1
UFR des sciences et techniques
Masters Energie 1ére Année
Parcours EFEMO
Année universitaire 2019-2O20
Rapport de stage :
Télescopes, turbulences atmosphériques
Et optique adaptative
Mouhamadou moustapha LO
Stage effectué du 25 avril au 14 JUIN 2019 Au
laboratoire GPM
Tuteur professionnelle : Monsieur Xavier sauvage
Tuteur pédagogique :

2
Remerciement
Avant tout d’abord, je remercie monsieur Denis LEDUE enseignant chercheur à l’université de Rouen de
m’avoir aidé de trouver ce stage. Ensuite je remercie monsieur pascal Boubert enseignant chercheur à
l’université de Rouen de m’avoir aidé sur les recherches de stage et aussi de faire un bon cv et lettre de
motivation.
Je remercie aussi monsieur Xavier sauvage directeur de recherche au laboratoire GPM de m’avoir
proposé ce stage, je le remercie également de m’avoir encadré durant ce stage, de me faire découvrir
beaucoup de chose, de m’avoir guidé a préparé mes échantillons, le temps que je l’ai pris pour des
explications, de m’avoir aidé dans la rédaction de mon rapport et aussi dans la réalisation des
expériences.
Je remercie aussi monsieur Philipe PAREIGE directeur de GPM de m’avoir laisser faire ce stage au sein
du GPM

3
Sommaire
I. Introduction
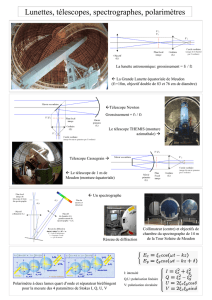
II. Etude et propriétés des télescopes
II.1) Etude d’un Télescope
II.2) Effet de la diffraction sur les performances du télescope
III. la turbulence
III.1) Effet de la turbulence atmosphérique sur les télescopes
III.1.a) Turbulence atmosphérique et l’indice de réfraction
III.1.b) Effet des turbulences atmosphérique sur la forme d’un front d’onde et sur l’image d’une
Étoile
IV.) utilisation de l’optique adaptative
IV.1) Principe de fonctionnement
IV.2) Analyseur de surface d’onde : interféromètre par dédoublement latéral
Conclusion générale
Bibliographie
Annexes

4
I. Introduction
Lieu du Stage
Le Laboratoire CORIA « complexe de recherche interprofessionnel en
aérothermochimie » est une unité mixte de recherche (UMR) rattachée à
l’Institut d’Ingénierie et des Systèmes (INSIS) du CNRS, université
de Rouen Normandie et l’INSA de Rouen Normandie. Le laboratoire
regroupe 172personnes (52chercheurs et enseignant chercheurs,35
ingénieurs Techniciens et administratifs 70 doctorants et 16 post-
doctorats et aussi des chercheurs invités et stagiaires de licences
/masters). Les sujets abordés au sein du laboratoire se résument en
trois axes principaux :
L’écoulements réactifs :
Les activités du département « Ecoulements Réactifs » sont basés sur
la combustion et les plasmas ; en rapport avec l’utilisation de ces
écoulements réactifs par les industries de transformation, de
production d’énergie et de propulsion aéronautique ou terrestre. Dans
cette département les recherches sont base sur trois thèmes à savoir
:
Analyse expérimentale de la combustion : Dans ce groupe les activités
sont regroupées sur quatre axes principaux à savoir la combustions
instansionnaire ensuite stabilisation, instabilités et contrôle de la
combustion et aussi la combustion en milieu dilué et incendie et
enfin diagnostics laser en combustion.
Modélisation et simulation de la combustion : Dans ce groupe les
travaux se résument sur trois axes principaux, à savoir La
détermination des lois de comportements des flammes par analyse
théorique et simulation de problèmes canoniques de combustion ensuite
Le développement de méthodes numériques, d’algorithmique et de
logiciels pour la simulation haute performance de la combustion
turbulente et enfin Le développement de modélisations de sous-maille
pour la simulation aux grandes échelles des écoulements réactifs
turbulents et l’application à l’analyse des flammes turbulentes pour
aider au dimensionnement des systèmes de combustion.
Turbulence, atomisation, sprays et chaos :
Les travaux du département sont basés sur la mécanique des écoulements
et systèmes complexes traitant des instabilités, de la turbulence, du
mélange. Ils font d’autre part usage de techniques d’investigations
s’inscrivant dans les mêmes compétences scientifiques comme par
exemple la physique non linéaire, l’analyse statistique ou la
description multi-échelle des phénomènes. Ce département est divisé en

5
trois groupes à savoir, la turbulence et mélange ensuite atomisation
et sprays et enfin la dynamique biomédicale.
Optique et lasers
Dans ce département leurs recherche sont basés sur tous les problèmes
d’interaction entre la lumière et la matière macroscopique diluée.
Leurs objectifs sont de développer des outils analytiques et
numériques permettant de calculer les caractéristiques de cette
interaction et aussi de concevoir des techniques de diagnostic
innovantes ou de perfectionner les techniques actuellement existantes
permettant de mesurer les propriétés des objets étudiés. Ce
département est divisé en deux groupes l’un qui travaille sur les
sources laser et diagnostics en milieux denses et l’autre sur
l’interaction laser/particules.
CONTEXTE
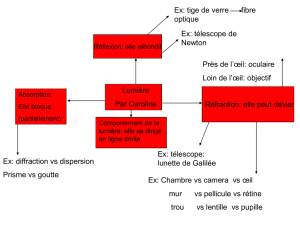
Le brouillage dû à la turbulence atmosphérique à un effet sur les
télescopes terrestre. Ces turbulences provoquent une fluctuation
rapide de l’éclat lumineux des étoiles qui enchante les poètes mais
perturbent les astronomes car il brouille les détails subtils des
images. Pour observer les astres au télescope les images obtenues
subissent une forte dégradation dû au fait que les astres émissent la
lumière qui traverse l’atmosphère et cette dernière est composée
masse d’air ayant chacune sa propre vitesse de déplacement. En effet
se phénomène se manifeste par une variation spontanée et aléatoire de
densité et donc d’indice de réfraction de l’air. Ce pendant on
observe des différences phase aléatoires qui a pour conséquences la
déformation des fronts d’onde et donc d’image obtenue. Toutefois, les
perturbations dû à la turbulence atmosphérique peuvent être corrigée
grâce à l’optique adaptative qui permet d'observer le ciel en
s'affranchissant des perturbations liées aux turbulences de
l'atmosphère de telle sorte que ces dernières fournissent des images
qui sont théoriquement aussi précises que possible, c’est à dire se
rapprochant des conditions spatiales. Les systèmes d’optique
adaptative fonctionnent grâce à des miroirs déformables contrôlés par
ordinateur qui neutralisent les distorsions provoquées par les
turbulences atmosphériques. Le principe repose sur des corrections
optiques en temps réel calculées à une très grande vitesse (plusieurs
centaines de fois par seconde) à partir de données d’image obtenues
par un détecteur de front d’ondes qui contrôle la lumière à partir
d’une étoile de référence. Ce pendant nous voulons étudier les
caractéristiques des télescopes ensuite montrons comment l’éclat
lumineux des étoiles dû à la turbulence atmosphérique peuvent
perturbées les télescopes terrestres enfin de voir comment avec les
techniques de l’optique l’adaptative cette perturbation majeure peut
être corrigée.
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
/
31
100%