C.C.-
I
-06 I.U.T de Mantes en Yvelines – GMP1 Page n°0
Pièce
Mandrin
OM
1
M
MO
OC
CN
N
E
ET
T
P
P
R
RO
OG
GR
RA
AM
MM
MA
AT
TI
IO
ON
N
D
Dé
ép
pa
ar
rt
te
em
me
en
nt
t
G
GM
MP
P
-
-
1
1
i
iè
èr
re
e
a
an
nn
né
ée
e
Carole
C
HEVROT

MOCN et Progammation
C.C. I.U.T de Mantes en Yvelines – GMP Page n°1
I
I.
.
S
St
tr
ru
uc
ct
tu
ur
re
e
d
d’
’u
un
ne
e
M
MO
OC
CN
N
3
3
A. Analyse fonctionnelle 3
B. Architecture générale 3
1. Le repère "Machine" 4
1.1. Le point Courant (Pt Courant) 4
1.2. L’origine Machine (OM) 4
1.3. L’origine mesure (Om) 4
1.4. Axes et Demi-axes 5
1.5. Repérage des axes 5
2. Le repère de "Programmation" 6
2.1. Axes du repère de programmation 6
2.2. Origine Programme (OPr ou OP) 6
2.3. Origine pièce (Op) 6
2.4. Origine porte-pièce (Opp) 6
2.5. Paramétrage machine pour définir l’Opr 6
3. Le repère "Outil" 9
3.1. Le point de référence 9
3.2. Jauge d’outil 10
3.3. Correcteur de rayon 10
3.4. Correcteur dynamique – Cas du DCN Num 750T 12
I
II
I.
.
P
Pr
ro
og
gr
ra
am
mm
ma
at
ti
io
on
n
d
de
es
s
M
MO
OC
CN
N
1
13
3
A. Programmation de base 13
1. Structure du langage de programmation 13
1.1. Syntaxe 13
1.2. Différentes fonctions des adresses 13
1.3. Format 13
1.4. Structure d’une ligne de programme 14
2. Distance de Sécurité … 14
2.1. Cas du Tournage 14
2.2. Cas du Fraisage 14
3. Changement d’outil 15
4. Paramètres de coupe 15
5. Choix de programmation 16
5.1. Programmation en absolu par rapport à l’Om 16
5.2. Programmation en absolu 16
5.3. Programmation en relatif 16
6. Décalage de l’OPr 16
7. Interpolations ou Déplacements des axes 17
7.1. Interpolation Linéaire 17
S
S
O
OM
MM
MA
AI
IR
RE
E

MOCN et Progammation
C.C. I.U.T de Mantes en Yvelines – GMP Page n°2
7.2. Interpolation circulaire 17
8. Correction de rayon : Engagement & Dégagement 18
8.1. Stratégie d’engagement 18
8.2. Stratégie de dégagement 19
9. Arrosage et arrêts 19
9.1. Arrosage 19
9.2. Arrêts 19
10. Structure général des programmes 20
11. Cycles d’usinage 21
11.1. Cycles de Perçage 21
11.2. Cycle d’ébauche paraxial 22
B. Programmation géométrique de profil (P.G.P.) 23
1. Cas des DCN Num 23
1.1. Utilisation 23
1.2. Illustration 23
1.3. Programmation des blocs 23
2. Cas du DCN Tigre7 28
2.1. Programmation en coordonnées polaires 28
2.2. Eléments de base de PGP 28

MOCN et Progammation
C.C. I.U.T de Mantes en Yvelines – GMP Page n°3
I
I.
.
S
S
T
TR
RU
UC
CT
TU
UR
RE
E
D
D
’
’
U
UN
NE
E
M
MO
OC
CN
N
A
A.
.
A
A
N
NA
AL
LY
YS
SE
E
F
FO
ON
NC
CT
TI
IO
ON
NN
NE
EL
LL
LE
E
Une machine outil à commande numérique, appelée communément MOCN, est un système
automatisé. Elle est composée d’une partie commande (PC) : le DCN (directeur de commande
numérique) et d’une partie opérative (PO) comprenant la structure de la machine outil, le porte-outil,
l’outil et le porte-pièce ; la matière d’œuvre est la pièce.
Analyse fonctionnelle niveau A-0 :
B
B.
.
A
A
R
RC
CH
HI
IT
TE
EC
CT
TU
UR
RE
E
G
GE
EN
NE
ER
RA
AL
LE
E
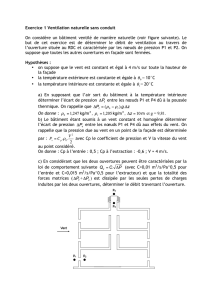
Une MOCN est composée de cinq ensembles organisés en boucle ; à savoir : la structure de la MO,
le porte-pièce (PP), la pièce (P), le porte-outil (PO) et l’outil (O).
L’objectif du positionnement de ces différents ensembles étant de faire coïncider le Pt générateur de
l’outil avec la trajectoire programmée par rapport à l’origine programme, choisit judicieusement sur la
pièce.
Ces cinq ensembles sont disposés de la manière suivante :
Usiner une
pièce
Pièce brute Pièce usinée
Copeaux
W électrique et pneumatiue ou hydraulique
Mode de marche ( continu / séquentiel )
Réglage des paramètres de coupe
Départ cycle
MOCN

MOCN et Progammation
C.C. I.U.T de Mantes en Yvelines – GMP Page n°4
1
1.
.
L
L
E
E
R
RE
EP
PE
ER
RE
E
"
"M
M
A
AC
CH
HI
IN
NE
E
"
"
1.1. L
E POINT
C
OURANT
(Pt Courant)
Au démarrage (mise sous tension de la MOCN), la PC ne connaît pas où se trouve le point courant
par rapport à la PO donc par rapport aux origines liées à la structure de la machine : OM (Origine
Machine) et Om (Origine mesure).
Hall mécanique de l’IUT :
Tour CT200
Pt cour = ∩ face avant de la tourelle et axe de
l’alésage du porte-outil de la position d’usinage.
Centre d’usinage HPM600
En approximation, Pt cour = ∩ nez de broche et
axe de broche.
1.2. L’
ORIGINE
M
ACHINE
(OM)
C’est la référence des déplacements de la machine outil. Cette origine est fixée par le constructeur
et est située sur les courses de la MO afin de définir une origine absolue.
1.3. L’
ORIGINE MESURE
(Om)
C’est le point de départ de toutes les mesures. On parle de zéro mesure.
Il faut donc faire la POM (Prise d’Origine Machine) ; ce qui consiste à déplacer les éléments
mobiles de la machine suivant chaque axe jusqu’aux butées électriques définissant l’Om.
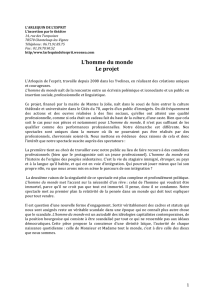
Sur chacun des axes, l’origine machine
(OM) est acquise lorsque :
- La butée d’origine a été actionnée dans
le sens de déplacement prévu (sens de
la POM),
- Le codeur qui mesure le déplacement
de l’axe envoie son « top zéro ».
La distance OM–Om est un paramètre
mémorisé définitivement dans le calculateur.
La POM est donc la première opération à faire après la mise en service de la MOCN.
Pour la mise en service, il faut basculer le sectionneur de l’armoire sur
ON
(énergie électrique) puis
actionner le bouton poussoir de puissance sur le pupitre (énergie pneumatique).
Maintenant, la PC connaît à tout moment la position du Pt Courant par rapport à l’Om
(A
TTENTION
: à l’écran, en général, il peut y avoir confusion entre OM & Om)
Contact ouvertContact fermé
1 tour codeur
OM
Fin de course
mini Fin de course
maxi
Top zéro codeur
Sens de la POM
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
1
/
30
100%