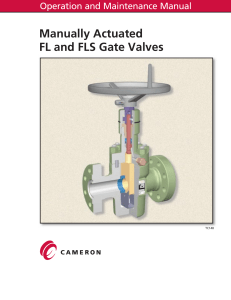
Manually Actuated FLS-TC
Fire Resistant Gate Valves
with Heat Sensitive Backseating Feature
Operation and Maintenance Manual
TC1354

All the information contained in this manual is the exclusive property of
Cooper Cameron Corporation, Cameron Division. Any reproduction or
use of the calculations, drawings, photographs, procedures or instruc-
tions, either expressed or implied, is forbidden without the written per-
mission of Cameron or its authorized agent.
Initial Release A1
November 1998
Copyright © 1998 all rights reserved
By
Cooper Cameron Corporation
Cameron Division
TC1354 2

PREFACE
The procedures included in this book are to be performed in conjunc-
tion with the requirements and recommendations outlined in API Speci-
fications. Any repairs to the equipment covered by this book should be
done by an authorized Cameron service representative. Cameron will
not be responsible for loss or expense resulting from any failure of
equipment or any damage to any property or death to any person re-
sulting in whole or in part from repairs performed by other than author-
ized Cameron personnel. Such unauthorized repairs shall also serve to
terminate any contractual or other warranty, if any, on the equipment
and may also result in equipment no longer meeting applicable require-
ments.
File copies of this manual are maintained. Revisions and/or additions
will be made as deemed necessary by Cameron. The drawings in this
book are not drawn to scale, but the dimensions shown are accurate.
This book covers a Cameron gate valve, which is a product of Cooper
Cameron Corporation.
Cooper Cameron Corporation
Cameron Division
P.O. Box 1212
Houston, Texas 77251-1212
713-939-2211
http://www.coopercameron.com
TC1354 3


Contents
I. General Information ............................7
A. Description and Features ........................7
B. Operating Instructions .........................8
C. Dimensional Data ............................10
D. Assembly Drawings and Parts Lists...................14
II. Periodic Maintenance ............................20
A. Lubricants ................................20
B. Body Cavity Lubrication ........................21
C. Thrust Bearing Lubrication .......................22
III. Troubleshooting ..............................23
IV. Ordering Replacement Parts ........................23
V. Stem Shear Pin Replacement ........................24
VI. Backseat Seal Engagement .........................25
VII. Backseat Seal Verification .........................27
A. For Valves Rated 10,000 psi and Below ................27
B. For Valves Rated 15,000 psi and Above ................28
C. For Valves with Special “Buried” Check Valve Below Grease Fitting. 29
VIII. Backseat Seal Disengagement And Bearing Mount Adjustment.....30
IX. Bonnet Grease Fitting Replacement ....................33
A. For Valves Rated 10,000 psi and Below ................33
B. For Valves Rated 15,000 psi and Above ................33
X. Thrust Bearing Replacement And Fusible Ring Inspection ........34
A. For Conventional Threaded Bearing Cap Designs...........34
B. For Designs with Bearing Cap Retained by Threaded Ring ......36
TC1354 5
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
1
/
51
100%