Anodisation en pratique

ANODISATION
Définition
Propriété de la couche
Principe de l'anodisation
Colmatage
Mise en œuvre pratique du procédé
Installation du matériel

ANODISATION
ANODISATION
1. DÉFINITION
L'anodisation est une opération qui, par le
moyen d'un processus électroly
tique, substitue à
la couche d'oxyde (alumine) qui recouvre
naturellement l'aluminium, une couche d'oxyde
d'épaisseur plusieurs centaines de fois supé
-
rieure.
L'épaisseur de la couche d'oxyde naturelle est
de l'ordre de quelques centièmes de microns, la
couche obtenue par
anodisation est couramment
de l'ordre de la dizaine de microns et peut, dans
des conditions particulières, attein
dre plusieurs
centaines de microns.
PROPRIÉTÉ DE LA COUCHE
A. Propriétés physiques et
mécaniques
L'oxyde obtenu par anodisation a des
proprié
tés très différentes du métal, c'est un autre
matériau.
Le tableau ci-après montre les diffé
rences de
caractéristiques physiques et mécaniques.
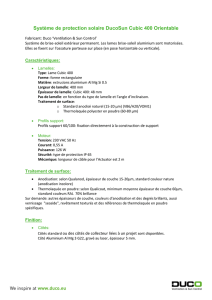
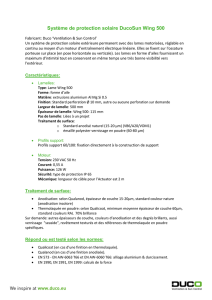
Fig.. 60 C
Courbes de l'intensité en fonction du temps et selon la nature de l'électrolyse. Le palier est atteint en
quelques secondes.
Courbe 1 : Électrolyte n'ayant sur la couche d'alumine aucune action dissolvante.
Courbe 2 : Électrolyte ayant sur la couché d'alumine une action dissolvante.
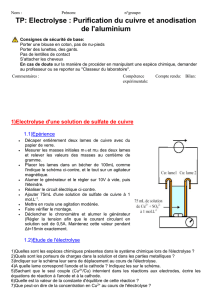
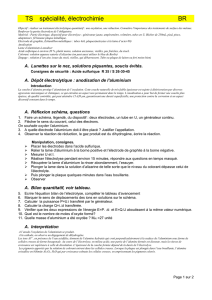
Fig. 60 D
Film anodique au début de sa formation dans un électrolyte ayant une action dissolvante sur
ce film - e < 14 angström / volt.
Fig. 60 E
Stade successif de la progression du film anodique à partir d'un pore isolé.
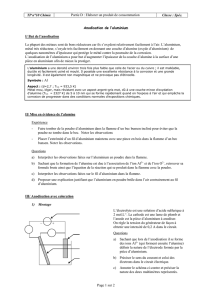
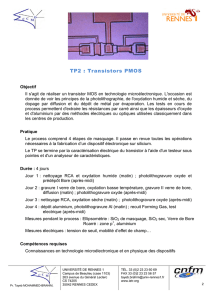
Fig. 60 B
Anodisation de l'aluminium
.
Fig. 60 A
Électrolyse de l'eau.
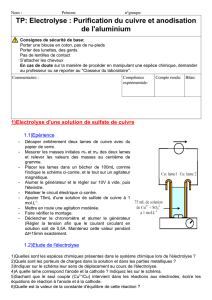
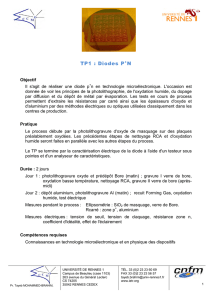
Fig. 60 F
Coupe schématique d'un faisceau de cellules.
Fig. 60 F
Coupe schématique d'un faisceau de cellules
hexagonales.
A C
eau
Dégagement
d’hydrogène
Dégagement
d’oxygène
A C
eau distillée + acide
Dégagement
d’hydrogène

PROPRIÉTÉS MÉTAL ALUMINIUM
99,5 ALUMINE
Dureté (essai Bierhaum) (1) 80 Face ext. du film 180
Milieu du film 1250
Base du film 1550
Allongement à la rupture De 4 à 35 %
suivant traitement subi 0,3 à 0,5 %
T° de fusion 658 °C 2 100°C
Coefficient de dilatation 23.10-6 5.10-6
Résistivité 2,8.10-6 Ω cm2/cm Couche de 50 µ sèche
4.1015 Ω cm2/cm
Module d'élasticité 6 700 kg/mm2 3 600 à 5 200 kg/mm2
(1) L'essai BIÉRHAUM fait appel à
la mesure de la largeur de la rayure de la surface effectuée dans des conditions déterminées.
B. Propriétés chimiques
Elles sont celles de l'alumine et lorsque
le traitement est bien c
onduit, celles de
l'alumine monohydraté.
Les couches auront une grande valeur
protectrice pratiquement dans les milieux
dont le pH est compris entre 4 et 9.
L'inertie de la couche est plus grande
en milieu acide qu'en milieu basique.
De plus, les propriét
és d'isolement
électriques peuvent protéger le métal
contre les couples de corrosion galva-
niques.
PRINCIPE
DE L'ANODISATION
L'anodisation, appelée également oxy
-
dation anodique, est essentiellement
basée sur la propriété suivante :
L'aluminium et ses
alliages, lorsqu'ils
sont placés à l'anode d'une cuve
d'électrolyse contenant un acide dilué,
réagissent avec l'oxygène anodique pour
former sur le métal une couche d'alu
mine
qui lui confère sa bonne résistance à
l'oxydation.
Si l'on effectue en courant c
ontinu
l'électrolyse de l'eau
(fig.
60 A) rendue
au préalable conductrice du courant
électrique par addition d'une certaine
quantité d'acide sulfurique, lorsque l'on
utilise des électrodes en nickel, par
exemple, on constate lors du passage du
courant un d
égagement gazeux sur
chacune des électrodes. L'anode est le
siège d'un dégagement d'oxygène alors
que la cathode est le siège d'un
dégagement d'hydrogène, suivant les
réactions :
H
2
O ---> H + + OH –
20 H - ---> H
2
O + 1/2 O
2

Si l'on remplace l'anode (fig.
60 B)
de
nickel par une plaque d'aluminium, on
n'observe plus le dégagement d'oxy
-
gène, alors que le dégagement d'hydro
-
gène se poursuit à la cathode. C'est
donc qu'au lieu de se dégager librement
l'oxygène réagit avec l'aluminium. Cette
réaction donne nai
ssance à de
l'alumine. On constate d'ailleurs
l'apparition d'une couche d'oxyde à la
surface du métal.
L'alumine est un isolant électrique, par
conséquent, l'aluminium étant recouvert
d'une couche d'alumine devrait être
isolée et, de ce fait, le courant ne
devrait
plus passer, interrompant à ce stade la
formation de la couche. C'est d'ailleurs
ce qui se produit avec certains électro
-
lytes, tels que les acides borique,
tartrique, et leurs sels, le carbonate de
sodium, le phosphate disodique, etc. On
dit que
ces électrolytes n'ont pas de
pouvoir redissolvant pour la couche
d'oxyde et qu'il se forme une couche
«
barrière ».
Ces procédés d'anodisation
sont utilisés dans les applications qui
font appel aux propriétés diélectriques
de la couche d'oxyde.
Pour en re
venir aux électrolytes à
base d'acide sulfurique dilué, qui sont
de beaucoup les plus utilisés dans
l'indus
trie de l'anodisation, on constate
qu'après une baisse d'intensité, le
courant se stabilise et continue à
passer. D'où la conclusion que l'on peut
en tirer
Étant donné que l'alumine est un
isolant, la couche d'oxyde obtenue par
anodisation en solution sulfurique n'est
pas étanche, elle est poreuse. De ce
fait, l'oxygène naissant provenant des
anions OH -
qui atteignent l'aluminium
en traversant la co
uche d'oxyde réagira
avec le métal pour l'oxyder. Par
conséquent, la couche d'oxyde
s'élaborera à partir de la surface et vers
le cœur du métal, contrairement à ce qui
se passe avec un revêtement
électrolytique.
De plus, l'acide sulfurique dans lequel
baig
ne la couche d'alumine a sur elle
une action dissolvante, par voie pure
-
ment chimique, ce qui donne naissance
à une structure poreuse, les pores per
-
mettant le passage du courant à travers
la couche au fur et à mesure de sa
formation. En conséquence, selon
que
l'électro
lyte utilisé dissout ou ne dissout
pas la couche, le processus
d'anodisation sera différent (fig
.
60 C)
et le résultat obtenu n'aura pas les
mêmes applications. D'où la subdivision
en 2 grandes classes d'électrolytes.
Électrolytes sans action
dissolvante sur la couche
Ce sont notamment les acides bo
rique,
tartrique, etc. Si on oxyde une pièce dans
une solution de ce type, on constate
après un appel de courant initial, une
chute rapide de l'intensité qui finalement
s'annule :
Il s'est formé
une couche d'alumine
étanche, ou couche « barrière »
qui
arrête le courant.
Cette couche « barrière »
représente la
distance qu'un ion métallique peut
parcourir au travers de son propre oxyde
sous l'action d'un potentiel donné. Son
épaisseur est donc fo
nction de la tension
aux bornes de la cuve. Hass a montré
que pour l'alumi
nium cette épaisseur
était de 14 Angström par volt, c'est-à-
dire
qu'il faudrait une tension de 700 V pour
obtenir une couche de 1 micron.
Il peut toutefois lors d'une opération de
ce type, substituer un courant résiduel.
Ce courant est dû à des lacunes dans la
couche barrière, causée par les
impuretés du métal.
Électrolytes à action
dissolvante sur l'alumine
Ce sont des produits à réactivité
moyenne (acides sulfurique, chromique,
oxalique) utilisés pour l'anodisation.
La théorie de la formation des couches
a été élaborée par Keller, Dès les
premiers instants de l'électrolyse, s'édifie
une couche barrière dont l'épaisseur tend
sans l'atteindre vers la limite de 14
angström par volt (d
e 10 à 12,6 suivant
les électrolyses). A cette valeur
apparaissent de très nombreux points
d'attaque du film, dus à une amorce de
dissolution par l'électrolyse. Ces points
seront les amorces des pores. Si l'on
examine ce qui se passe autour d'un de
ces poi
nts, on peut le considérer comme
une source de cou
rant autour de laquelle
les lignes de courant se distribueront
radialement (fig.
60 D) ; par conséquent,
le front de progression de l'alumine sera
hémisphérique.
D'autre part, l'action dissolvante de
l'
électrolyte s'exerce à la base du pore ;
il en résulte une augmentation de
l'intensité du courant, un échauffement
et une dissolution accrue alors que
l'alumine, creux dans sa partie centrale,
fermé à sa base par le pore (fig. 60 E).
Les cellules d'alumin
e seront donc
constituées par des cylindres tangents,
chacun étant tangent à 6 autres (fig.
60
F). Dans l'espace compris entre les
cylindres demeurent des piliers en
aluminium dont l'oxydation demandera
du courant provenant de trois pores. A la
limite, ces
cylindres se transformeront
en prismes à base hexagonale jointifs et
percés de pores à section étoilée
(fig. 60
G).
L'extrémité des prismes à l'interface
métal-
oxyde est une forme de calotte
sphérique. Cette théorie a été confirmée
par des observations au
microscope
électronique sur répliques.
COLMATAGE
Dans la presque totalité des cas,
l'anodisation industrielle est effectuée
dans des milieux dissolvants.
Par conséquent, ainsi que l'on vient
de le voir, la couche est poreuse. Pour
obtenir les propriétés
protectrices que
l'on est en droit d'attendre de cette
couche, il importe de refermer ces
pores. Cette opération est appelée
« colmatage »
Principe du colmatage
Le colmatage est une hydratation de
l'alumine fermée au cours de l'anodisa
-
tion.
La modificati
on de la couche est
caractérisée par :
•
la transformation de l'alumine
anhydré en alumine mono-hydratée (AI
2
O„ H
2
0) dite alumine y (variété naturelle
de la Boehmite), corps très stable et qui
ne se déshydrate qu'à des températures
élevées (400 °
C);
• un gonflement qui renferme les
pores de la couche (voir fig. 60 E/A).
Les effets du colmatage sont les
suivants :
PROPRIÉTÉS COUCHÉ NON COLMATÉE COUCHE COLMATÉE
Pouvoir absorbant, inertie
chimique en milieu acide
Se colore, se dissout en
quelques minutes
, ou quelques
heures dans les acides dilués
Refuse le colorant, supporte
des centaines d'heures
d'immersion, avec de très
faibles pertes de poids.
Stabilité à l'atmosphère Peut donner lieu au " farinage "
Ne donne pas normalement
lieu au " farinage "

Anodisation en milieu
acide sulfurique
L'élaboration d'une couche avec un
électrolyte possédant un pouvoir de
redissolution sera obtenue grâce à un
compromis entre la vitesse d'oxydation
du métal (Vo) et la vitesse de redissolu
-
tion (Vd) de la couche due à
l'action
chimique de l'électrolyte.
Trois cas sont susceptibles de se
présenter:
• La vitesse de dissolution est
supérieure à la vitesse d'oxydation
Vd > Vo.
C'est le cas du décapage électrolytique.
• La vitesse de dissolution est égale
à la vitesse d'oxydation Vd = Vo.
C'est le cas du polissage électrolytique.
• La vitesse de dissolution est plus
faible que la vitesse d'oxydation
Vd < Vo.
C'est le cas du polissage électrolytique.
• La vitesse de dissolution est plus
faible que la vitesse d'oxydation
Vd < Vo.
C'est le cas de l'anodisation.
Les principaux paramètres entrant en
ligne dans la pratique d'une anodisation
sont comme dans toute électrolyse
• la durée de l'opération ;
• la température du bain ;
• La densité du courant;
• la concentration de l'électrolyte.
Dans le cas de l'anodisation, ces
paramètres ont une influence plus ou
moins marquée sur les vitesses d'oxyda
-
tion et de dissolution.
Ces influences sont résumées dans le
tableau ci-après :
PARAMÈTRE VITESSE
D OXYDATION Vo VITESSE
DE DISSOLUTION Vd
Concentration de l'électrolyte
SO4H2 Croit jusqu'à un maximum de 250 g
par litre, (conductivité maximale).
Décroît au-delà.
Croit
Température du bain Influence négligeable Très grande influence.
Croit avec la température
Densité de courant Vo proportionnelle à la densité de
courant Influence indirecte due à des
échauffements locaux par effet Joule
Durée Vo reste constante si la densité de
courant reste constante Tend à croître avec la durée
On adoptera pour la concentration de
l'électro
lyte une valeur la plus proche
possible de celle qui donne la conducti-
vité maximale, mais néanmoins
inférieure pour conserver une certaine
marge de sécurité : par exemple, 180 à
200 g/l S0
42
La température du bain sera la plus
basse possible. En général,
on opère à
une température voisine de 20
0
C.
• La densité de courant sera limitée
par les risques d'échauffements locaux.
La valeur la plus généralement adoptée
se situe aux alentours de 1,5 A/dm
2
.
• La durée de l'opération dépend de
l'épaisseur de la couc
he que l'on
cherche à obtenir.
Toutefois, il est déconseillé de dépas-
ser des durées de douze à vingt-
cinq
minutes. On opère en général, pendant
une à une heure quinze (10 à 20
microns) pour la protection.
• La tension aux bornes de la cuve
d'électrolyse
est théoriquement régie par
la loi d'ohm, c'est-à-dire par l'inten
sité
(densité de courant) que l'on s'est fixée.
La tension d'anodisation pourra varier
suivant les alliages de 12,4 V à 21 V
pour des solutions à 180 g/l.
Colmatage
à l'eau bouillante
Il doit être effectué dans une eau très
pure : distillée ou déminéralisée par
passage sur résines échangeurs d'ions.
• Résistivité de l'eau au début : 150 000
ohms, cm
2
/cm/mn. Extrait sec inférieur à
15 mg/I. Les bains doivent être changés
lorsque la résisti
vité tombe à 20 000 ohms
et que l'extrait sec atteint 50 mg/I.
• Température : une température trop
basse ralentit l'hydratation. L'optimum se
situe au voisinage de l'ébullition (87
/98°
C).
• pH : la valeur donnant le meilleur
résultat se situe entre 5,5
et 6,5. Il peut
être abaissé par de petites additions
d'acides borique, acétique ou chro
mique,
ou relevé par de faibles quantités de
soude ou de carbonate de sodium.
• Durée du colmatage : de l'ordre de 2
mn par micron d'épaisseur de la couche
d'oxyde, ce
qui correspond sous densité à
1,5 A/dm
2
à une durée sensiblement égale
à celle de l'anodisation.
Colmatage au bichromate
Il confère aux couches d'oxyde une
résistance particulièrement bonne aux
intempéries en atmosphère marine. Les
solutions contiennent
de 5 à 100 g/I de
bichromate, les couches d'oxyde pren
nent
une couleur jaune-
vert tilleul. C'est le
traitement de choix pour les pièces
destinées à résister au brouillard salin.
NOTA :
Pour ceux qui voudront plus de
précisions sur l'anodisation, je vous
conseille le fascicule
L'Anodisation
de
l'aluminium et ses alliages
de la Société
PECHINEY, édité par le centre technique
de l'aluminium : 87, boulevard de Gre
nelle,
75015 PARIS.
L'exposé ci-dessus est d'ailleurs tiré de
ce fascicule.
MISE EN OEUVRE
PRATIQUE DU PROCÉDÉ
après ce tour d'horizon sur l'anodisa
-
tion, nous allons revenir à ce qui nous
préoccupe : le traitement de nos pièces.
Matériel nécessaire
•
Le bac d'une batterie usagée de
dimensions minimum : 230 x 155,
profondeur : 150.
• 1 plaque de plomb
de 35 x 100,
épaisseur : 2 à 3 mm.
•
2 litres minimum de solution d'acide
sulfurique à 32° Baumé pour
batterie.
• 4 litres d'eau distillée ou déminérali
-
sée.
• 1 chargeur de 12 V par 8 A.
• 1 contrôleur universel ou un ampè
-
remètre de 0 à 10 A.
 6
6
1
/
6
100%