Cotes fabriquées

BTS CIM 1°année Méthodes 2008-2009
- 58 -
La cote fabriquée
Définition : une cote fabriquée est ensemble des dimensions définies entre deux «
surfaces concernées » d’une même phase, dimensions mesurées sur les pièces d’une série
réalisée. • On appelle « surfaces concernées » d’une même phase :
- les surfaces qui sont réalisées dans la même phase,
- les surfaces qui participent à la mise en position des pièces dans le porte pièce
de la phase. Une cote fabriquée est toujours bilimite.
• COTE FABRIQUÉE DIRECTE
Lorsque la cote fabriquée s’établit entre les mêmes surfaces que la cote du dessin
de définition, on dit que cette dernière est obtenue par une cote directe.
• COTE FABRIQUÉE INDIRECTE
Lorsque la cote fabriquée est obtenue à partir d’une cote de dessin de définition
liant deux surfaces réalisées dans des phases différentes, il s’agit d’une cote
indirecte.
• COTE OUTIL
C’est une cote qui dimensionne une forme dépendant directement de la dimension de
l’outil qui a servi à la réaliser (Ø d’un trou réalisé à l’aide d’un foret par exemple,
outil de forme en décolletage …).
• CALCUL DES COTES FABRIQUÉES INDIRECTES
Plusieurs peuvent être utilisées, elles correspondent chacune à des niveaux
d’approfondissement différents.
1° méthode : Simulation vectorielle non rationnelle (les IT des cotes conditions BE sont
distribués de manière non rationnelle sur les Cf), appelé aussi méthode des chaînes de
cotes.
2° méthode : Simulation d’usinage
Elle s’intéresse à la dispersion de chaque surface encadrant la cote fabriquée étudiée
(∆l). Ce niveau d’étude plus approfondi permet:
- de rechercher les causes des dispersions des surfaces,
- de savoir si ces dispersions, et donc si les cotes fabriquées, sont indépendantes ou non,
- d’aider à déterminer les cotes de réglage. Cette méthode nécessite, dans la recherche
des dispersions, une connaissance expérimentale poussée des postes de travail (machines,
butées, porte pièces, outils, porte-outils, etc.)

BTS CIM 1°année Méthodes 2008-2009
- 59 -
CALCUL DES COTES FABRIQUÉES PAR LA MÉTHODE DES
CHAÎNES DE COTES
TRANSFERT DE COTES
ÉTUDE DE CAS
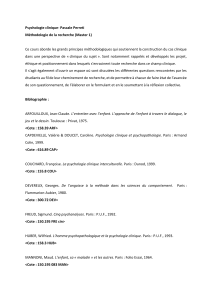
• DESSIN DE DÉFINITION
• AVANT-PROJET D’ÉTUDE DE
FABRICATION
PHASE 10 : la pièce est en appui sur la surface
(2) la surface (1) est usinée, la cote fabriquée
est Cfl entre (2) et (1)
PHASE 20 la pièce est en appui sur la surface
1, la surface usinée est l’alésage øCf3 située en
(3) : la cote fabriquée Cf2 est entre (1) et (3).
PHASE 30 : la pièce est en appui sur la surface
(1), la surface (4) est usinée,
la cote fabriquée est Cf5 entre (1) et(4).
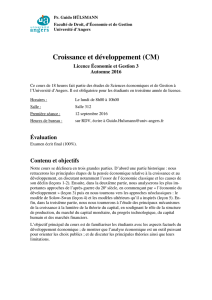
• CALCUL DES COTES FABRIQUÉES
Pour la commodité de raisonnement, les
cotes sont remplacées par des
vecteurs. Dans la somme vectorielle,
le vecteur résultant est une cote
condition et les vecteurs composants
les cotes fabriquées. L’intervalle de
tolérance (I.T.) de la cote condition est
égale à la somme des intervalles de
tolérance des cotes composantes.
COTES CONDITIONS
COTES FABRIQUÉES
l.T.
cote condition
=
somme des l.T.
des cotes composantes
Si la cote condition est minimale,
les composantes de même sens
que la condition sont minimales et
les cotes composantes de sens
opposé son
t maximales.
PHASE 10
PHASE 20
PHASE 30
Somme vectorielle: C
=
Cf2
+
Cf5
qui peut s’écrire:
CMAx = - Cf2 min + Cf5 MAX (1)
ou Cmin = - Cf2MAx + Cf5min (2)
ou Cmoy = - Cf2moy + Cf5 moy (3)
d’autre part: ITC = lTCf2 + ITCf5(4)
Application numérique:
C=20 +0.4 / 0 Cf2=40 +/- 0.5
Cf5 est à calculer, deux des quatre équa-
tions suffisent (les deux limites de Cf5)
(4)ITC = lTcf5 + ITCf2 IT Cf2 > ITC
Il va falloir réduire l’IT de Cf2
IT Cf2 = 0.2 et IT Cf5=0.2
(3)Cf5moy = Cmoy + Cf2moy
Cf5moy = 20,2 + 40 = 60,2
C
f5 = 60.2 +/
-
0.1
et Cf2 = 40 +/
-
0.1

BTS CIM 1°année Méthodes 2008-2009
- 60 -
Il en résulte que des pièces conformes fonctionnellement vont être mises au rebut.
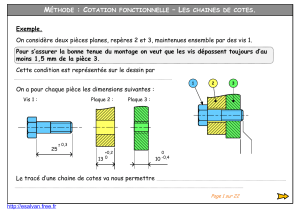
Exemple :
En fin de phase 20, on contrôle la cote fabriquée Cf2 sur une pièce.
La mesure indique Cf2=40.3 mm la pièce est refusée.
Pourtant la cote fonctionnelle du bureau d’étude est 40 +/- 0.5mm !!!
Pourquoi la pièce est refusée ?
Parce qu’on est pas sur à 100% de respecter la spécification dimensionnelle C=20 +0.4/0 en
fin de phase 30.
Le transfert de cotes se traduit par la diminution des tolérances des cotes fabriquées par
rapport à ce qu’elles seraient dans le cas de cotes fabriquées directes. Il en résulte
fréquemment une augmentation du coût de la fabrication, car dans bien des cas, pour
pouvoir tenir des IT resserrés, il va falloir mettre en œuvre un procédé de fabrication
plus performant et plus complexe.
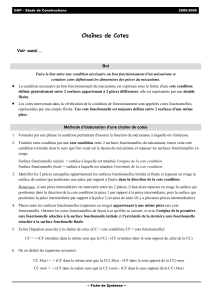
Exemple en tournage:
Cf1 cote directe Cf1 = 35 0/-0.05
Cc = Cf2– Cf3
IT Cc = IT Cf2 + IT Cf3
0.1 = IT Cf2 + IT Cf3 IT Cf2 = 0.025 et IT Cf3 = 0.025
Cf2 = 70.025 +/- 0.012
Cf3 = 50.025 +/- 0.013
20+/-0.05 15+/-0.1 35 0/-0.05
Cf
2
Cf
1
Cf3
Cc

BTS CIM 1°année Méthodes 2008-2009
- 61 -
Une 3° voie de calcul des cotes fabriquées : Les statistiques
L'idée est de ne plus calculer d'intervalle de tolérance pour les Cf intermédiaires mais
simplement de vérifier la capabilité du processus à produire les pièces.
Il n'y a plus aucune référence à des intervalles de tolérance du début à la fin de la chaîne :
on récupère un plan client, la simulation d'usinage détermine notre capabilité à produire la
pièce. Le seul suivi qui reste à faire est une mesure par cartes de contrôle que le
processus reste dans les limites qui ont servi au calcul de capabilité.
Si le processus n’est pas capable, on connaîtra à l’avance le taux de rebus sur les pièces
fabriquées.
Le coût de cette non qualité sera à comparer avec le surcoût généré par l’adoption d’un
processus capable.
1
/
4
100%