Catalogue technique

Pipelife Norge AS
Technical Catalogue
for Submarine
Installations
of Polyethylene Pipes
Catalogue technique
sur les installations
sous-marines
de tubes en polyéthylène

Pipelife Norge AS
2 / 85
Sommaire
0.0 INTRODUCTION..........................................................................................................4
0.1 DIFFERENTS TYPES DE CANALISATIONS SOUS-MARINES................................................4
0.1.1 Canalisation d’amenée ........................................................................................... 4
0.1.2 Canalisation de transit ............................................................................................ 5
0.1.3 Canalisation de rejet ............................................................................................... 6
0.2 IMMERSION D’UN TUBE SOUS-MARIN EN PE, EXEMPLE ISSU D’UN PROJET REEL.
(VOIR AUSSI PARTIE A.5)...........................................................................................8
0.2.1 Introduction ............................................................................................................. 8
0.2.2 Immersion de la canalisation .................................................................................. 8
0.2.3 Installation du diffuseur...........................................................................................12
0.2.4 Conditions météorologiques ................................................................................. 13
0.2.5 Résumé ................................................................................................................ 14
A. CONCEPTION HYDRAULIQUE ET TECHNIQUE...............................................................15
A.1 DONNEES TECHNIQUES DE CONCEPTION DES CANALISATIONS EN PE...........................15
A.2 CONCEPTION HYDRAULIQUE.....................................................................................18
A.2.1 Coefficient de frottement ...................................................................................... 18
A.2.2 Coefficient pour les pertes de charge singulières ................................................. 20
A.2.3 Perte de charge due à la masse volumique.......................................................... 22
A.2.4 Capacité hydraulique ............................................................................................ 22
A.2.5 Vitesse d’autonettoyage........................................................................................ 25
A.2.6 Transport de l’air ................................................................................................... 25
A.3 CONCEPTION STATIQUE ...........................................................................................28
A.3.1 Pression interne .................................................................................................... 28
A.3.1.1 SENS RADIAL .....................................................................................................................................28
A.3.1.2 SENS AXIAL .......................................................................................................................................29
A.3.2 Charges externes / déformation............................................................................ 31
A.3.2.1 DEFORMATION DU TUBE NON SOUTENU.................................................................................................32
A.3.2.2 DEFORMATION DU TUBE DANS UNE TRANCHEE / PRESSION DU SOL...........................................................35
A.3.3 Coup de bélier....................................................................................................... 36
A.3.4 Contraintes thermiques......................................................................................... 38
A.3.5 Contrainte de flexion ............................................................................................. 40
A.3.5.1 DEFORMATION DU TUBE EN PE LORS DE LA FLEXION..............................................................................42
A.3.6 Autres contraintes ................................................................................................. 44
A.3.6.1 FORCES DU COURANT ET DES VAGUES..................................................................................................44
A.3.6.2 CANALISATION SUSPENDUE EN L’AIR ....................................................................................................45
A.3.6.3 CHARGES CONCENTREES ....................................................................................................................46
A.3.7 Charges combinées .............................................................................................. 46

Pipelife Norge AS
3 / 85
A.4 CONCEPTION DE LA CHARGE PAR LES LESTS EN BETON..............................................48
A.4.1 Degré de charge ................................................................................................... 48
A.4.2 Types de lests en béton........................................................................................ 50
A.4.3 Stabilité des canalisations en PE au fond de la mer ............................................. 51
A.4.4 “Taux de remplissage d’air” recommandé pour les canalisations sous-marines... 54
A.4.5 Forces du courant ................................................................................................. 55
A.4.6 Forces des vagues................................................................................................ 58
A.5 CONCEPTION DES PARAMETRES POUR LE PROCESSUS D’IMMERSION ...........................67
A.5.1 Pression interne de l’air ........................................................................................ 68
A.5.2 Force de traction ................................................................................................... 68
A.5.3 Vitesse d’immersion.............................................................................................. 72
B. INSTALLATION.........................................................................................................77
B.1 RACCORDEMENT DES TUBES EN PE..........................................................................77
B.2 SOUDAGE BOUT A BOUT DES TUBES EN PE ...............................................................78
B.2.1 Paramètres de soudage........................................................................................ 78
B.2.2 Capacité de soudage ............................................................................................ 79
B.3 INSTALLATION.........................................................................................................80
B.3.1 Tubes enterrés en PE ........................................................................................... 80
B.3.2 Tube reposant au fond de la mer.......................................................................... 82
LISTE DES REFERENCES : .....................................................................................................85

Pipelife Norge AS
4 / 85
0.0 Introduction
Description des différents types d’applications sous-marines pour les tubes en
polyéthylène.
Les tubes sous-marins PE sont utilisés pour le transport de l’eau potable et des eaux usées depuis
1960. Les tubes étaient alors produits en longueur de 12 m, soudés en bout par fusion, lestés au
moyen de lests en béton et immergés au fond de la mer, en faisant entrer de l’eau d’un côté et en
libérant de l’air de l’autre.
La méthode est presque la même aujourd’hui. Toutefois, l’accent est davantage mis sur la
conception et les calculs pour garantir une installation sûre et éviter les dommages.
Une autre innovation réside dans l’utilisation de tubes de longueur importante (jusqu’à 500 m),
extrudés en continu en usine, remorqués par bateau jusqu’au site et assemblés par brides.
Cette solution a été utilisée avec succès dans des projets à l’étranger.
Depuis 1960, il y a eu également une avancée importante du développement des matières
premières et des méthodes de production.
Ainsi, le polyéthylène est aujourd’hui la matière la plus courante pour les tubes, pour des
applications sous-marines. La flexibilité et la résistance la rendent supérieure aux autres.
En Norvège, par exemple, plus de 95% des canalisations sous-marines sont des tubes PE. Les
diamètres varient dans une fourchette de 50 mm - 1600 mm, et la profondeur de l’eau peut dans
certains cas atteindre 250 m. Des dommages arrivent très rarement.
Ceci est dû à :
- D’excellentes matières
- Une bonne conception
- Des entreprises de pose marine expérimentées
- Des inspecteurs instruits.
Le catalogue technique suivant traite de la conception.
Vous y trouverez la théorie et les formules qui vous permettront de calculer et résoudre les
problèmes les plus courants que l’on peut rencontrer dans des projets de canalisation sous-marine.
Toutefois, en introduction, nous allons premièrement mentionner les différents types d’installations
sous-marines et décrire brièvement un exemple de projet type d’immersion d’une canalisation.
0.1 Différents types de canalisations sous-marines
Si nous suivons la direction naturelle du transport de l’eau de consommation, nous pouvons diviser
l’installation en 3 catégories :
- La canalisation d’amenée
- La canalisation de transit
- La canalisation de rejet
0.1.1 Canalisation d’amenée
Les canalisations d’amenée servent à la fois aux applications civiles et industrielles.
Les sources peuvent être les rivières, les lacs et les fjords. Les profondeurs d’entrée varient de 2 m
à 250 m. L’eau est normalement transportée dans la canalisation par gravité vers une chambre
d’admission. Dans certains cas, la canalisation d’amenée est directement connectée à la pompe
dans une station de pompage. Une canalisation d’amenée est toujours exposée à une pression
négative.

Pipelife Norge AS
5 / 85
Problèmes spécifique à considérer :
− Dépression
− Encrassement
− Dégazage
− Courant
− Vagues
L’extrémité de l’entrée de la canalisation possède généralement une grille.
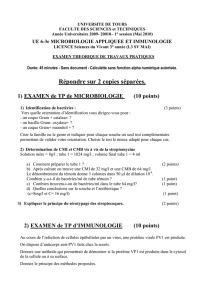
La Figure 0.1.1.1 montre un exemple de canalisation d’amenée d’une eau de rivière. Elle illustre
une nouvelle arrivée d’eau dans la rivière Glomma. La canalisation de 1200 mm de diamètre fait 3
km de long. La matière utilisée est le PE80 SDR17.
La capacité hydraulique est de 1.5 m3/sec. Toute la canalisation est posée dans une
tranchée de 2-3 m de profondeur, afin d’être protégée contre le courant, l’érosion, la glace et le bois
flottant. Les tubes en PE sont choisis pour leur flexibilité, leur résistance et leur facilité d’installation.
Fig. 0.1.1.1 Arrivée d’eau de rivière
0.1.2 Canalisation de transit
Dans de nombreux cas, il peut être approprié de traverser les lacs et les fjords grâce à des
canalisations sous-marines, au lieu d’utiliser un trajet plus long le long de la berge.
Dans d’autres cas, il est nécessaire de traverser les rivières et les mers pour alimenter en eau les
villes et les îles, ou bien pour déverser les eaux usées.
L’eau peut être transportée par gravité ou par pompage. Lors de cette opération, il y a toujours une
surpression dans le tube, sauf en cas de montée soudaine de pression.
Il est normal d’installer un regard/puits sur chaque berge pour réaliser l’interface avec la canalisation
immergée. Les équipements dans les puits dépendent du niveau d’entretien. Il est normal d’installer
des vannes d'arrêt.
Des problèmes spécifiques doivent être considérés pour les canalisations de transit:
− Pression
− Transport de l’air
− Courant
− Vagues
− Equipements de pêche
− Ancrage
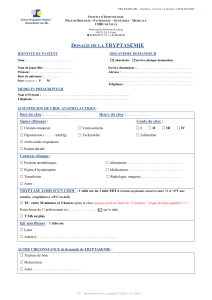
La Figure 0.1.2.1 représente une traversée de rivière. La figure montre le profil d’une canalisation
en PE et une traversée des eaux usées de la rivière Glomma, la plus longue rivière en Norvège. Le
diamètre de la canalisation est de 600 mm et l’épaisseur de la paroi est de 55 mm (PN10). La
longueur du tube est de 450 m. Une tranchée de cinq mètres de profondeur au fond de la rivière
était nécessaire pour éviter l’endommagement de la canalisation par les ancres de bateaux. Un tube
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
1
/
85
100%