un four électrique à haute fréquence alimenté par un

FOUR ÉLECTIUQUE
A
HAUTE FRÉQUENCE
49
UN FOUR ÉLECTRIQUE À HAUTE FRÉQUENCE ALIMENTÉ PAR
UN GÉNÊRATEUR
À
LAMPES
Sommaire. L'article donne la description d'un four
à
induction, semblable
à
ceux employés
par les Usines Philips pour Ie traitement 'de matières premières (pièces de faibles dimen-
sions). Un courant de hautefréquence est nécessairepourl'alimentation du four. Ce'cou-
rant est produit par une lampe émettrice capable defournir une puissance utile de
:250 kW.
- FÉVRIER
1936
Depuis quelques
années
les Usines Philips
possèdent leur propre fonderie afin de pouvoir
répondre elles-mêmes aux demandes de leurs
di-
verses branches. Dans cette fonderie, on prépare
notamment un alliage de fer au chrome, dont
l'emploi dans la construction d'un grand nombre
d'appareils divers est très important, puisque ses
propriétés spéciales permettent de Ie souder her-
métiquement au verre. La tache dévolue
à
cette
fonderie exige
fréquemment
une
étude
particu-
lière des conditions
à
réunir pour opérer sur
des quantités relativement faibles de
matières
premières mais en observant intégralement . les
exigences les plus sévères sur l'exactitude absolue
de la· composition. Il est indispensable aussi de
garantir la' reproduetion exacte d'un même alliage
autant de fois qu'il est nécessaire. Or il _faut re-
marquer que certains éléments constitutifs des
alliages présentent des difficultés particulières soit
qu'ils brûlent
à
l'air, comme Ie carbone dans les
alliages de fer, 'soit
qu'Ils :
s'évaporent comme Ie
zinc et le' cadmium
aux.
alliages de laiton. Le four
électrique
à
are, employé au
début
pour toutes les
opérations de fonte, n'est pas en mesure de ré-
pondre aux sérièuses exigences posées par ces
opérations, car une forte évaporation des matières
volatiles se produit aux électrodes, dont la tem-
pérature s'élève à 4000°C environ. Il était done
nécessaire de créer une nouvelle installation de
fonderie susceptible de remplir les conditions dont
ou vient de parler, Nous pouvons résumer ces con-
ditions comme suit:
a) Le creuset doit pouvoir admettre une cllafge
de 50 kilos de fer, restant entendu qu'on
pourra faire usage de débris de fer et de
dé-
chets de matériaux.
b) La charge doit rester absolument pure pendant
la fusion; pour cela il .importe d'éviter tout
contact soit avec les gaz des fumées, soit
avec les électrodes.
...
c) Afin de réduire l'évaporation des éléments
volatils il faut
éviter
autant que possible
une température, qui dépasserait Ie point de
fusion des
matières t.raitées.
Pour la même
raison, la durée de la fusion ne doit pas dépasser
15 minutes.
On a été conduit par ces trois conditions
à
ap-
pliquer la
méthode
de chauffage par induction.
, Dans un four
à
induction le contenu du creuset est
chauffé au moyen
des-v
courants de F
0
u ca uIt,
h
qui sont induits
à
I ' int'
ér
i e u r des m a t
i
ères
à
fondre par des champs magnétiques alternatifs.
Par ce procédé les
.matières
en .fusion ne vierment
en contact 'ni ayec des' gaz de fumées ni avec les '
électrodes. De plus là;;~r~mpérature de la charge'
en fusion dans Ie creus~i est la plus élevée de l'en-
semble du four, de soi+é quii! n'y a pas de tem-
pératures plus élevées que celle de la masse en
fusion.
Les premiers essais pour arriver
à
une application
pratique de la méthode de chauffage par induction
datent d'i! y a une trentaine d'années. (Société
Sch~eider-Creusot et O. Zander, 1905). Dans
les années qui .ont suivi, cette méthode fut ensuite
développée théoriquement et pratiquement par
N orthru pl),Rib e a u d
2),
Wever et Fis ch erS)
Burch et Davis
4),
Strutt
5)
et d'autres en-
core.
A
la fin du présent article nous aurons encore
l'occasion de donner quelques précisions
SUl'
les
phénomènes
électriques
qui interviennent dans
le four
à
induction. On a reconnu que d'une façon
générale, le rendement du èhauffage par induction
i
','
I .'~ •. ;
1) No
r
th
r up,
J.
Frankl. Inst.
20, 240, 1926.
2)
M G.
Rib ea ud, La technique moderne, No.
19, 8-9, 1929.
3)
F. Wever et
W.
Fischer, Inst. f. Eisenforsch.
8,
149, 1926.
4)
C.
K.
Bureh et N.
R.
Davis, Arch. f., El.
20, 211,
1928.
5)
M.
J.
O. Strutt,
Ann.
d; Phys.
82, 605, 1927;
Arch. f.
El.
19, 424, 1928,

50
REVUE TECHNIQUE PHILlPS TOME 1, W 2
s'accroit en fonction de la fréquence. Plus les di-
mensions des pièces
à
fondre sont petites, plus les
fréquences requises doivent être
élevées.
A:6n
d'arriver
à
fondre avec un rendement suffisant,
des
débris
dont le diamètre n'est que de quelques
cm, il faut recourir
à
des fréquences de
5000
à
10000
pis.
La production d'un courant de fréquencc aussi
haute pal' des machines n'est plus pratique. Pour
cette raison on emploie comme source de courant
un générateur comprenant un tube émetteur
Philips TA
20/250,
susceptible de fournir, sur une
résistance
de charge d'anode bien adaptée, une
puissance utile de
250
kW
(V.fr
=
14000
volts,
I.
fr
=
18 Amp.). Cette puissance est plus que suf-
fisante pour faire fondre Ie continu du creuset en
15
minutes.
Description du Four
à
Induction
La capacité de fusion de l'instaUation est prévue
p0ur
200
kg par heure, la puissance prise au
ré-
'eau
à
eet effet est de
250
kW environ. L'instal-
lation peut supporter un maximum de
300
kW,
eUe a donc été prévue largement. Le creuset a une
contenance de
121/2
litres
(20
cm de diamètre et
40
cm de hauteur), ce qui permet une charge de
50
kg d'acier en tenant compte d'un facteur de
remplissage de
0,5
pour Ie métal
à
fondre. Si l'on
profite du temps de fusion pour compléter la
i i
B A
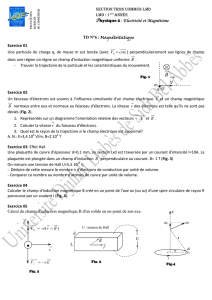
Fig.
1.
Aspect extérieur du four
à
induction. Sur le c6té droit on
remarque les pivots A et B permettant de suspendre Ie four
pendant son fonctionnement. Le four est suspendu aux pivots
A pendant Ie chauffage, aux pivots B pendant Ie coulage.
charge, celle-cipeut être portéc
à
100
kg. Le temps
requis pour le repos avant la coulée, l'enlèvement
des scories et la coulée
elle-même,
étant appro-
ximativement égal au temps de fusion, deux fours
orrt
été
prévus qui sont branchés alternativement
sur le générateul'. Ainsi l'instalJation électrique est
constamment en service.
Les dimensions des fours étant
très
petites,
eenx-ei sont très maniables de sorte qu'il est pos-
sible d'opérer sans creusets de coulée. Le contenu
est
versé
directement dans les formes ou les co-
quilles
disposées
au-dessous du four. Pendant ce
temps le second four est chauffé et les scories sont
enlevées. Ainsi l'instaIlation fonctionne sans inter-
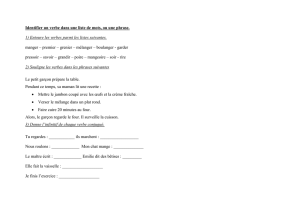
Fig. 2. Le four
à
induction, les parois latérales étant déposées.
ruption, ce qui constitue
précisément
l'un des
avantages des petites charges. Dans Ie cas de
charges plus grandes, Ie métal, après une
durée
d'échauffement plus longue, doit être
réparti
rapidement au moyen d'un ou de plusieurs creusets
intermédiaires de coulée dans les différentes formes;
rapidement, a:6n d'éviter que le
métal
ne soit ni
trop chaud au
début
de la coulée, ni trop froid
à
la :6n.
La
fig.
1 montre un aspect extérieur du four,
la
fig.
2 Ie montre les parois latérales étant
dé-
posées. La plaque d'en-dessous et ceIle d'au-dessus
sont en matière isolante, elles sont reliées entre
elles par des cornières en laiton. Ces plaques portent
le creuset de terre réfractaire, qui est entouré par
la bobine d'induction. Dne garniture de pierres et
d'amiante pour l'isolement calorifuge, est interposée
entre Je creuset et cette bobine d'induction.
Celle-ci possède une self-induction de
0,125
mHo
EIle est bobinée
à
couche unique et formée de

FÉVRIER 1936 FOUR ÉLECTRIQUE
À
HAUTE FRÉQUENCE
51
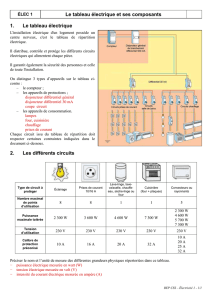
Fig. 3. Aperçu de l'installation. Derrière les fours on remarque Ie tableau de distribution
de I'installation
ëlectr.que,
qui chauffe les fours alternativement. La porte portant la
mention "Hoogspanning" conduit
à
la cabine de transformation.
20 spires en tube de cuivre d'une section ree-
tangulaire de 12,5 sur 25 mm. I/eau de réfrigération
circule dans ce tube pendant Ie fonctionnement.
Le diamètre ainsi que la longueur de la bobine sont
de 40 cm. Les pièces métalliques employé es pour
la construction du four sont isolées les unes des
autres, de sorte qu'aucun circuit ne puisse s'y
former, car il s'y créerait de forts courants de
F
0
u ca u It. De cette manière les pièces en laiton
s'échauffent
à
peine, alors que le fer, dans lequel
les courants de F
0
u c a u It trouveraient une plus
grande
résistauce
pourrait être porté au rouge.
La
fig.
3 donne un aperçu de l'ensemble de
l'installation. Le four de gauche est porté
à
la
température prévue tandis que celui de droite est
vidé. Pendant l'échauffement le four est soutenu
sur deux pivots (on peut voir un de ces pivots sur
la fig. I), qui se trouvent fixés légèrement au-
dessus du centre de gravité afin de faciliter la
rotation. Un cable de Jevage permet de basculer
Je foul' pour les opérations de la coulée. La gueule
du four décrit une trajectoire circulaire vers
l'avant tout en s'inclinant vers Ie sol, jusqu'au
moment oil les deux autres supports (que l'on
remarque également sur la fig. 1) vierment reposer
sur les appuis correspóndants. Cette pOSItIOn est
celle du four de droite représenté par la fig. 3. En
tirant davantage sur le cable de levage, le four
tourne sur ces seconds pivots, dont l'axe traverse
l'embouchure. De cette façon Ie point de sortie
de la coulée reste tonjours
à
la
même
place et
il
n'est pas nécessaire de déplacer la forme durant
les opérations de coulage.
L'installation électrique
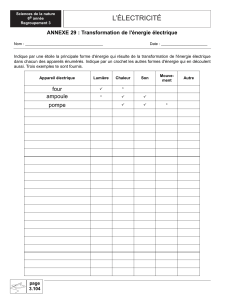
La
jig.
4 donne un schéma de principe de l'in-
stallation électrique. La tension alternative du
générateur
à
lampes est abaissée par un trans-
p,S,
c
IS251
Fig, 4. Schéma de principe de l'installation.
formateur
à
air de 12500 V
eff
à
5000 V
eff•
Un
condensateur eest relié
à
l'enroulement secondaire

52 REVUE TECHNIQUE PHILIPS TOME 1, N° 2
du transformateur parallèlement
à
la bobine du
four de
manière
à former un circuit oscillant
dans lequcl s'écoule Ie courant déwatté de la bobine
d'induction. La self-induction du four est repré-
sentée schématiquement par
L
et la résistance
par
R.
La chaleur dissipée dans la résistance
R
se
compose en fait de celle développée dans la masse
en fusion, des pertes par la résistance ohmique de
la bobine et des pertes diélectriques du condensa-
teur. Le circuit oscillateur du générateur du cou-
rant alternatif est formé par la bobinc
L
et Ie con-
densateur C eux-mêmes; ainsi il fonctionne con-
stamment SUl' la fréquence. propre du circuit
formé par
L
et C. Pour cette fréquence le géné-
rateur est chargé par une résistance pure qui serait
traversée inutilement par des courants déwattés.
La valeur de cettc résistance peut être changée en
modifiant la capacité C
6).
Cette faculté est mise
à
profit pour maintenir
la résistance qui est fonction de la nature et de la
température de la charge du creuset, approxima-
tivement constante durant la fusion. La possibilité
Fig. 5. Transformateur du four
à
haute fréquence. Enroule-
ment primaire
(extérieur )
12000 volts. Enroulement secon-
daire 5000 volts. A droite on remarque une partie de la bat-
terie de condensateurs.
6)
Naturellement il se pro duit alors une variation de la frë-
quence du courant alternatif parcourant la bobine du four.
de faire varier la valeur de la résistance de charge
constitue un grand avantage de la lampe émettrice
SUl'les générateurs mécaniques. En effet afin d'ar-
river
à
utiliser toute la puissance d'un générateur
Fig. 6. Une moitië de la batterie de condensateurs. Les 72
condensateurs (chacun de 0,083 [lF) sont disposés selon 8
colonnes.
il faut que la résistance de charge ait une valeur
déterminée. Avee un générateur mécanique il est
très difficile d'influencer la
résistance
de charge
puisque la fréquence est fixe en général. On de-
vrait donc faire varier, en
même
temps que la
capacité C, la self-induction
L
de manière que la
fréquence propre
1
f
=
2
st
V
LC
du circuit oscillant soit maintenue constante et
en accord avec la fréquence de la machine.
Sur la fig. 3 on voit
à
I'arrière plan Ie tableau de
distribution de l'installation émettrice. La porte
portant la mention "Hoogspanning" conduit vel'S
Ie transformateur et la batterie de condensateurs.
Cette batterie comporte 72 éléments de conden-
sateur, chacun de
û.Oêê
p.F. Uncommutateur permet
de réaliser diverses combinaisons de couplage des
condensateurs. Dans les quatre positions de ce com-
mutateur tournant, la capacité totale possède les
valeurs suivantes:
0,75 flF;
1,5
!-LF;
4,5
flF;
6
!-LF.
Les condensateurs, qui sont employés en I'occu-
rence ont un angle de perte, déterminé par tg Cl
=
0,007.
À
cause de la haute tension, îls produisent
des pertes diélectriques considérables. Les pertes
N
d'un condensateur sont déterminées par
2
N=wCV
eff
V
C
2
tg
0
=
I.
V
eff
tg
Ö

_-.' . FÉVRIER 1936 FOUR ÉLECTRIQUE
A
HAUTE FRÉQUENCE 53
Avee
les valeurs suivantes:
V
eff
=
5000 volts,
C
=
6
{LF, L'
=
.0,09 mI{,
on obtient une perte di~lectrique maximum de
N
=
45
kW.
Le tableau No. 1
précise les
principales données
du four à haute f!équerice. .
r
r .~. .• .~...
r . ,. ~ • .' .~ ;
Tableau No. 1. Donn,ées dll;'four
à
haute frëquence.
• I ,
Capacitë •
du
conden-j .
I;,"
Fréquence du courant
sateur C .. alternatif "
0,75 IfF 16300~_
à
18000 p.p.s,
i.s
fLF 11600
à
12800
p.p.s:
4,5 fLF 6700.
à
7400 p.p.s.
:'t-
",,!,
6,0 fLF:
,
'
5800
à
6400 p.p.s,
Self-induction de la bobi~e(0,09
à
0,125 mH (elle dépend
de la charl?e. du creus,et.
"I,
5000 Veft'
Tensiori.aux bornes de la ~elf: .
Puiss~nce
apparente: '. .".",
Puissance utile totale: . . .
Puissance utile dans l~
creuset: .
max. 6400 kVA
max. 200·kW
130 kW
Les 15 minutes prévues pour le chauffage sont
plus que suffisantes pour la fusion du fer. En tenant
compte d'une perte d'énergie de 30
0/0
par conduc-
"tibilité de chaleur et par rayonnement, la fusion '
"de 50 kg de fer exigera largement 18 kWb. Comme,
.. dans les conditions ,les plus favorables, une puis-
_sarice atteignant largement les 130. kW. se trouve
-amenée
au creuset de fusion, on pourrait dans ce
. cas arriver à fondre son contenu eh 8,3' minutes. _
En fait la
durée réelle
requise pour la fusion est .
• _ C'
plus
longue;:
Malgré cela,.
même .
lorsque .la
..nature de la charge du
éreuset
est pe~ propice, ce
temps ne
dépasse
jamais les 10 à 15 minutes. Dans
Ie cas
oû
il
s'agit de "traitor des
métaux
do~t là
conductibilité thermique est plus grande que celle
du fer, il va de soi qu'une proportion plus faible
• -,de la puissance totale sera
utilisée
par la charge
•. 'dans Ie
creusen;"
par la nature même des
phéno-
mènes.
Malgré tout on a pu fondre dans ce four également
~ bien de l'àluminium, du cuivre, . et de l'argent.
Ces
résultats
semblent
à
pre.mière vue plutot
surprenants, puisque logiquement on doit s'at-
tendre-
à ce qu'une cbarge de copeaux de cuivre
ne puisse être chauffée davantage que la -bobine
.d'induction également en cuivre, pour autant
que le diamètre des _copeaux ne 'soit pas supérieur -
à celui du tube de cuivre dont la bobine est cons-
tituée. Cette constatation fait ressortir la né-.
cessité
du refroidissement par eau. Celui-ei main;
tient la
résistance
de la bobine à une faihle valeur,
alors que la résistance de la
masse
en fusion s'ac-
croît
jusqu'à quatre
fois -environ
la valeur initiale.
Quelques considérations sur le fonctionnement
du
.~o~r
à
haute'
fréquence
~i nous faisonS abstraction, pour le moment,
de l'étude des
phénomènes lócaux
dans Ie four à
haute fréquence., nous pouyons nous représenter
eet
appareil sous la forme d'une
.impédance
de
charge présentant une self-induction
L,
et une ré-
sistance
R.
Nous avo us obtemi de cette manière Ie
schéma
d~,là fig.
4. À
la
fréquence
d~ résonance,
les bornes secondaires
SI
~t
S2
du transformateur
ne sont
chargées
que par {me
rësistance
ohmique
W
s.'
Pour une résistance d'amórtissement
R
suffisamment faible
7),
du circuit oscillant, sa valeur
est
" L
W- CR
Comme nous l?avo~s déjà expliqué, on .choisira
la
capacité réglable C
de
telle
façon que la
ré-
sistance
W
s
se rappr,och'e.le plus possible
.de'
sa
valeur' optimum. Dan'~::~~'
cas
présent'
cette- valeur _
optimum de
W
s
=
121;i9h~s: L~' rési"stànce .êntre
les
hornes
primaires
.::i;llil
tr;nsforInat~u-,:." p'st~áiors " _
W
p .'
W
s
multiplié
Ï>:ir
I!,' Icab:é ,d~
"ràpp~~·t~;~~•
transformation
==
127:'6;25: -'--,720'. ohms, Elle
est done égale à la ré~i&~an~~interne ail~Ja_mp~
• 'i. _"..
I•
.t.
"'1 - ,'" •
émettrice,
:,,,;r~. ", . ,'. '.' .' ,.,
Noûs obtiendrons ün'äperçu',u.ri peu plus
préçis
du processus d~ développement
J~é
chaléur dazis,'
<
Iefour, si nous co:.?.sidérons
la.bobinedu'four'
comme .
. :' __ =
i :: . ~ ..~. ,'.'
f. ....
l'enroulement primaire d'un tráns.foi:má1~ûr '~ont'
l'enroulement se'ëóndairè ..' ~st fo'r~é par le' trajet'
.. -i... ~ • ... • • ".
M ....•.
"0'
"
!."
R2·; •
.:-.
'15254 ", :
Fig: .7, Schéma équivalent du four
à
haute frëquence.
1;
et
RI
sont
-respectivement
la selfinduction: et .la: résistance dè 'Ia
"bobine .du four.
L
2
et
R
2
sont respectivement la self-induction,
et la. résistance du contenu du creuset. .
M est I'induction mutuelle, .
du courant
électrique.
dans la éharge de matières ..
traitëee.
Le
schéma
7' est ainsi ohtenu. Les indiees~
lit - ;,. ~.
1 et 2. se rapportent respectivement à la
"bobine
du four 'et au trajet du courant, dans Ie contenu
. .
'.
.
R2C
') .,~Amortissement faible'~
signifiè que la
condition
V,,
1<'
«,
1
_est'rèmplie,.
..
 6
7
6
7
1
/
7
100%




![III - 1 - Structure de [2-NH2-5-Cl-C5H3NH]H2PO4](http://s1.studylibfr.com/store/data/001350928_1-6336ead36171de9b56ffcacd7d3acd1d-300x300.png)