamment :
- un dossier de description et de spécification de tout ou partie d’un système technique et/ou d’un processus
technique et/ou d’un équipement ;
- des schémas, graphes et représentations diverses précisant l’organisation structurelle et/ou fonctionnelle et/ou
temporelle du système technique et/ou du processus technique et/ou de l’équipement étudiés ;
- des informations sur le processus et les procédés associés ;
- des caractéristiques techniques et des données numériques résultant de calculs et des simulations
informatiques ;
- des propositions de modification d’éléments du cahier des charges.
Il peut être demandé au candidat :
- de conduire l’analyse de tout ou partie du système étudié ou du processus ou de l’équipement et de le modéliser
totalement ou partiellement ;
- d’effectuer des calculs de prédétermination ;
- d’exploiter des résultats de simulation ou de calculs informatiques ;
- de proposer, en réponse à une modification du cahier des charges, des évolutions architecturales du système
et/ou des solutions constructives permettant de satisfaire aux nouvelles fonctions ;
- d’analyser un produit, un moyen de production ou un service afin d’en optimiser certaines fonctions relatives
au génie électrique.
L’épreuve permet d’évaluer :
- les connaissances scientifiques et techniques du candidat ;
- la qualité des analyses conduites et la pertinence du choix des modèles utilisés ;
- l’exactitude des résultats ;
- la pertinence et la cohérence des solutions proposées ;
- la qualité graphique des documents produits, la rigueur du vocabulaire technique, le respect des normes et
conventions de représentation ;
- la clarté et la rigueur de l’expression écrite et de la composition.

7
Épreuve pratique et orale d’admission
Durée : 8 heures. Coefficient : 2
Exploitation pédagogique de travaux pratiques : épreuve spécifique à chacune des trois options.
Cette épreuve permet d’évaluer les savoirs et savoir-faire caractéristiques des champs technologiques de l’option
concernée et de les exploiter à des fins d’enseignement.
Le sujet proposé nécessite la mise en œuvre de tout ou partie d’un système technique au travers d’une activité de
travaux pratiques.
Le candidat est conduit à :
- analyser et mettre en œuvre le travail pratique demandé ;
- évaluer la qualité des résultats obtenus ;
- à partir du travail pratique réalisé, proposer une exploitation pédagogique, spécifique de l’option concernée, et
se référant au programme de sciences et techniques industrielles d’une classe de second cycle technologique de
lycée précisée par le jury ; cette exploitation pédagogique peut comprendre une ou plusieurs séquences
d’enseignement ; elle doit permettre au candidat de :
• définir les objectifs de l’exploitation pédagogique qu’il propose ;
• situer sa ou ses séquences d’enseignement dans la progression de l’année ;
• justifier les choix pédagogiques retenus (cours, travaux pratiques, travaux dirigés, modes d’organisation
et stratégies) pour atteindre les objectifs fixés ;
• préciser les documents utilisés par le professeur, ceux qui sont remis aux élèves ainsi que les matériels et
équipements utilisés ;
• indiquer les modalités d’évaluation prévues.
L’épreuve permet d’évaluer :
- la pertinence de l’organisation proposée ;
- la maîtrise des savoirs et savoir-faire caractéristiques du champ technologique concerné ;
- le niveau de la réflexion pédagogique conduite par le candidat ;
- la connaissance des contenus d’enseignement et des finalités de la discipline et de la spécialité ;
- la qualité des documents techniques produits ;
- les qualités d’expression et de communication.

9
SUJET : PRESENTATION
La société Eurinter :
La société Eurinter fait partie du groupe P.U.M. et traite environ 188 000 tonnes d’acier par
an, dont les deux tiers sont parachevées à l’usine de REIMS. La matière première est consti-
tuée de bobines de tôles d’acier enduites d’un revêtement métallique ou organique. Les aciers
à revêtement métallique (tôles galvanisées ou électrozinguées) sont essentiellement destinés à
l’industrie du bâtiment (structures de cloisons intérieures ou de plafonds); les aciers à revête-
ment organique sont utilisés pour la réalisation de luminaires, capotages, habillages extérieurs
de bâtiments, etc.
Les 128 000 tonnes parachevées à Reims sont soit refendues (81 000 T) soit conditionnées
en tôles, tôles ondulées et flancs (47 000 T). Les tôles refendues sont destinées pour 80% à
l’industrie du profilage, le reste est traité par découpage ou emboutissage.
La ligne de refendage R25 :
La progression du marché est actuellement
de 15 à 20% par an. C’est pourquoi Eurinter a dé-
cidé il y a deux ans d’augmenter ses capacités de
production en investissant dans une nouvelle ligne
de refendage, la R25. Conformément à la de-
mande des clients, il est possible aujourd’hui de
traiter des bobines de tôle d’acier, de 0,2 à
2,5 mm d'épaisseur, de 30 à 1 600 mm de largeur,
de 2 m de diamètre, d'une masse de 25 tonnes.
L’implantation et l'alimentation en énergie de la
R25 tiennent compte d’éventuelles futures exten-
sions.
Le refendage consiste à cisailler des tôles d’acier dans le
sens de la longueur, afin d’obtenir des bobines d’acier plus étroi-
tes, aux caractéristiques dimensionnelles précises et qui seront
utilisées dans des domaines aussi variés que l’électroménager, la
construction automobile ou le bâtiment.
La ligne de refendage R25 peut produire jusqu’à 32 bandes
refendues dans une bobine.
Figure 1: Tôle en cours de refen-
dage

10
Fonctionnement de la ligne de refendage :
Les bobines sont déposées sur le carrousel de
chargement, puis prélevées une à une du chariot de
chargement et positionnées sur le mandrin de la dé-
rouleuse. Une fois la bobine centrée, la tête de la tôle
est dégagée par l’ongle ouvre spire, la dresseuse en
modifie le pli.
Par suite, la tôle est éboutée à l’aide de la cisaille
d’éboutage, les tronçons de tôle expulsés vers un bac
de ferraillage. Le guide-bande achemine la tôle en di-
rection de la cisaille circulaire et la maintient au centre
de la ligne.
La cisaille circulaire coupe la tôle, et dérive en
même temps les bords extérieurs de la bande.
Les tôles découpées sont ensuite ache-
minées par le rouleau pinceur et presseur,
tendues et alignées, puis freinées pour facili-
ter leur enroulement sur le mandrin de l'en-
rouleur.
Les produits finis sont prélevés sur le mandrin de l’enrouleur par le chariot de décharge-
ment et dirigés vers la ligne de conditionnement, où ils sont préparés pour l’expédition.
Fi
gu
r
e
2:
Ca
rr
ouse
l
de
c
h
a
r
ge
m
e
n
t
Figure 3: Assemblage des lames
de la cisaille circulaire
Figure 4: Enrouleur

11
SUJET : QUESTIONNEMENT
Partie A
ETUDE DE LA DISTRIBUTION D’ENERGIE
L’alimentation en énergie de la ligne de refendage s’effectue depuis un poste privé HTA/BTA,
dont un schéma électrique est fourni en annexe A1.
A1- Protection des travailleurs :
Les locaux de l’usine EURINTER sont soumis aux règles du Code du travail sur la « Protection
des travailleurs dans les établissements qui mettent en œuvre des courants électriques ».
A11. Citer le décret d’application en vigueur.
A12. L’ensemble des enveloppes (armoires, coffrets, machines tournantes…) de la ligne
de refendage présente au minimum un indice de protection IP55.
- Définir la notion d’indice de protection, conformément à la norme EN 60 529
- Définir la notion de contact direct.
- Préciser, en justifiant la réponse, si la protection des opérateurs contre les contacts
directs peut être assurée, dans le cas de la ligne de refendage.
A13. L’examen des documents annexes A1, A2 et A3 permet d’identifier le mode de pro-
tection contre les contacts indirects :
- Définir la notion de contact indirect.
- Préciser les principes de protection contre les contacts indirects en BT.
- Indiquer les caractéristiques d’exploitation du schéma des liaisons à la terre mis en
œuvre.
A14. En cas de défaillance, le service de maintenance électrique peut être amené à exé-
cuter une « intervention de dépannage en présence de tension » :
- Définir la notion d’intervention, au sens de la publication UTE C 18 510.
- Rappeler les trois étapes d’une intervention de dépannage, ainsi que leurs condi-
tions d’exécution.
- Préciser le titre d’habilitation d’une personne chargée de diriger les interventions.
- Indiquer les dispositions à mettre en œuvre par l’intervenant pour se protéger des
risques électriques.
A2- Poste de transformation :
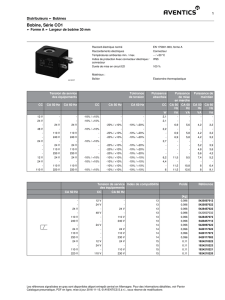
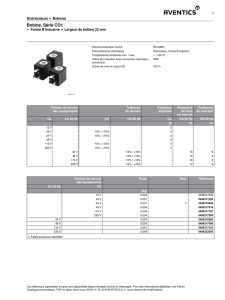
Les caractéristiques du transformateur de distribution Pauwels FR200 1 250 kVA
20 000 V/ 410 V, Dyn11, protégé par un module DGPT2, sont fournies en annexe A4. Le poste
est alimenté en coupure d’artère depuis le point de livraison de l’usine. L’appareillage HTA
comprend :
- 2 cellules « arrivée » : interrupteur-sectionneur et sectionneur de mise à la terre ;
- 1 cellule « protection transformateur » : combiné interrupteur – sectionneur - fusibles
Soléfuse 63 A, double sectionneur de mise à la terre.
A21. Dessiner le schéma unifilaire de puissance de l’équipement HTA du poste de trans-
formation.
 6
7
8
9
10
11
12
13
14
6
7
8
9
10
11
12
13
14
1
/
14
100%