S si
Analyse fonctionnelle
SYNTHESE
FONCTION
GLOBALE
Matière d’œuvre
Etat entrant
Matière d’œuvre
Etat sortant
Processeur
Données de contrôles
W C E R
I. Définition
L'analyse fonctionnelle du besoin s’utilise lors de la
création, de l'analyse ou de l’amélioration d'un produit. Elle
sert de base à l’établissement du Cahier des Charges
Fonctionnel (CdCF) et commence par une observation
externe du produit.
II. Cahier des charges fonctionnel (CDCF)
Le cahier des charges fonctionnel (CDCF) est un document
formulant le besoin, au moyen de fonctions détaillant les services
rendus par le produit et les contraintes auxquelles il est soumis.
III. Diagramme « bête à cornes »
Il permet de
définir la raison
d’être du produit.
IV. Diagramme pieuvre (ou des interacteurs)
Il permet de définir les relations entre le produit et son
environnement.
FP : Fonction Principale. Justifie la création du produit
FC : Fonction Contrainte. Ce sont des contraintes imposées par
l’environnement au produit.
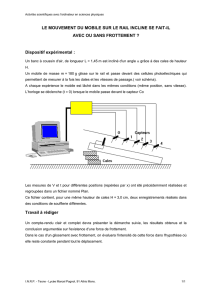
V. Actigramme SADT (Structured Analysis and
Design Technic)
Il permet de modéliser la fonction d’un système ainsi que les
éléments environnants en interaction avec le système.
Matière d’œuvre :
élément sur lequel
agit le système. La
matière d’œuvre
peut être de la
matière, de
l’énergie ou des
informations.
Données de
contrôle ou contraintes d’activités. Ce sont les paramètres qui
déclenchent ou modifient la réalisation de la fonction. Ils sont de 4
types :
- données de contrôle énergétiques (W) ;
- données de contrôle d’exploitation (E) ;
- données de contrôle de configuration (C) ;
- données de contrôle de réglage (R).
Des zooms successifs sur les différentes « boites » permettent
d’analyser le système.
VI. FAST (Functional Analysis System
Technique)
La méthode FAST permet à partir d’une Fonction Principale ou
d’une Fonction Contrainte de faire une décomposition en Fonctions
Techniques pour aboutir aux solutions technologiques. Chaque
solution technologique est réalisée à partir de composants (ou de
pièces).
Ce diagramme peut se lire de la fonction vers la solution : c’est le
« comment »
Mais aussi de la solution vers la fonction : c’est le « pourquoi »

S si
Chaînes fonctionnelles
SYNTHESE
I. La fonction « acquérir »
Pour acquérir des informations issues du système
ou de son environnement, on utilise des capteurs
(de présence, de température, de contact, d’intensité
lumineuse,…).
Pour acquérir des informations issues de l’opérateur, on
utilise des claviers, boutons poussoirs, boutons tournant,
écrans tactiles,…
II. La fonction « traiter »
Pour réaliser la fonction « traiter », on peut utiliser une
technologie de type :
câblé : Ce type de traitement est figé et, en
conséquence, réservé aux systèmes simples ou liés à la
sécurité. Il est réalisé par des circuits électriques
câblés ou des cartes électroniques.
programmé : Ce type de traitement, réalisé par un
programme, permet des adaptations et des
évolutions par programmation. Il est réalisé par des
modules logiques programmables, des automates
programmables (API), des ordinateurs,…
III. La fonction « communiquer »
Le système communique avec l’utilisateur par l’intermédiaire de voyants,
écrans, diodes, afficheurs,…
La chaîne d’information communique avec la chaîne
d’énergie en lui donnant des « ordres ».
Le système peut communiquer avec d’autres appareils ce
qui permet de la télésurveillance, du télédiagnostic et de la
télémaintenance.
IV. La fonction « transmettre » et « agir »
Les fonctions TRANSMETTRE et AGIR sont
généralement réalisées par des mécanismes. Ils sont
constitués de pièces reliées entre elles par des liaisons
mécaniques. Ces mécanismes permettent de
transmettre l’énergie reçue et agissent directement sur
la matière d’œuvre.
Mécanismes permettant de transmettre de l’énergie
mécanique : engrenages, système vis-écrou,
système poulie courroies, système pignon
crémaillère, …
Mécanismes agissant sur la matière d’œuvre :
ventouses, pinces, tapis roulant, poussoirs, lames,…
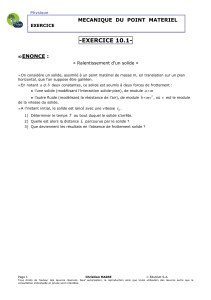
V. La fonction « alimenter », « distribuer »,
« convertir »
M
M
Réseau
A
LIMENTER
Sectionneur
porte-fusibles
I
SOLER
-
P
ROTEGER
Contacteur
D
ISTRIBUER
Relais thermique
P
ROTEGER
Moteur électrique triphasé
C
ONVERTIR
Informations à
d’autres systèmes et
aux interfaces
homme/machine

S si
Les liaisons mécaniques
SYNTHESE
I. Définition
Dans un mécanisme, quand une pièce est en contact avec une autre, il
y a entre ces deux pièces une liaison mécanique.
II. Caractéristique des contacts entre solides
On peut distinguer 3 types de contacts entre solides :
o contact
ponctuel
o contact
linéaire (la
ligne n’est pas
forcément une
droite)
o contact
surfacique
Dans ce cas
les surfaces de
contact sont le
plus souvent : planes / cylindriques / sphériques / hélicoïdales /
coniques.
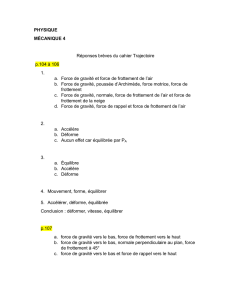
III. Degrés de liberté
La liaison entre 2 pièces se caractérise par le nombre de mobilités
que peut avoir l’une des pièces par rapport à l’autre. Ces mobilités (ou
mouvements autorisés) sont appelés degrés de liberté.
Ces degrés de liberté correspondent aux mouvements élémentaires et
sont au nombre de 6 :
- 3 translations Tx Ty Tz
- 3 rotations Rx Ry Rz
La nature d’une liaison
mécanique dépend donc de la
géométrie du contact (ponctuel,
linéaire, surfacique) ainsi que du
nombre et de la position relative
de ces contacts.
0 mobilité
Liaison
encastrement
T
R
X
0
0
Y
0
0
Z
0
0
1 mobilité
Liaison pivot
d’axe x
T
R
X
0 RX
Y
0 0
Z
0 0
Liaison glissière
d’axe x
T R
X
TX
0
Y
0 0
Z
0 0
Liaison
hélicoïdale d’axe
x
Rx = Tx.2π/p
p=pas
T R
X
TX RX*
Y
0 0
Z
0 0
2 mobilités
Liaison pivot
glissant d’axe x
T R
X
TX RX
Y
0 0
Z
0 0
Liaison rotule à
doigt
T
R
X
0
0
Y
0
RY
Z
0
RZ
3 mobilités
Liaison rotule
T
R
X
0
RX
Y
0
RY
Z
0
RZ
Liaison appui-
plan de normale
y
T R
X
TX 0
Y
0 RY
Z
TZ 0
4 mobilités
Liaison sphère
cylindre (linéaire
annulaire) d’axe
x
T R
X
TX RX
Y
0 RY
Z
0 RZ
Liaison cylindre
plan (linéaire
rectiligne), de
normale y et
d’axe x
T R
X
TX RX
Y
0 RY
Z
TZ 0
5 mobilités
Liaison sphère
plan (ponctuelle)
de normale y
T R
X
TX RX
Y
0 RY
Z
TZ RZ
A
z
y
A
x
y
y
A
A
y
A
y
y
A
A
y
A
y
y
A
A
x
y
A
z
y
A
y
x
z
x
y
A
z
y
A
y
x
z
A
y
y
A
y
x
A
A
y
y
A
y
A
y
A
A
z
y
y
A
A
A
A
Plan Cylindre Sphère
Sphère
Cylindre
Plan
x
x
x
x
x
x
x
x
x
x
x
x
y
y

S si
Les liaisons mécaniques
SYNTHESE

S si
Le dessin technique
SYNTHESE
I. Le format des supports
Les dimensions des supports (feuilles, calques) pour le dessin industriel
sont normalisées
Les formats se déduisent les uns des autres à partie du format A0, de
surface 1m
2
, en subdivisant chaque fois par moitié le coté le plus grand.
II. Les différents types de dessins
Le dessin
d’ensemble
représente tout le
mécanisme.
Chaque pièce,
repérée par un
numéro, est définie
dans la
nomenclature.
Le dessin de
définition définit
complètement
chaque pièce du
mécanisme. Ce
dessin sert à la
fabrication de la
pièce. Il y a toutes
les cotes de la
pièce et toutes les
indications pour les
usinages.
III. La disposition des vues
En norme Européenne : la vue de droite est à gauche,
la vue de gauche est à droite,
la vue de dessus est en dessous
la vue de dessous est au-dessus
IV. Les types de traits
V. Les hachures
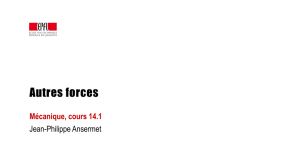
VI. Les coupes
VII. Les sections
Contrairement à une coupe (pour laquelle on dessine une demi-pièce),
on ne dessine que les éléments situés dans le plan de la coupe. Il n’y a
donc pas de pointillés.
Plan de
coupe :
Trait mixte fin
gras aux
extrémités
Flèches
indiquant le
sens de la
lecture
Hachures
Lettres indiquant
le plan de coupe
Pièce non coupée
Plan de coupe
Morceau conservé
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
1
/
33
100%