LES TRAITEMENTS DE
LES TRAITEMENTS DE
SURFACE
SURFACE
Christophe HOLTERBACH
christophe.holterbach@cetim-cermat.fr
COURS

Les traitements de surface
Les traitements de surface
Qu’est ce qu’un
Qu’est ce qu’un traitement de surface?
traitement de surface?
« Toutes les opérations mécaniques, chimiques, électrochimiques
ou physiques qui ont pour conséquences de modifier la fonction
ou l’aspect de la surface d’un matériau, afin de l’adapter à des
conditions d’utilisation données ».
Définition donnée par l’encyclopédie Universalis.
« Traitement de surface » = Terme général regroupant:

Les traitements de surface
Les traitements de surface
Une SURFACE est faite pour satisfaire des propriétés d’emploi données. C’est la
raison pour laquelle on est souvent amené à pratiquer un (ou des) « traitements »
pour « anoblir » la surface et lui conférer une fonctionnalité spécifique.
Un traitement de surface, pour quoi faire?
Un traitement de surface, pour quoi faire?
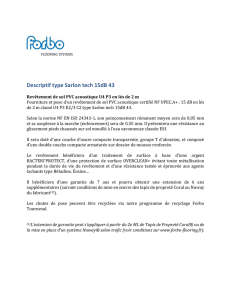
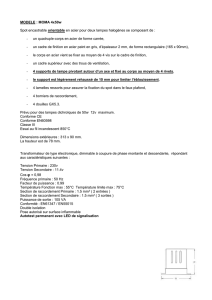
Domaines d’applications:
Domaines d’applications:
L’aspect de surface/décoration
La résistance à la corrosion
La résistance au frottement
La résistance à l’abrasion/érosion
La résistance à la fatigue
L’aptitude au collage
44,90%
23,80%
11,40%
8,10%
7,80% 2,50%
1,50%
Anti-corrosion Anti-usure
Amélioration de l'aspect Conductibilité électrique
Amélioration des caractéristiques de glissement Soudabilité
Autre

Les traitements de surface
Les traitements de surface
Qu’est ce qu’un
Qu’est ce qu’un traitement de surface?
traitement de surface?
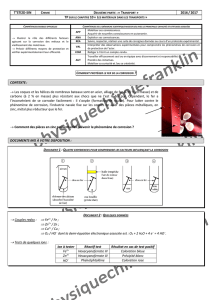
UN TRAITEMENT DE SURFACE CE COMPOSE
TOUJOURS:
Remarque: Les traiteurs à façon font une distinction très nette entre un revêtement
et un traitement de surface superficielle :
D’un revêtement
D’un traitement de
surface superficielle
D’un (ou plusieurs) traitement préparatoire
(préparation de surface)
ET/OU
ET

Les traitements de surface
Les traitements de surface
Qu’est ce qu’
Qu’est ce qu’un traitement préparatoire
un traitement préparatoire ?
?
Conditionnement d’une surface industrielle par une succession
d’opérations appropriées afin de la rendre apte à recevoir (et à
garder) un traitement ultérieur.
SEQUENCE DE PREPARATION
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
1
/
83
100%