Conditionneuse de Comprimés : Présentation Technique
Telechargé par
stéphane Duchemin

E1-E11
DOSSIER PRESENTATION
DP 1/15
E1-E11 : Analyse et exploitation de données techniques
DOSSIER PRESENTATION
CONDITIONNEUSE DE COMPRIMES
21/01/14

E1-E11
DOSSIER PRESENTATION
DP 2/15
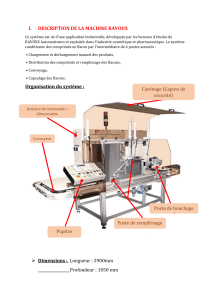
Présentation de la ligne de transformation : CONDITIONNEMENT DE COMPRIMES
La ligne se compose de différents sous-systèmes :
Sous-système :
Convoyeur
Convoyeur mécanique à
chaîne articulée
et à palettes libres
équipé d’un limiteur de
couple à friction.
Sous-système : Châssis
en aluminium
Sous-système : Pupitre
Sous-système :
Distribution et remplissage
des flacons
Sous-système :
Capsulage des flacons

E1-E11
DOSSIER PRESENTATION
DP 3/15
Organisation du système :
Pression pneumatique : 6 bars
Tension d’alimentation : 400 V alternatif triphasé + neutre 50 Hertz
Modélisation A-0 du système
Matière d’oeuvre

E1-E11
DOSSIER PRESENTATION
DP 4/15
Schéma cinématique spatial du système
rrc = 21/38
136N

E1-E11
DOSSIER PRESENTATION
DP 5/15
Détails de la partie opérative
Modélisation de la partie opérative niveau A3
Wélec. Wpneu. Wélec. Wpneu.
Nbre de comprimés
Réglages
Flacon plein capsulé
Module de
remplissage
Module de
capsulage
Convoyeur
+ palette
Flacon vide et
capsule sur palette
Comprimés
Conditions actionneurs
 6
7
8
9
10
11
12
13
14
15
6
7
8
9
10
11
12
13
14
15
1
/
15
100%