Moteur axe Z

ABC
B
Session 2008
BTS Electrotechnique
RAPPORT DE
PROJET
TOUR NUMERIQUE
HES 400

SOMMAIRE
I. PRESENTATION DE L’INSTALLATION
1.1 Type d’installation demandée
1.11 Type de machine
1.12 Objectif du projet
1.13 Travail à réaliser
1.14 Informations complémentaires
1.2 Délais souhaités
II. PRESENTATION DU PRODUIT
2.1 Présentation du produit initial
2.2 Caractéristiques du produit initial
2.3 Caractéristiques du produit final
2.4 Modification du produit final
III. REPARTITION DES TÂCHES
IV. CARACTERISTIQUES MACHINES +
DESCRIPTIFS ( VAR + CODEURS , PREVENTA ,
NUM)
V. Essais
VI. Choix de matériels ( différents devis, cahier des
charges )
VI. CALCULS ?!
ANNEXES :
1. Schémas électriques
2. Programme Machine + Pièce
3. Chaine Cinématique ?
4. Docs

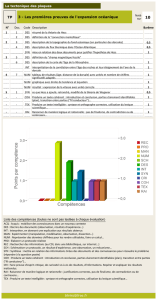
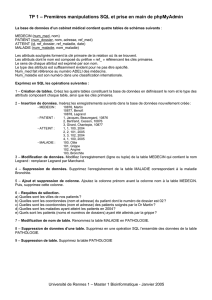
Synoptique du système
Codeur axe X vers automate
Moteur axe Z
Codeur axe Z vers automate
Armoire électrique
Appareillage électrique
(transformateurs, disjoncteurs, …)
V
a
r
i
a
t
e
u
r
V
a
r
i
a
t
e
u
r
Contrôleur
commande
NUM 1040
Carte d’entrées
Carte d’entrées
Carte sorties
Carte d’entrées
Canalis réseau triphasé
Moteur axe X
Dynamo tachy axe x
Dynamo tachy axe z
axe Z
Capteurs de sécurité
(Porte ouverte Vitesse broche nulle)
POM
(Prise origine machine)
Balise
Directeur de
commande
NUM 1040
Pupitre de contrôle
Et de dialogue


1. Présentation de l’installation
1.1 Type d’installation demandée
1.11 Type de machine
Tour d’usinage numérique HES 400
1.12 Objectif du projet
Rétroffiter entièrement le tour numérique HES 400 en partenariat avec la société ADMI.
1.13 Travail à réaliser
- Démonter et nettoyer entièrement la machine.
- Remonter le tour en y plaçant les nouveaux matériels
- Placer le nouveau directeur de commande NUM 1040
- Elaborer les nouveaux schémas électriques
- Réaliser le câblage de tous les éléments (directeur de commande, moteurs, codeurs…)
- Mettre en conformité électrique la machine
1.14 Informations complémentaires
- Montant estimé du projet : 30 000 €
- Source de financement : Société ADMI
- Source de financement finale : Lycée Gustave Monod
- Nombre de techniciens concernés : 5
- Montant du projet final : aucun, la source de financement refuser de s’investir
financièrement dans le projet, le principal client s’est rétracté.
- La nouvelle source de financement est le lycée.
1.2 Délais souhaités
Date prévisionnelle de réception du tour : 18/02/2008
Date de réception du tour : 00/04/2008
Date de retour d’offre : 20/02/2008
Date prévisionnelle de livraison de l’ensemble : 13/06/2008
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
1
/
30
100%