Mise en place des flux synchrones dans l`industrie automobile : cas

Patrice COLOMB,
associé de PROCONSEIL CONSULTING GROUP
Christophe DEVULDER,
consultant chez PROCONSEIL département gestion intégrée des flux
L’installation de l’usine Renault-Ayrton Senna au Brésil est un événement majeur
pour le monde industriel. C’est l’occasion, pour le constructeur, de mettre en place
de nouvelles options dans de multiples domaines.
La synchronisation des échanges avec les grands équipementiers n’échappe pas à
cette règle de la nouveauté. Avec Vallourec, nous découvrons les dernières exigen-
ces en matière de flux synchrones et leurs incidences sur toute la chaîne logistique.
Partant de la définition des différents flux synchrones et du cahier des charges
Renault, nous abordons les points clés du projet qui ont guidé la mise en place de
l’organisation logistique, humaine et des installations physiques de Vallourec do
Brasil.
Au niveau technique, nous détaillons les choix concernant picking et production
synchrones et leurs incidences sur l’organisation. Notre conclusion s’attache enfin
à généraliser les principes et mettre en relief les enjeux de ce type de projet.
Origine et définition
des flux synchrones
Les flux synchrones trouvent leur origine
dans la complexité croissante des produits
fabriqués et livrés par les sous-traitants auto-
mobiles aux constructeurs. La diversité des
composants, le nombre important d’options et
de variantes rendent désormais impossible le
stockage de ces produits aux pieds des lignes
de montage.
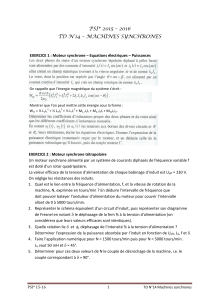
Le flux synchrone se propose de livrer les pro-
duits finis des équipementiers, dans l’ordre de
leur montage sur la chaîne automobile. Un
appel du constructeur (OR) déclenche chez
l’équipementier la préparation, le transport et
la livraison des produits finis auprès des lignes
de montage. Certains produits sont même
directement fabriqués dans l’ordre du mon-
tage (figure 1).
Ce type de fonctionnement demande dès le
départ un niveau de performance élevé. Les
degrés de liberté deviennent très faibles et
l’équipementier doit caler la production et la
livraison de ses produits directement et sans
délais sur les besoins du constructeur. Le préa-
vis donné par le constructeur automobile pour
se faire livrer les pièces est appelé temps de
réquisition.
Le schéma page suivante précise le fonction-
nement en flux synchrone.
Logistique & Management
Vol. 6 – N°2, 1998 31
Mise en place des flux synchrones
dans l’industrie automobile :
cas d’un équipementier sur le site
de Renault Brésil

La séquence des véhicules prend naissance à
l’entrée de la tôlerie mais n’est figée qu’à la
sortie de la peinture pour prendre en compte les
problèmes de qualité. Les sous-ensembles vont
ensuite venir s’insérer au fur et à mesure de
l’avancement des véhicules sur la chaîne de
montage. En général, on intègre d’abord les
sous-ensembles mécaniques, puis le tableau de
bord et les sièges, pour terminer par les roues.
La séquence des véhicules, sur la ligne de
montage ou film, est transmise à un rythme
cadencé par la chaîne de montage et traduite
sous forme d’O.R.(Ordre de Réquisition)
pour chaque sous-ensemble. Le sous-traitant
automobile peut alors livrer ses produits finis
dans la séquence voulue ; c’est le flux syn-
chrone coordonné. Lorsque le temps de cycle
de fabrication du sous-traitant est supérieur à
la fenêtre de réquisition, ce dernier est con-
traint à démarrer sa fabrication dès l’O.F.
(Ordre de fabrication) ; c’est le flux syn-
chrone anticipé.
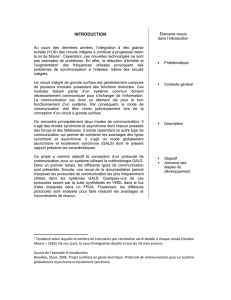
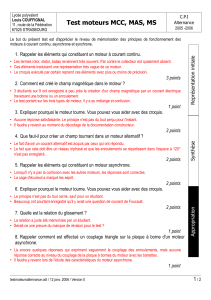
Pour traiter une demande synchrone, le
sous-traitant se trouve ainsi devant trois possi-
bilités résumées sur la figure 2.
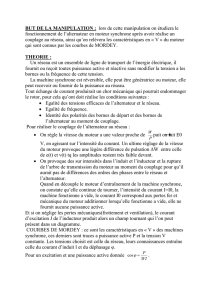
Le premier cas nommé Picking synchrone
(PS) est celui de la livraison synchrone à partir
d’un stock de produits finis du sous-traitant.
Ce dernier, après réception des O.R d’un
véhicule, place les produits à livrer suivant
la/les séquence(s) exacte(s) de montage (voir
figure 3). D’autre part, les prévisions données
par le constructeur permettent au sous-traitant
de lancer sa production indépendamment
de la séquence de picking synchrone. Ce
mode offre l’avantage de permettre au
sous-traitant de fabriquer par lot de quelques
sous-ensembles. Mais il demande aussi une
capacité de stockage suffisante pour placer
l’ensemble des variantes et options. Le stock
synchrone représente en général quelques
heures de consommation tout au plus.
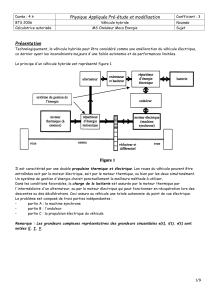
Dans le deuxième cas, le sous-traitant attend
l’ordre de réquisition pour produire le
sous-ensemble (voir figure 4). Cette produc-
tion, directement liée à la demande du client,
est appelée fabrication synchrone coordonnée
(FSC). Le lot de fabrication est le véhicule
unitaire et le stock est réduit à son minimum.
En général, le sous-traitant en amont a fabri-
qué ses propres sous-ensembles lui permet-
tant d’assembler ou de personnaliser dans un
temps de cycle court le produit fabriqué et
livré en synchrone. Ce mode demande que le
temps de cycle de fabrication du produit addi-
tionné au temps de livraison soit inférieur au
temps de réquisition. Il est de l’ordre de plu-
sieurs dizaines de minutes.
Le troisième cas est celui de la fabrication
synchrone anticipée (FSA). Celle-ci est
imposée lorsque le temps de cycle de fabrica-
tion additionné du temps de livraison du
sous-ensemble ne rentre pas dans la fenêtre de
réquisition. On anticipe alors la fabrication à
partir des OF et on ajuste la séquence dès
réception des OR.
La définition des flux synchrones met l’accent
sur les points techniques essentiels que sont
les temps de cycle, la position des stocks et
l’organisation de la livraison synchrone.
La mise en place d’une organisation en flux
synchrone va bien au-delà des définitions et
relève des choix stratégiques de l’entreprise.
Pour la partie technique, d’autres paramètres
nécessitent une étude approfondie et seront
détaillés dans les paragraphes suivants :
lDiversité de composants, encombrement,
stockage et réponse aux variations de mix.
Logistique & Management
32 Vol. 6 – N°2, 1998
Figure 1
OF : Ordre de fabrication OR : Ordre de réquisition S/E : sous-ensemble MP : composants PF: produits-finis
Production de
sous-ensembles Production synchrone
coordonnéeLivraison Synchrone
Prod. Synchrone
anticipée
Stock
S/E
MP
OR
OF
Tps OF >Tps Fabrication + livraison > Tps Réquisition
Fabrication Synchrone
Anticipée : La diversité
ou la taille des produits
rend leur stockage
difficile (ex: moteurs)
Production tirée/poussée de produits-finis
Stock
PF OR
Tps Fabrication + livraison >> Tps Réquisition
Picking Synchrone
On peut stocker toutes
les variantes de produits
et être assez réactif pour
recompléter le stock
(ex: S/E mécanique)
Production tirée/poussée de sous-
ensembles Production/personnalisation
synchrone coordonnéeLivraison synchrone
OR
Stock
S/E
MP
Tps Fabrication + livraison < Tps Réquisition
Fabrication Synchrone
Coordonnée : Le produit
est simple et les temps
sont réduits au maximum
(ex: roues)
Livraison Synchrone
Picking
synchrone
temps
Tôlerie
Presses Peinture
OROF
Temps de réquisition
PS
FSC
FSA
Figure 2

lComposition des chariots synchrones ou
mode de transfert, synchronisation des
transports.
lTemps de réquisition, cycle de transport.
lCadences moyennes, lot de fabrication,
cadences instantanées, flexibilitéde
l’organisation.
lImplantation générale, alimentation des
cellules, surfaces disponibles.
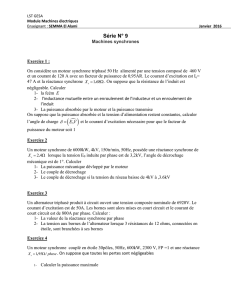
Cas de l’usine Ayrton Senna
Renault Brésil
Environnement
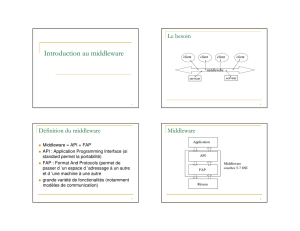
L’usine Ayrton Senna est situéeàCuritiba au
sein de la zone Mercosur. Elle comprend les
lignes de montage oùseront produites les Clio
et les Mégane Scénic ainsi qu’un bâtiment
regroupant quatre équipementiers synchrones
(figure 5). Le démarrage de la production
commencera avec la Scénic dès la fin de 1998.
Il se poursuivra avec l’adjonction de la nou-
velle Clio àune cadence initiale de 20 véhicu-
les à l’heure.
Au niveau du plateau synchrone, chaque équi-
pementier dispose d’une surface de 2 500 à
3 000 m2. La distance avec les lignes de mon-
tage est de 300 m. L’alimentation des lignes en
composants se fera àl’aide de «petits trains »
constitués de chariots synchrones tirés par une
motrice. Ces convois sont propres àchaque
équipementier. Chaque train dépose un cha-
riot plein et récupère un chariot vide àchaque
point de desserte appelé«pas de travail »dont
la capacité est de deux chariots.
Pour l’équipementier Vallourec Composants
Automobiles, il y a deux trajets possibles de
dépose des pièces au pied des lignes de
montage. Le trajet 1 présente la particularité
d’avoir deux compositions 1a et 1b de convois
qui s’alternent.
Vallourec do Brasil autopeças (VdoBa) four-
nit les éléments porteurs (EP), les éléments
tournants (ET), les trains arrières (TA) et les
roues montées des Scénic (J64) et Clio (X65).
Les temps de réquisition sont :
lDe 88 minutes pour les EP/ET droits et
gauches déposés en A1 et A2.
lDe 113 minutes pour les TA déposés en A3.
lDe 180 minutes pour les roues déposées en
B1 et B2.
L’unitéde transport est un module de douze
véhicules, sauf pour les TA dont le poids et
l’encombrement impose un module de 6 véhi-
cules seulement.
Vallourec reçoit les ordres de réquisition
(O.R) d’un véhicule toutes les 3 minutes.
Vallourec reçoit chaque semaine 12 semaines
de prévisions.
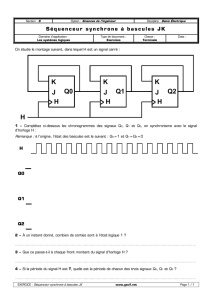
Schéma de pilotage
Le schéma de pilotage complet (figure 6)
comprend les boucles d’approvisionnement,
Logistique & Management
Vol. 6 – N°2, 1998 33
Figure 3
Figure 4
!
Figure 5

de fabrication et de livraison synchrone des
sous-ensembles. En fabrication, Les roues
sont montées de façon synchrone alors que les
EP, ET et TA utilisent un stock picking. Les
livraisons sont organisées autour de deux bou-
cles : constitution du convoi et livraison chez
le constructeur.
Les boucles ont des unités de temps relative-
ment différentes. Pour les boucles les plus en
aval, il s’agit de quelques minutes (18 pour la
plus courte). Pour les boucles les plus en
amont, les fournisseurs brésiliens approvi-
sionnent toutes les semaines, alors que les
fournisseurs européens ont des cycles de
6 semaines.
Les stocks sont dimensionnés en fonction du
temps de cycle et des aléas de la boucle amont
qui les alimente. Ainsi pour le stock de pro-
duction et livraison synchrone, l’échelle est de
quelques minutes. Elle est de quelques heures
pour le stock picking synchrone.
Etude de faisabilité technique
Diversité de composants et encombrement
Le premier élément àétudier est l’importance
de la diversitédes composants et variantes.
Comme nous l’avons écrit dans l’intro-
duction, c’est làl’origine des flux synchrones.
Il faut, pour les justifier, que le nombre de
références de produits finis et leur encombre-
ment soient suffisamment élevés pour empê-
cher tout autre pilotage. Dans l’industrie
automobile, le nombre de variantes et
d’options entraîne en général un nombre de
références suffisant. L’encombrement est
quant àlui intrinsèque àla nature des pièces.
Les pièces mécaniques ou les siéges ont donc
ce type de contraintes. C’est un peu moins vrai
pour les éléments d’habillage du véhicule.
Nature du chariot synchrone
ou mode de transfert
Le mode de transfert est une contrainte impor-
tante pour les flux synchrones. Il est souvent
imposépar le constructeur automobile. Dans
le cas du trajet 1a de Vallourec (figure 5), le
convoi est constituéde 3 chariots (figure 7) qui
alimenteront dans l’exemple les véhicules 13
à24 pour les EP/ET et 7 à12 pour les TA.
Chaque chariot emporte donc les pièces adap-
tées aux douze ou six véhicules identifiésdela
ligne de montage. Les pièces diffèrent en
fonction des types, option et variantes des vé-
hicules. Elles sont disposées dans la séquence
croissante de montage. La conception du cha-
riot doit permettre la préhension aisée des piè-
ces et faciliter les phases de chargement et de
déchargement.
Temps de réquisition
Le délai de réquisition est, rappelons-le, le
préavis avec lequel le constructeur automo-
bile prévient son sous-traitant. Plus ce délai
est court et plus la contrainte est forte. Il faut
donc tenir compte de cette fenêtre de réquisi-
tion pour savoir si le sous-traitant automobile
sera àmême de produire et livrer en flux syn-
chrone ou uniquement de livrer en flux syn-
chrone. Le premier choix impose que la
somme du temps de cycle de fabrication et de
livraison entre dans la fenêtre de réquisition,
le second que le délai de livraison soit infé-
rieur au délai de réquisition.
Dans tous les cas, il est indispensable
d’étudier le simogramme (figure 8) de
Logistique & Management
34 Vol. 6 – N°2, 1998
Figure 7
!"!#
!
$
!%
!
!
!
!
Figure 6
Figure 8

l’installation qui décrit minute par minute ce
que fait chaque cellule et chaque convoi de
Vallourec en regard du passage des véhicules
sur chacun des points de desserte.
Le temps est placéen abscisse et les différen-
tes activités en ordonnée. La durée, l’enchaî-
nement, les codes couleurs repérant le type,
permettent de tester la faisabilitétechnique de
la synchronisation des activitésàpriori et
d’estimer les marges de sécurité du système.
Cycle de transport
Le cycle de transport est liéàla livraison syn-
chrone. Sa durée est directement proportion-
nelle àl’équivalent nombre de véhicules
de chacun des chariots synchrones et àla
cadence de la ligne de montage. Plus les piè-
ces sont encombrantes pour une même conte-
nance du chariot synchrone, plus la cadence
va être importante, et plus le cycle va être
court.
Dans le cas qui nous occupe, le nombre de piè-
ces par chariot est un équivalent douze véhicu-
les, sauf pour les trains avants, plus
encombrants, oùle chariot synchrone ne peut
contenir qu’un équivalent six véhicules. Le
cycle de transport est alors entre trente six et
dix huit minutes (trois minutes par véhicule).
C’est ici une des contraintes les plus fortes à
gérer, la marge de sécuritéétant très faible. Il
est donc important de vérifier que la duréedu
cycle de transport sera compatible avec la
taille des chariots synchrones prévus. Cela
passe par une décomposition trèsdétailléede
ce cycle oùchaque geste, chaque déplacement
sera comptabilisé et analysé.
Taille de lot
Comme nous l’avons noté, le chariot syn-
chrone a des conséquences sur beaucoup
d’autres éléments. La taille du lot de transport,
ici six ou douze suivant le type de sous-
ensembles, fixe donc de nombreux autres
paramètres dans le cas du picking synchrone.
Ce n’est pas le cas pour la production syn-
chrone puisque la fabrication se fait àl’unité,
directement calquée sur la séquence des véhi-
cules de la ligne de montage.
Le choix de la taille de lot de fabrication est un
arbitrage entre la productivitéde la cellule de
fabrication du sous-ensemble et sa flexibilité.
Une taille de lot supérieure àl’unitépermet de
réduire le nombre de changements de série,
mais limite d’autant la réactivité. La taille de
lotad’autre part une influence directe sur le
volume du stock picking. Elle a aussi une
influence sur la visibilitédu pilotage des cel-
lules de fabrication lorsque celles-ci fonction-
nent en kanban. L’en-cours et le stock étant li-
mités, une taille de lot plus élevée donnera un
nombre de tickets kanban réduit, et donc une
finesse moins grande de variation.
Cadence
La cadence instantanée des cellules de fabri-
cation des sous-ensembles doit permettre de
pouvoir répondre àla cadence de la ligne de
montage, notamment dans le cas de la produc-
tion synchrone. Dans ce dernier cas, le temps
de défilement du produit doit aussi entrer dans
la fenêtre de réquisition.
Pour la livraison en picking synchrone, ces
contraintes sont moins fortes, la corrélation
entre la cadence de la ligne de montage et celle
des cellules de fabrication des sous-ensembles
étant cassée par le stock picking.
Surface disponible
Ce critère est essentiel dans le cadre du pic-
king synchrone. Souvenons-nous que les flux
synchrones trouvent leur origine dans la
complexitéet la diversitécroissantes des
sous-ensembles que l’on ne peut plus stocker
au pied des lignes de montage du fait du
nombre important de variantes et de leur
encombrement.
Dans le cas du picking synchrone, il faut
impérativement s’assurer que la surface dont
on dispose permettra de stocker aisément le
stock picking avec un accès direct àtoutes les
pièces et toutes les références. L’espace doit
être suffisant pour offrir la possibilitéd’une
organisation claire et ordonnée du stock et
faciliter de même la gestion en «premier en-
tré, premier sorti ».
Les critères de simulation sont donc la diversi-
tédu nombre de références, le mix et ses varia-
tions possibles, le niveau de stock de sécurité,
la performance des cellules de fabrication, le
type de container, et bien sûr la surface dont on
dispose.
Implantation des cellules de production
L’étude d’implantation a nécessitéd’évaluer
l’impact du type de flux synchrone sur la
conception des cellules. Nous avons résumé
cette étude dans les figures 9, 10 & 11 dont les
deux premiers cas sont en application chez
Vallourec.
Implantation - Fonctionnement en picking
synchrone (figure 9)
Le stock picking permet ici de découpler
l’organisation interne de l’atelier de fabrica-
Logistique & Management
Vol. 6 – N°2, 1998 35
 6
7
8
9
10
6
7
8
9
10
1
/
10
100%