2. Description du robot

CPLN – Ecole Technique – Neuchâtel
LABORATOIRE DE PRODUCTIQUE ET D’AUTOMATION
Gay S. / Müller M. 07.06.2005
1
Table des matières

CPLN – Ecole Technique – Neuchâtel
LABORATOIRE DE PRODUCTIQUE ET D’AUTOMATION
Gay S. / Müller M. 07.06.2005
2
1. Introduction
Dans ce rapport, vous pourrez trouver des informations concernant la prise en main du robot
Bosch Scara SR60. Nous avons seulement développé les commandes de bases, c’est-à-dire la
manipulation (en mode manuel), ainsi que la programmation à l’aide d’un ordinateur.
Vous pourrez aussi y trouver un programme fonctionnel permettant tout d’abord d’aller
chercher un outil (ventouse), puis d’aller chercher une pièce (un sugus), ensuite de la déposer
à un endroit prédéfini, et enfin, aller reposer l’outil.
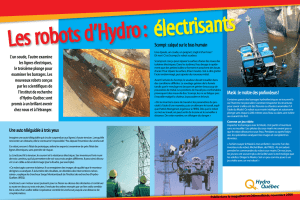
2. Description du robot
Le robot SR60 est un robot industriel de type Scara (Selective Compliant Articulated Robot
Arm). Composé de 4 axes, ce type de robot est très souvent utilisé dans l’industrie pour de
multiples applications liées au domaine de la manutention, du pick-and-place, ainsi que pour
des opérations de montage et assemblage.
2.1. Caractéristiques techniques
Espace opérationnel
Rayon max. ........................................... 600 ............................. mm
Angle d’orientation Axe 1 ................... 140 ........................... degré
Angle d’orientation Axe 2 ................... 150 ........................... degré
Course standard Axe 3 ......................... 200 ............................. mm
Angle de rotation Axe 4 ....................... 360 ............................. degré
Charge
Charge nominale .................................... 2 ............................... kg
Charge maximale .................................... 5 ............................... kg
Vitesse max.
Superposition A1/2 .............................. 4400 ............................ mm/s
Axe 1 .................................................... 265 ............................. degré/s
Axe 2 .................................................... 350 ............................. degré/s
Axe 3 .................................................... 700 ............................. mm/s
Axe 4 ................................................... 1100 ............................ degré/s

CPLN – Ecole Technique – Neuchâtel
LABORATOIRE DE PRODUCTIQUE ET D’AUTOMATION
Gay S. / Müller M. 07.06.2005
3
Accélération
Axe 1 .................................................... 720 ............................. degré/s2
Axe 2 ................................................... 1400 ............................ degré/s2
Axe 3 .................................................. 10000 ........................... mm/s2
Axe 4 .................................................. 15000 ........................... degré/s2
Précision
Tolérance de positionnement ............ 0.025 .......................... mm
Tolérance de l’axe 4 ............................ 0.1 ............................ degré
Résolution ............................................. 0.01 ............................ mm
3. Manipulations manuelles du robot
3.1. Mise en route du robot (allumage) :
1. Allumez l’installation en commutant l’interrupteur « Haupt Halter » sur 1
2. Attendez la fin des tests (visibles sur le boîtier de commande PHG)
3. Enclenchez les moteurs du robot en appuyant sur le bouton vert « Steuerung »
4. Mettez le commutateur sur « MANUEL »
5. A l’aide du PHG, entrez dans le mode 1 (Reference points). Pressez les boutons
suivants : « Mode », « 1 », .
6. Pour prendre les références, agissez tout d’abord sur les axes 3 et 4, puis les axes 1
et 2. Pour cela, appuyez sur les boutons suivants tout en laissant pressé le bouton
« Dead-Man » (gros bouton sur le côté droit du PHG) :
- référence axe 3, bouton « 3+ »
- référence axe 4, bouton « 4+ »
- référence axe 1, bouton « 1+ »
- référence axe 2, bouton « 2+ »
7. Sortez du menu en appuyant en même temps sur « SHIFT » et « 1 »
3.2. Manipulations manuelles des axes :
Tout d’abord, il faut commuter sur « MANUEL ». Ensuite, avec la commande PHG, allez le
mode 2 (Manuel), et tout en appuyant sur le bouton « Dead-Man », vous pouvez agir sur les 4
axes de manière polaire ou rectangulaire. La touche « Coordonnée » permet de nous donner
les coordonnées du point, soit sous forme polaire (JC), soit sous forme rectangulaire (WC).
Sous forme rectangulaire, les mouvements du robots se font en suivant les axes X, Y et Z !

CPLN – Ecole Technique – Neuchâtel
LABORATOIRE DE PRODUCTIQUE ET D’AUTOMATION
Gay S. / Müller M. 07.06.2005
4
Programmation
Prise en main du logiciel de programmation
1. Lancez le programme "BAPS Robot BOSCH".
2. Créez un nouveau fichier *.qll ou reprendre la base d'un fichier existant. (il est
préférable de reprendre un fichier existant affin de reprendre les paramètres du robot,
obligatoire à son fonctionnement).
3. Enregistrez le fichier sous le même nom que celui du programme. Le nom qui se
trouve après l'instruction "PROGRAM" doit correspondre au nom du fichier.
Exemple: si on veut appeler notre fichier "pince.qll", la ligne "PROGRAM PINCE"
doit apparaître dans le programme.
4.
Saisies des points à l’intérieur d’un programme :
Il y a 3 manières d’utiliser des points dans un programme.
La première consiste à inscrire directement dans la ligne de commande (par exemple pour un
mouvement) les coordonnées du point.
Exemple : - en coordonnées réctangulaires :
MOVE TO (, , 200, )
- en coordonnées polaires :
MOVE TO @ (-126.24, 105.76, 200, 113.83)
Les deuxièmes et troisièmes consistent à déclarer un nom de variable pour ces points.
La deuxième manière consiste donc à déclarer le point en assignant des coordonnées à une
variable dans le programme même.
Exemple : - en coordonnées réctangulaires :
POINT : pos1, pos2
pos1=(120,135,200,85)
pos2=(144,95,115,90)
MOVE TO pos1
MOVE LINEAR TO pos2
- en coordonnées polaires :
JC_POINT : @pos3, @pos4
@pos3=@(,,200,)
@pos4=@(,,115,)
MOVE TO @pos3
MOVE LINEAR TO @pos4

CPLN – Ecole Technique – Neuchâtel
LABORATOIRE DE PRODUCTIQUE ET D’AUTOMATION
Gay S. / Müller M. 07.06.2005
5
La troisième manière consiste juste à déclarer la variable dans le programme. Si aucune
assignation de coordonnée n’a été faite dans le programme, le compilateur va générer un
fichier *.PKT dans lequel seront contenus tous les points du programme sans assignation de
valeurs. Pour éditer ce fichier PKT, soit on édite directement le fichier depuis l’ordinateur,
soit on utilise la commande PHG.
Pour ce faire :
1. Au préalable, transferez le fichier PKT généré par le compilateur sur le RHO.
2. Mettez le bouton du RHO en mode « Manuel ».
3. Allez dans le mode 4 « Define/Teach in ».
4. Ensuite définissez le fichier PKT à utiliser avec le mode 4.2
5. Sélectionner à l’aide des flèches le fichier « PKT » voulu. Puis ENTER.
6. Sélectionner le point voulu à l’aide des flèches et .
7. Soit appuyez soit sur la touche (SHIFT + 3) pour atteindre les commandes
manuelles du robot. Avec cela vous aurez la possibilité de déplacer les axes et ainsi
d’atteindre la position voulue. Soit vous pouvez directement entrez les
coordonnées du point.
8. Pressez la touche (SHIFT + 1) pour revenir en arrière.
9. Pour terminer pressez 3 fois la touche ENTER.
Types de fichiers :
Fichier *.QLL : fichier d’édition de programme
Fichier *.IRD : fichier du programme compilé
Fichier *.PKT : fichier contenant les points non assignés du programme (attention, ce
fichier ne sera généré que si des points ne sont pas assignés dans le
programme)
Les fichiers à transférer sur le RHO3 sont les fichiers *.IRD et *.PKT (si existant).
Le nom des fichiers QLL, IRD et PKT est identique.
Appel de programmes externes :
 6
7
8
9
6
7
8
9
1
/
9
100%