Conception des processus d`une Plate

Dr S. KLEINHANS
Responsable Dpt Etudes – GRAISOFT1
Prof. G. DOUMEINGTS
Directeur Technique et du Marketing – GRAISOFT
Professeur au LAP/GRAI2 – Université Bordeaux 12
M. G. VAN DEN BOSSCHE
PRIME Manager – Schlumberger RMS
Le présent article rend compte des résultats du travail de modélisation et de concep-
tion concernant une Plate-forme Logistique Client (PLC) mené à Schlumberger
RMS (Resource Management Systems) France, avec le support du Groupe de Re-
cherche en Automatisation Intégrée (GRAI) du Laboratoire d’Automatique et de
Productique (LAP) de l’Université Bordeaux 1, dans le cadre du projet PRIME CAP
2000 supporté par le programme ADAPT.
Le contexte de l’étude GRAI:
le projet PRIME CAP 2000
Schlumberger RMS produit et commercialise
entre autres des appareils de mesure : comp-
teurs (eau, gaz, électricité). La branche RMS
représente environ 20 000 personnes dans le
monde entier sur une cinquantaine de sites de
production.
L’objectif d’accroissement de compétitivité
de cette entreprise multi-sites ne peut être
atteint que par un effort de simplification des
procédures et de formation de toutes les fonc-
tions appuyés par les nouvelles technologies
de l’information.
PRIME CAP 2000 est un projet d’entreprise
étendue dans lequel Schlumberger RMS
s’associe à des Centres Universitaires
(LAP/GRAI de l’Université Bordeaux 1 et
Université de Cardiff) ainsi qu’à des PME
locales fournisseurs et/ou sous-traitants de
Schlumberger.
PRIME CAP 2000 vise (figure 1) à :
lré-architecturer les processus de l’entre-
prise étendue ;
lconcevoir un programme de formation
pour accroître les qualifications techniques
des travailleurs sur leur poste actuel et leur
flexibilité au sein de l’entreprise
ltester le déploiement de ce programme de
formation via les technologies Inter-
net/Intranet, afin de valider son adéquation
avec l’objectif de compétitivité de
l’entreprise et avec la capacité des travail-
leurs à intégrer les concepts de gestion in-
dustrielle moderne et à l’utilisation des
outils informatiques qui s’y réfèrent.
Ce projet illustre la volonté de Schlumberger
RMS France d’atteindre ses objectifs de com-
Logistique & Management
Vol. 8 – N°1, 2000 29
Conception des processus
d’une Plate-Forme Logistique Client
à Schlumberger RMS France
par la Modélisation GRAI
1 : GRAISOFT,
Société de transfert de la
Méthodologie GRAIet du
logiciel support IMAGIM
2 : LAP/ GRAI : Laboratoire
d’Automatique et de
Productique / Groupe de
Recherche en Automatisation
Intégrée.
[email protected]deaux.fr

Logistique & Management
30 Vol. 8 – N°1, 2000
pétitivité en optimisant ses procédures et en
formant toutes les fonctions grâce aux nouvel-
les technologies de l’information.
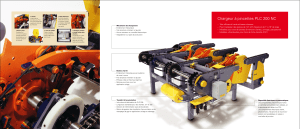
Schlumberger RMS se réorganise en vue de
distinguer de plus en plus clairement
(figure 2) :
lune logique industrielle, en mettant en
place à l’échelle mondiale une organisation
basée sur des usines pôles d’excellence
(UP : Unités de Production), dédiées à des
lignes de produits ;
lune logique commerciale, en mettant en
place dans chaque région une entité com-
merciale desservant le marché régional
pour toutes les lignes de produits.
Ce changement de logique a un impact sur les
flux logistiques locaux ; la solution retenue
après étude est la création d’une plate-forme
logistique client (PLC).
La PLC devra se situer à l’interface du Service
Commercial et des UP ; elle sera responsable
de la mise à disposition des produits finis
fabriqués par les UP Electricité, Gaz et Eau
indépendamment de l’organisation (et donc
des réorganisations) des Unités de Produc-
tion.
Le problème à résoudre :
concevoir la future Plate-forme
Logistique Client (PLC)
Dans la phase de re-engineering, Schlumber-
ger RMS souhaitait disposer d’une méthodo-
logie de modélisation d’entreprise supportée
par un outil informatique afin de capitaliser
les connaissances et les idées d’amélioration
collectées sur le site pilote de Chasseneuil
pour les ré-utiliser – dans une approche de
benchmarking interne – au sein de l’ensemble
de ses usines ; outre l’homogénéisation des
procédures, cette approche avait pour but de
faciliter le passage à la version 8.6 de l’ERP
(Enterprise Resources Planning) MfgPro©
(Marque déposée de la société QAD).
La première étape du re-engineering, en parti-
culier, s’avérait complexe, puisqu’il s’agissait
de spécifier et de concevoir de toutes pièces
une nouvelle entité organisationnelle, la
Plate-Forme Logistique Client.
Une veille méthodologique a amené Schlum-
berger à retenir la méthodologie GRAIet
son outil support IMAGIM, issus des recher-
ches du Groupe GRAI du LAP (Laboratoire
d’Automatique et de Productique) de
l’Université Bordeaux 1 et actuellement diffu-
sés par la société GRAISOFT.
Le but de l’étude GIM(GRAI Integrated
Method) de la PLC était donc de caractériser
la structure, l’organisation et les modes de
fonctionnement de la PLC.
La méthodologie GRAI:
principes généraux
La Méthodologie GRAI®est un ensemble de
méthodes qui contribuent à l’amélioration des
performances de l’entreprise par la Modélisa-
tion de l’Entreprise ([1], [2]).
La Méthodologie GRAI®couvre 5 domaines
d’application :
lLa Stratégie Industrielle.
lLa Réorganisation d’Entreprises.
lLe Pilotage de la Performance,
lLe Choix et l’Implantation de Solutions :
–Informatiques
–Techniques
–Organisationnelles
lLa Gestion des Connaissances et de la Qua-
lité
La Méthodologie GRAI comprend onze
modules méthodologiques qui s’appuient
tous sur :
Fig.1. Méthodologie mise en œuvre et positionnement de
l’intervention du LAP/GRAI
Figure 2. Architecture globale : 2 logiques distinctes.

Logistique & Management
Vol. 8 – N°1, 2000 31
lUn modèle de référence, le Modèle
GRAI®, utilisant les concepts de système
et de processus, qui permet de distinguer
les sous-systèmes physique, de décision et
d’information ;
lUn ensemble de formalismes graphiques :
–Actigramme
–Grille GRAI®
–Réseaux GRAI®
–Entité / Relation
–Vue processus
lUne démarche structurée.
Dans le cas de l’étude GRAI®de la PLC, le
module méthodologique appliqué est la
méthode GIM®(GRAI Integrated Method).
Cette méthode permet de construire un plan
d’actions cohérent pour faire converger
l’entreprise vers ses objectifs stratégiques (ici
les niveaux de performance de la PLC).
La démarche comprend deux grandes phases
(figure 3) :
1 une modélisation de l’existant pour
émettre un diagnostic précis,
2 une modélisation de l’entreprise-cible
contribuant à l’élaboration d’un plan
d’actions,
Permettant
3 la mise en œuvre cohérente des actions
planifiées.
GIM mobilise les compétences de l’entreprise
pour modéliser son fonctionnement actuel et
futur, identifier l’ensemble des besoins et
mettre en commun toutes les idées d’amé-
lioration. La méthode est participative : les
connaissances proviennent des acteurs de
l’entreprise réunis en Groupes aux missions
clairement définies (figure 5).
L’étude GIM®de la PLC
S’agissant d’une étude de conception pure
(sans système existant sur lequel effectuer une
analyse) et non d’une PLC existante à amélio-
rer, l’approche a consisté, en se basant sur la
connaissance des participants, à :
lclarifier finalité et performances attendues
de la PLC ;
ldéterminer l’environnement de la PLC en
identifiant ses échanges avec les autres ser-
vices et avec les partenaires externes à
Schlumberger : clients, transporteurs,
tiers ;
lévaluer quantitativement les flux de livrai-
sons susceptibles de passer par la PLC ;
lidentifier et modéliser la structure,
l’organisation et le fonctionnement de la
PLC à même d’atteindre la finalité et les
performances visées ;
lsupporter la simulation de MFGPRO© ver-
sion 8.6 qui sera utilisé par la PLC.
Le Directeur Commercial France a été
nommé « sponsor » de l’étude (habituelle-
ment appelé Groupe de Pilotage dans la
méthode GIM®) ; c’est lui qui a défini les
objectifs et les orientations et validé les pro-
positions à l’issue de la conception.
Un Groupe d’Implantation (habituellement
appelé Groupe de Synthèse dans la méthode
GIM®) a été constitué ; il comprenait les
Figure 3. La démarche de GIM
®
Figure 4. Les modèles de GIM
®
Figure 5. L’organisation en Groupes de GIM
®

acteurs Schlumberger pressentis pour gérer la
future PLC et ceux qui en seraient les interlo-
cuteurs dans les UP. Son rôle a consisté à spé-
cifier et modéliser la future PLC et à en
simuler le fonctionnement sur la version 8.6
de MFGPRO©.
Enfin, le Groupe des Spécialistes GRAI assu-
rant l’animation de l’étude était constitué d’un
consultant externe du LAP/GRAI et d’un
consultant interne à Schlumberger déjà rôdé à
la Méthodologie GRAI et spécialiste de
MFGPRO©.
L’étude a duré 4 mois et a nécessité 5 inter-
views et 8 réunions.
La première phase a consisté à modéliser
l’activité de la Direction Commerciale ; bien
que cette activité soit en dehors du domaine de
l’étude, sa modélisation a été réalisée (à un
niveau global) car le Groupe d’Implantation a
considéré qu’il s’agissait du meilleur point
d’entrée pour débuter la conception de la
future PLC. Par ailleurs, les résultats d’une
étude GIM®menée sur une Unité de Produc-
tion ont été ré-utilisés.
Définition de la finalité et des performances
de la future PLC
Avec le sponsor de l’étude, la finalité et les
performances attendues de la PLC ont ensuite
été spécifiées ; la finalité de la PLC est triple :
lconsolidation et gestion des prévisions : ce
n’est pas la PLC qui a la responsabilité
d’établir les prévisions de livraisons, mais
le Service Commercial et le Service Client
pour le SAV ; en termes de prévisions, la
PLC doit :
–ajuster les prévisions qu’elle reçoit
afin de maintenir ses propres stocks à
un niveau compatible avec son taux
de service objectif ;
–répercuter et distribuer ces prévi-
sions aux UP concernées.
lstockage : de produits finis « sur stock »
pour assurer un taux de service satisfaisant ;
lgestion des expéditions : la PLC est respon-
sable de la livraison des commandes aux
clients (à l’exception des produits à la com-
mande avec les UP Intra-Entité).
Les niveaux de performance objectifs ont été
déterminés :
len termes de Coût : coût de fonctionnement
de la PLC minimum ;
en mode nominal, la nouvelle organisation
de RMS aura des coûts de fonctionnement
(fabrication et logistique) inférieurs aux
coûts actuels ;
len termes de Qualité : conformité des li-
vraisons aux demandes clients ; maintien
des performances actuelles ;
len termes de Délai : respect du délai annon-
cé (fiabilité) et respect du délai souhaité
(flexibilité) ;
La mise en place de la PLC ne doit pas provo-
quer d’allongement du délai client.
Il est apparu rapidement que les finalités et
performances requises variaient selon les
types de produits considérés ; la typologie
APICS permet de distinguer 4 types de pro-
duits correspondant à des modes de gestion et
d’organisation différents (figure 6) :
lMTS Make To Stock - la fabrication est
décorrélée des commandes clients,
elle peut entièrement se faire sur
prévisions
lATO Assemble To Order - il s’agit
de produits avec variantes, person-
nalisés à la commande. Les
prévisions portent sur des sous-en-
sembles.
lMTO Make To Order - Toute la produc-
tion est déclenchée à la commande.
lETO Engineer To Order - Le produit est
conçu à la commande.
Seuls les trois premiers types de produits sont
dans le champ d’activité de la PLC (transmis-
sion aux UP de prévisions, de commandes
et/ou livraison des commandes).
En outre, MFGPRO©utilise un principe de
regroupement des Unités de Production en
Entités, concept lié aux aspects comptables et
fiscaux.
Selon que les UP sont dans la même entité que
la PLC (UP Intra-entité) ou non (UP
Extra-Entité), les relations entre le Service
Commercial, la PLC et l’UP diffèreront :
lles UP Intra-entité appartiennent à la même
entité (unité de regroupement de
MFGPRO©) et auront de ce fait un mode
d’échange particulier avec la PLC.
lles UP Extra-entité nécessiteront de mettre
en œuvre un autre type d’échange
d’information.
Pour résumer, il est possible de distinguer
trois « business cases » amenant des traite-
ments différents en croisant les deux typolo-
gies précédentes (figure 7) :
1 : les produits MTS (sans distinguer intra et
extra-entité)
Logistique & Management
32 Vol. 8 – N°1, 2000

2 : les produits ATO et MTO intra-entité (par
souci de simplification, ils seront désignés
dans la suite du document comme « ATO
intra-entité »)
3 : les produits ATO et MTO extra-entité (par
souci de simplification, ils seront désignés
dans la suite du document comme « ATO
extra-entité »)
Enfin, les produits ETO passent par un autre
circuit et sont hors-domaine pour la PLC.
Détermination de l’environnement et des
échanges de la PLC
La figure 8 illustre l’architecture d’ensemble
de la future chaîne logistique de RMS France.
Les flux en pointillé représentent des échan-
ges d’information, les flux en trait plein des
échanges de matière.
Ce schéma recouvre en fait deux cas de fonc-
tionnement :
l1er cas : le Service Commercial transmet à
la PLC prévisions et commandes, la PLC
« distribue » ces informations aux UP et
aux fournisseurs externes concernés, qui
renvoient à la PLC les produits correspon-
dants ; enfin, la PLC livre ces produits aux
clients.
l2ecas : le Service Commercial transmet à
la PLC prévisions et commandes, la PLC
« distribue » ces informations aux UP et
aux fournisseurs externes concernés, qui li-
vrent eux-mêmes ces produits aux clients
(c’est le cas, par exemple, pour l’Export).
Notons enfin que les UP peuvent effectuer
directement entre elles des livraisons inter-UP
de sous-ensembles.
Les UP devront garder en interne une logis-
tique : logistique interne pour approvisionner
leurs composants, mais aussi logistique
externe pour (2ème cas mentionné plus avant)
livrer elles-mêmes les clients.
Tous les cas de figure ont été envisagés préci-
sément dans les modèles réalisés.
Sous une autre forme, la figure 9 a permis
d’identifier les principaux interlocuteurs de la
PLC et les échanges opérés entre la PLC et ces
acteurs (les flux en pointillé représentent des
échanges d’information, les flux en trait plein
des échanges de matière).
Logistique & Management
Vol. 8 – N°1, 2000 33
Figure 8. Architecture de la future chaîne logistique
Figure 9. Echanges entre la PLC et ses interlocuteurs
Figure 6. Typologie APICS des modes
de production
Figure 7. Les trois types de produits
considérés dans l’étude PLC
 6
7
8
9
10
6
7
8
9
10
1
/
10
100%