Avec les méthodes d`imagerie, les ultrasons s`offrent une

A
près Reims en 2001,c’est à Beau-
ne, au cœur de la Bourgogne,
qu’auront lieu du 24 au 26 mai
les prochaines Journées de la
Cofrend (Confédération Française pour les Essais Non
Destructifs). Un rendez-vous désormais incon-
tournable pour tous les acteurs de la profes-
sion, qui en profitent pour faire connaître
leurs travaux,partager leurs retours d’expé-
rience et faire le point sur leurs avancées res-
pectives.
Comme tous les congrès organisés par la pro-
fession des END,celui de Beaune accordera
une très large place aux méthodes ultraso-
nores.Il faut dire qu’elles connaissent,depuis
quelques années, de nombreuses avancées.
Les progrès réalisés dans les domaines de
l’électronique et de l’informatique ont favo-
risé l’apparition de nouvelles méthodes, et
le développement de nombreux outils d’in-
vestigation et d’analyse des données.
Pour en comprendre l’intérêt,il faut retour-
ner quelques années en arrière... en 1822,
précisément, lorsque le physicien suisse
Daniel Colladen utilise une cloche sous-mari-
ne dans les eaux du lac de Genève pour
mesurer la vitesse du son dans l’eau.L’expé-
rience aurait pu passer inaperçue dans l’his-
toire des sciences,sauf que le résultat trouvé
est bien celui que l’on connaît aujourd’hui
(1 480 m/s), et surtout qu’elle a conduit à
un complet bouleversement des méthodes
d’investigation de l’époque… C’est en effet
la première fois que l’on se penche sur les
modes de propagation des ondes sonores,et
que l’on comprend leur potentiel dans la
mesure de distances.La première application
qui naît de cette expérience, c’est le sonar.
Suite au naufrage du Titanic en 1912, puis
lors de la première guerre mondiale,ce sys-
tème de détection sous-marin se généralise.
Son principe est simple : utiliser la propaga-
tion des ondes ultrasonores pour détermi-
ner la distance à laquelle se trouve le fond
ou tout obstacle en suspension,en mesurant
le temps entre l’émission et la réception des
ondes sur l’objet…
Près d’un siècle plus tard, c’est toujours le
même principe qui est utilisé. Le contrôle
par ultrasons est basé sur des traducteurs pié-
zoélectriques que l’on applique d’un côté de
la pièce ou de part et d’autre de celle-ci (sui-
vant que l’on travaille en transmission direc-
te ou en émission/réception). Ils génèrent
des ondes ultrasonores à l’intérieur du maté-
riau. En analysant leur propagation, on en
déduit la présence d’un éventuel défaut, et
même sa profondeur (lorsqu’on travaille en
émission/réception),en mesurant le temps
entre l’émission et la réception des ondes
réfléchies par les défauts…
La méthode a largement fait ses preuves dans
le domaine militaire,médical,puis dans l’in-
dustrie, pour des applications qualifiées de
“santé matière”.Il faut dire qu’elle présente
de nombreux avantages.Elle permet de réa-
liser un examen volumique (dans toute
l’épaisseur d’un matériau), elle est utilisable
sur des appareils en service (puisqu’elle ne
nécessite pas forcément d’avoir accès aux
deux faces de la pièce contrôlée) et elle s’ap-
plique à une large variété de matériaux
(aciers, matériaux composites, aluminium,
etc.).
En revanche, la forte atténuation des ondes
ultrasonores dans l’air pénalise le couplage
entre le traducteur et la
pièce. Il faut alors trou-
ver une astuce pour pal-
lier cette limitation :
focaliser l’onde ultraso-
nore, par exemple, ou
travailler à basse fré-
quence (inférieure au
MHz), ou bien encore
utiliser un milieu cou-
plant entre les deux
interfaces… Mais chacu-
ne d’entre elles a ses
contraintes. La focalisa-
tion implique de main-
tenir les traducteurs à
distance fixe de la pièce,
51
MESURES 775 - MAI 2005
S
olutions
CONTRÔLE PAR ULTRASONS
Avec les méthodes d’imagerie,
les ultrasons s’offrent
une nouvelle jeunesse
▼
Le contrôle de défauts par ultrasons fait une fois de plus parler de lui... Après
l’émergence des méthodes d’inspection sans contact et sans milieu couplant, c’est
l’avènement de techniques d’imagerie qui vient bouleverser ce petit monde.
Utilisées seules ou en complément d’autres méthodes, ces techniques permettent
d’obtenir des images de la géographie interne des matériaux, et de localiser rapi-
dement les éventuels défauts. Sous le nom de C-scan, de TOFD ou de Phased
Array, elles diffèrent entre elles par leur champ d’applications et par les moyens
nécessaires à leur mise en œuvre. Petit tour d’horizon de méthodes encore sou-
vent méconnues, mais en plein devenir…
En bref…
Le contrôle non destructif
par ultrasons a connu ces
dernières années de nom-
breuses avancées.
L’avènement des
méthodes d’imagerie ultra-
sonore a permis de rempla-
cer les traditionnels écho-
grammes par des
cartographies en 2D et en
3D des pièces contrôlées.
Sur certaines applications,
elles offrent désormais une
bonne complémentarité
avec d’autres méthodes de
contrôle non destructif.
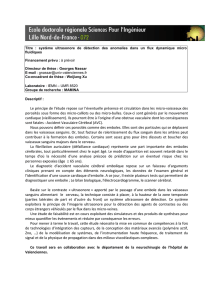
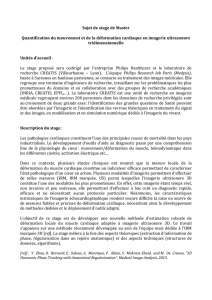
Les méthodes d'imagerie ultrasonore sont souvent utilisées dans le contrôle des appareils
à pression.Elles permettent d'obtenir une cartographie des zones inspectées,et de dimen-
sionner les éventuels défauts.Le contrôle est simple et rapide à mettre en œuvre.
Euro Physical Acoustics
051_053_SOLUTION 28/06/05 15:35 Page 51

52 MESURES 775 - MAI 2005
S
olutions
la restriction aux basses fréquences réduit le
champ d’applications de la méthode,et l’em-
ploi d’un milieu couplant nécessite d’appli-
quer un gel sur la pièce,voire de la plonger
dans un bassin d’eau… Conscients de ces
contraintes,certains fabricants (tels que Foga-
le Nanotech,QMI ou Secondwave, pour ne citer
qu’eux) ont récemment développé des sys-
tèmes de contrôle ultrasonore sans contact
et sans milieu couplant.C’est ainsi que l’on
trouve des systèmes basés sur des lasers,
d’autres sur une excitation électromagné-
tique (EMAT), d’autres encore sur un mélan-
ge des deux…
Reste que la méthode n’offre qu’un examen
ponctuel… Si l’on veut contrôler une pièce
dans son ensemble, il faut déplacer les tra-
ducteurs à la surface de la pièce,prendre tou-
te une série de mesures, et corréler l’infor-
mation ultrasonore obtenue avec la position
du traducteur. C’est tout l’objet de l’image-
rie ultrasonore…
Une “photographie” des défauts
internes
Sous le nom générique d’“imagerie ultraso-
nore” se cache en réalité tout un panel de
techniques plus ou moins bien connues.
Toutes n’ont pas le même principe, ni par
conséquent le même champ d’applications,
mais elles offrent le même intérêt :« obtenir une
visualisation en 2D ou en 3D de la pièce contrôlée,autre-
ment dit établir la géographie interne du matériau,tout
en localisant et en quantifiant ses éventuels défauts »,
résume Jean-Claude Lenain,p.-d.g.d’Euro Phy-
sical Acoustics.
La représentation la plus courante est la
visualisation de type C (ou C-scan).Rappe-
lons qu’un A-scan fournit l’amplitude des
échos provenant des défauts en fonction de
la distance parcourue par l’onde sous le tra-
ducteur. C’est donc une représentation uni-
dimensionnelle.Le B-scan, en revanche,per-
met de représenter les différents A-scan les
uns à côté des autres en fonction du dépla-
cement du traducteur à la surface de la pièce.
On visualise ainsi les échos d’une “tranche”
de matériau perpendiculaire à la surface, et
dont la largeur est celle du faisceau ultraso-
nore.Par rapport à ces deux modes de visua-
lisation, la représentation de type C permet
d’aller plus loin.Elle consiste en effet à repré-
senter sous forme d’images les échos prove-
nant d’une tranche d’épaisseur du matériau.
Elle fournit donc une vue en plan et une vue
de dessus de la pièce contrôlée.
Initialement destinées à l’industrie aéronau-
tique,les cartographies C-scan,et par exten-
sion D, F et P-scan,ont conquis aujourd’hui
de nombreuses applications industrielles
(notamment dans le contrôle de la corro-
sion) à tel point qu’elles sont désormais pra-
tiquement banalisées…
Moins courante mais néanmoins intéressan-
te,la méthode TOFD (pour Time Of Flight Dif-
fraction) est venue récemment relancer l’in-
térêt porté à l’imagerie ultrasonore.Comme
son nom l’indique,le principe de la métho-
de repose sur la diffraction des ondes ultra-
sonores sur le bord des défauts, et par la
mesure du temps de vol entre l’émetteur et
le récepteur (pour localiser le défaut et en
connaître les dimensions).
La méthode commence à être utilisée dans la
détection et le suivi de la corrosion, de l’éro-
sion, de fissures de fatigues sur des pièces
forgées ou laminées… mais aussi et surtout
dans le contrôle des soudures de réservoirs
sous pression.« Elle permet d’obtenir une cartogra-
phie des soudures et de dimensionner les défauts (en lon-
gueur et en hauteur),ce qui est difficilement réalisable
avec un balayage manuel de la soudure »,indique
M. Lenain. La méthode est également peu
sensible à l’orientation des défauts, et elle
utilise un faisceau très divergent afin de
contrôler toute l’épaisseur du matériau en
un seul balayage. Du coup,la prise de mesu-
re est extrêmement rapide :il faut compter
à peine une poignée de secondes pour ins-
pecter un mètre de soudure… Quant à la
précision obtenue, « il est toujours difficile de la
chiffrer, indique M. Lenain. Comme toujours en
CND,elle dépend d’une multitude de facteurs (la struc-
ture et la géométrie du matériau,la taille et la fréquence
du traducteur,etc.).Pour donner un ordre d’idées,on arri-
ve,dans le domaine de l’aéronautique,à détecter des défauts
de quelques dixièmes de millimètres sur des disques de
turbines en titane ».Enfin,la méthode TOFD est
utilisable sur des appareils en service,y com-
pris à haute température. L’Institut de soudure,
par exemple,a ainsi utilisé la méthode pour
le suivi périodique d’appareils en service
dont la température de surface avoisinait les
150 °C,et ce avec une seule contrainte : un
couplage à lame d’eau pour assurer un refroi-
dissement continu des traducteurs…
Autre technologie émergente, la méthode
“Phased Array”.Dans ce cas, on n’utilise pas
un ou deux traducteurs pour effectuer le
contrôle, mais plusieurs dizaines qui fonc-
tionnent en parallèle avec une électronique
spécifique.Le balayage,qui était jusqu’alors
mécanique,devient donc électronique.«L’in-
novation ne réside pas tant dans le principe de la techno-
logie,puisqu’elle est déjà utilisée depuis de nombreuses
années en échographie médicale,mais dans le transfert de
cette technologie en milieu industriel », précise
M. Lenain. L’avantage, c’est qu’il n’est plus
nécessaire de faire varier l’angle des traduc-
teurs pour inspecter l’ensemble d’une pièce
ou d’une soudure.On peut aussi déplacer le
point de focalisation de l’énergie ultrasono-
re sans modifier la position mécanique du
traducteur, autrement dit travailler librement
à différentes profondeurs.
Des méthodes complémentaires
Le secret de la méthode “Phased Array” rési-
de dans l’emploi de capteurs très spécifiques,
des traducteurs multiéléments constitués d’une
multitude de capteurs élémentaires que l’on
peut piloter individuellement et assembler
librement :on trouve ainsi des traducteurs à
réseau linéaire,matriciel ou même annulai-
re… Ils ouvrent la voie à des applications qu’il
n’était pas possible d’envisager avec les tech-
niques traditionnelles.C’est le cas par exemple
du contrôle de rotors et de pieds d’ailettes,du
contrôle de tubes de petit diamètre,et plus
généralement de toutes les applications où
l’on contrôle des zones difficilement acces-
sibles avec un traducteur classique…
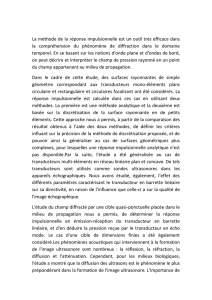
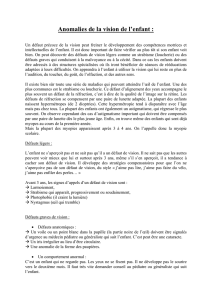
Le contrôle par ultrasons est une
méthode ponctuelle.Si l'on veut
contrôler une pièce dans son ensemble,
il faut déplacer les traducteurs à la
surface de la pièce et corréler l'infor-
mation ultrasonore obtenue avec la
position du traducteur.C'est l'objet des
méthodes d'imagerie ultrasonore…
Euro Physical Acoustics
051_053_SOLUTION 28/06/05 15:35 Page 52

53
MESURES 775 - MAI 2005
S
olutions
Dans certaines applications, les méthodes
TOFD et Phased array commencent déjà à
concurrencer les techniques de contrôle
non destructif traditionnelles. C’est le cas
par exemple du contrôle de soudure, pour
lequel « la méthode TOFD peut remplacer le contrô-
le par radiographie, indique Bernard Bossuat,
chef de projet au pôle ingénierie contrôle
mesure du Cetim à Senlis. Contrairement à la
radiographie,qui nécessite d’avoir accès aux deux faces
de la pièce,elle peut en effet être utilisée sur des appa-
reils en service ». Par rapport à la radiographie,
la méthode TOFD est aussi plus rapide,plus
facile à mettre en œuvre,et elle ne présente
aucun danger. Il n’y a pas à se protéger des
radiations X ou gamma d’une source,ni à
recycler des produits chimiques comme
ceux que l’on utilise pour le développe-
ment des films radiographiques… Et à l’ar-
rivée,le résultat est le même :à l’image de
la radiographie, on peut très bien imagi-
ner la réalisation de “films ultrasonores”
lors de la fabrication d’une pièce et tout au
long de sa durée de vie.
Dans d’autres applications,il existe une réel-
le complémentarité entre l’imagerie ultraso-
nore et les méthodes classiques de CND.C’est
le cas par exemple pour le contrôle de réser-
voirs sous pression.Un premier examen par
émission acoustique permet de détecter la
présence d’une source émissive (due à un
défaut à caractère évolutif), et de la localiser
approximativement.Une fois le défaut loca-
lisé, on peut alors employer des méthodes
ultrasonores pour réaliser un diagnostic plus
approfondi…
La complémentarité peut aussi s’exercer
à travers les différents types de défauts
que l’on détecte. Si l’imagerie ultraso-
nore convient aux contrôles volumiques
(dans l’épaisseur des matériaux), elle
trouve ses limites dans la détection des
défauts de surface. On lui préfère dans
ce cas la magnétoscopie, le ressuage ou
les courants de Foucault. Pour effectuer
un contrôle global,il peut donc être judi-
cieux d’associer les deux méthodes
(volumique et surfacique).
L’Institut de soudure a réalisé une application de
ce type pour inspecter les soudures d’un
appareil de pétrochimie en fonctionnement.
Un premier contrôle par magnétoscopie lui
a permis de mettre en évidence un certain
nombre de fissures débouchantes en paroi
externe. Un deuxième contrôle, par ultra-
sons,a confirmé la présence de ces fissures en
indiquant qu’elles étaient en réalité traver-
santes…
En terme d’intérêt technologique, les
méthodes d’imagerie ultrasonore n’ont
donc plus rien à prouver. Reste que l’in-
terprétation des cartographies est souvent
une affaire de spécialistes. « Un opérateur en
CND de niveau 2,par exemple,aura beaucoup de mal
à interpréter les images obtenues avec la méthode TOFD,
indique M. Bossuat (Cetim). Il se prépare des
certifications,et même des compléments de formation
dans ce domaine,mais pour l’instant,rien n’est enco-
re établi ».Dernier obstacle,« il n’y a pas enco-
re de normes ou de réglementations européennes dans
le principe et l’appareillage de la méthode TOFD »,
poursuit M.Bossuat.Mais si les utilisateurs
sont pour l’instant encore livrés à eux-
mêmes,« l’arrivée de ces réglementations est immi-
nente».Un coup de pouce qu’attendent avec
impatience les fournisseurs du domaine
qui commercialisent déjà ces appareils (Euro
Physical Acoustics,Imasonic ou Métalscan, pour
ne citer qu’eux) et qui relancera certaine-
ment tous les débats…
Marie-Line Zani
051_053_SOLUTION 28/06/05 15:35 Page 53
1
/
3
100%