Techniques de fluidisation

Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
© Techniques de l’Ingénieur, traité Génie des procédés J 3 390 − 1
Techniques de fluidisation
par Khalil SHAKOURZADEH
Docteur d’État ès sciences physiques
Enseignant-chercheur au département de génie des procédés industriels
de l’Université de technologie de Compiègne
a fluidisation consiste à faire passer une phase fluide (très souvent un gaz) à
travers un lit de particules, supportées par une grille, pour les mettre en sus-
pension. Le terme fluidisation vient du fait que la suspension gaz/solide est ame-
née dans un état semblable à celui des fluides. Par exemple, si l’on inclinait le lit
fluidisé, la surface de la suspension reste horizontale et ne suivrait pas le mou-
vement du récipient. On peut aussi plonger un objet dans le lit fluide sans une
résistance particulière de la suspension, comme ce serait le cas pour un fluide.
Cet état est dû au fait que les forces de frottement particule/particule sont géné-
ralement négligeables (exception faite des poudres cohésives) bien que les par-
ticules soient relativement libres de leurs mouvements.
1. Présentation générale............................................................................. J 3 390 - 2
2. Régimes de fluidisation.......................................................................... — 2
2.1 Phénomène de fluidisation......................................................................... — 2
2.2 Effet des propriétés physico-chimiques des particules ............................ — 3
2.3 Classement selon la taille des particules et la vitesse de fluidisation..... — 3
3. Lits fluidisés bouillonnants................................................................... — 4
3.1 Description générale d’une installation type............................................. — 4
3.2 Rôle de la grille de fluidisation, conception et critères à considérer ...... — 4
3.3 Expansion et bullage de la suspension ..................................................... — 6
3.4 Transfert de matière bulle/suspension....................................................... — 7
3.5 Entraînement et envol des particules......................................................... — 7
4. Fluidisation turbulente, lits transportés, lits circulants............... — 8
4.1 Lits circulants ............................................................................................... — 9
4.2 Lits transportés (risers) ............................................................................... — 9
4.3 Calculs de la concentration et du débit de la phase solide...................... — 9
5. Transfert de chaleur en milieux fluidisés .......................................... — 10
5.1 Lit fluidisé en tant qu’échangeur................................................................ — 10
5.2 Influence des paramètres du système sur le coefficient d’échange........ — 11
5.3 Estimation du coefficient d’échange .......................................................... — 11
6. Dispositifs périphériques....................................................................... — 11
6.1 Cyclones ....................................................................................................... — 11
6.2 Jambes de retour, siphons ......................................................................... — 12
7. Techniques particulières de mesures ................................................. — 13
7.1 Techniques optiques.................................................................................... — 13
7.2 Mesure de débit de circulation de la phase solide ................................... — 14
8. Applications industrielles............................................................................ — 15
8.1 Classement des procédés ........................................................................... — 15
8.2 Risques industriels et environnementaux......................................... — 16
Notations et symboles .................................................................................... — 18
Références bibliographiques ......................................................................... — 20
L

TECHNIQUES DE FLUIDISATION ___________________________________________________________________________________________________________
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
J 3 390 − 2© Techniques de l’Ingénieur, traité Génie des procédés
1. Présentation générale
Cette technique de mise en contact présente un certain nombre
d’avantages qui sont à la base de son véritable développement dans
les années qui ont suivi la Seconde Guerre mondiale. Les propriétés
les plus avantageuses de la fluidisation sont les suivantes :
— la phase solide est parfaitement mélangée au sein de la sus-
pension. De ce fait, le lit fluidisé est tout à fait homogène en tempé-
rature. Cette homogénéité donne aux lits fluidisés un avantage
indéniable par rapport aux lits fixes qui sont souvent soumis à un
fort gradient de température ;
— le coefficient de transfert de chaleur entre la suspension et
les tubes échangeurs est très élevé [couramment entre 200 et
600 W/(m2 · K)] et permet de chauffer ou de refroidir le matériel de
façon efficace ;
— le lit fluidisé peut fonctionner en mode opératoire discontinu
(batch) ou continu (semi-batch ou ouvert). En effet, étant donné la
facilité de prélèvement et d’ajout de particules solides dans le lit flui-
disé pendant sa marche, la phase solide peut être au besoin renou-
velée continuellement ;
— la vidange et le nettoyage des lits fluidisés se font très facile-
ment, comme pour un réservoir d’eau.
Les avantages fournis par la technique de fluidisation ne sont pas
sans contrepartie. En effet, on peut relever un ou deux inconvé-
nients majeurs à ce procédé :
— l’attrition des particules par un frottement permanent entre-
elles, qui cause une diminution progressive de la taille des particu-
les d’une part, et la formation de fines particules susceptibles de
s’envoler facilement d’autre part ;
— comme nous le verrons au paragraphe 2.1, aux régimes opéra-
toires les plus intéressants, un phénomène de ségrégation se pro-
duit dans les lits fluidisés et des bulles apparaissent au sein de la
suspension gaz/solide. Si le mouvement ascendant de ces bulles
contribue largement à l’agitation et à l’homogénéisation de la sus-
pension, par contre, il véhicule rapidement le gaz du bas vers le
haut du lit fluidisé et diminue le temps de contact gaz/solide. Ainsi,
le transfert de matière entre les bulles et la suspension devient sou-
vent une étape limite dans les procédés de transformation où le lit
fluidisé est employé en tant que « réacteur chimique » (se référer
aux articles [J 4 100] Calcul des réacteurs à lits fluidisés et [J 1 065]
Éléments de mécanique des fluides. Application aux milieux
poreux).
2. Régimes de fluidisation
2.1 Phénomène de fluidisation
Pour un lit de particules donné, l’état de la suspension change en
fonction de la vitesse de fluidisation. En augmentant de façon pro-
gressive le débit de fluidisation (en pratique nous utiliserons la
notion de vitesse de fluidisation qui correspond à la vitesse en fût
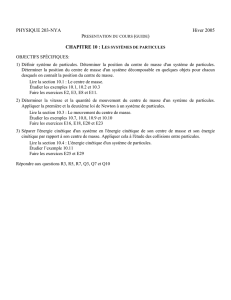
vide), nous observons les phénomènes suivants (figure 1) :
— aux très faibles vitesses de gaz, les particules sont immobiles.
Aucune fluidisation ne se produit ;
— à une vitesse Umf que nous appellerons vitesse minimale de
fluidisation, les particules bougent légèrement et se mettent en sus-
pension. La suspension reste homogène et aucune bulle n’apparaît
sous cette condition ;
— à une vitesse légèrement supérieure à Umf des bulles apparais-
sent. Nous l’appellerons la vitesse de bullage U°. Sauf pour les par-
ticules de grosse taille, cette vitesse est très proche de Umf et peut
être confondue avec celle-ci. En pratique industrielle, on considère
que le bullage commence pratiquement au minimum de
fluidisation ;
— en augmentant la vitesse de fluidisation et sur une plage opé-
ratoire relativement large, le lit reste fluidisé. Dans ce régime, les
bulles ont une forme régulière, souvent sphérique mais avec une
calotte inférieure remplie de particules solides (la traînée). Ce
régime de fonctionnement est appelé la fluidisation bouillonnante
et correspond à celui qui est le plus souvent utilisé ;
— au fur et à mesure que la vitesse de fluidisation augmente, la
taille et le nombre des bulles croissent progressivement et l’agita-
tion de la suspension devient de plus en plus violente. Cette agita-
tion est produite par l’ascension des bulles et par le fait qu’elles
entraînent dans leur sillage une partie de la suspension. À des vites-
ses importantes, la forme des bulles devient irrégulière. On appelle
ce régime la fluidisation turbulente ;
— quand on dépasse la vitesse terminale de chute libre des par-
ticules (Ut), celles-ci quitte le lit fluidisé avec le courant gazeux. Si
l’on empêche la vidange du lit en récupérant les particules dans des
dispositifs annexes, pour les réintroduire dans le lit fluidisé, un nou-
veau régime de fluidisation s’établit. On appelle ce régime le lit
transporté. Le système avec recirculation est appelé couramment le
lit fluidisé circulant.
Figure 1 – Changement d’état d’un lit de particules au fur et à mesure que la vitesse de fluidisation croît
h
Fluide
z
(m)
P
(kPa)
lit bouillonnant
b
h
mf
Fluide
au minimum
de fluidisation
a
Fluide
fluidisation
turbulente
c

__________________________________________________________________________________________________________ TECHNIQUES DE FLUIDISATION
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
© Techniques de l’Ingénieur, traité Génie des procédésJ 3 390 − 3
Un solide mis en suspension possède des propriétés d’écoule-
ment similaire à celles d’une phase liquide. Ainsi, le profil de pres-
sion suivant la hauteur de la suspension dans un lit fluidisé est en
général parfaitement linéaire (figure 1). Cette propriété permet de
définir le niveau de la surface du lit (pour un système fermé et opa-
que), par extrapolation de la droite du profil de pression.
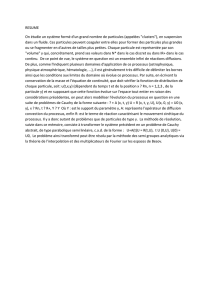
Si l’on étudie les variations du gradient total de la pression (entre
le fond et la surface du lit), en fonction de la vitesse de fluidisation,
on obtient le diagramme de la figure 2. On constate que ce gradient
de pression reste constant dans la plage des vitesses comprises
entre Umf et Ut. Ce phénomène est dû au fait que la pression néces-
saire pour maintenir le lit fluidisé en suspension correspond au
poids de la suspension par unité de surface du lit.
L’évolution de ∆P avant la vitesse Umf correspond à celle des lits
fixes (se référer à l’article traitant les Contacteurs gaz/solide). Quant
aux régimes des vitesses très élevées (lit transporté), le gradient de
pression diminue légèrement à cause d’une ségrégation importante
dans le système gaz/solide.
2.2 Effet des propriétés
physico-chimiques des particules
La variété des installations industrielles utilisant la technique de
fluidisation est impressionnante. La taille des particules mises en
fluidisation peut varier de 15 à 6 000 µm. Il est évident que la vitesse
nécessaire à la fluidisation de fines particules est nettement infé-
rieure à celle employée pour la fluidisation de grosses particules.
Par ailleurs, l’état de la fluidisation dépend fortement de la nature
des particules.
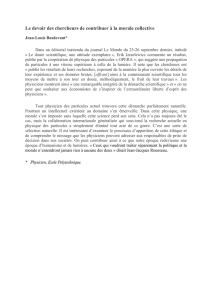
Afin de classer les particules de nature diverse selon leur aptitude
à la fluidisation, Geldart [1] propose un diagramme empirique dans
lequel les solides sont répartis en quatre catégories (figure 3) :
—poudres fines et cohésives, fluidisation difficile (catégorie C) ;
—particules fines à fluidisation relativement facile (catégorie A) ;
—particules à fluidisation très facile (du type sable – catégorie B) ;
—grosses particules dont la fluidisation nécessite une vitesse
relativement importante, avec des bulles d’une forme aplatie et irré-
gulière (catégorie D).
2.3 Classement selon la taille
des particules et la vitesse
de fluidisation
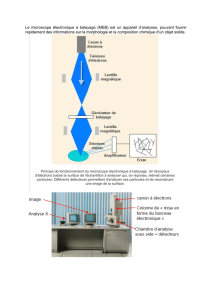
Reh [2] propose un diagramme dont l’abscisse correspond à la
taille des particules et l’ordonnée à la vitesse de fluidisation (les
deux paramètres sont dimensionnés). Ainsi, il divise ce diagramme
en plusieurs zones correspondant chacune à un régime de fluidisa-
tion spécifique (figure 4).
Figure 2 – Évolution de la perte de charge totale d’un lit de particules
en fonction de la vitesse de fluidisation
Lit fixe Lit bouillonnant Lit transporté
U
mf
U
t
∆
P
(kPa)
U
(m/s)
Figure 3 – Classement des particules selon le diagramme de Geldart
Figure 4 – Diagramme de Reh
20 50 100 200 2 000500 1 00010
104
5 x 103
2 x 103
103
5 x 102
2 x 102
102
d
P
(µm)
ρ
s
– ρ
f
(kg/m3)
Fluidisation
irrégulière
Fluidisation
facile
Fluidisation
relativement
vement
facile
Cohésives
(fluidisation
difficile)
C
A
B
D
Fluidisation
irrégulière
Fluidisation
facile
Fluidisation
relativement
facile
Cohésives
(fluidisation
difficile)
C
A
B
D
110102
10–2
10–1
1
10
Particules groupe
D
Particules groupes
A
et
B
Particules groupe
C
Lits
transportés
Vitesse terminale
itesse terminale
des particules (
U
t
)
Minimum de fluidisation
Minimum de fluidisation
Vitesse terminale
des particules (
U
t
)
Lits
mobiles
Fluidisation
des grosses
particules
Lits fixes
Minimum de fluidisation
Lits fluidisés
bouillonnants
Lits
circulants
Vitesse réduite
U
*
U
* =
U
ρ2
f
g
µ (ρ
s
– ρ
f
)
1
3
Diamètre réduit des particules
d
*
p
d
*
P
=
d
P
g
(ρ
s
– ρ
f
)
µ2
1
3

TECHNIQUES DE FLUIDISATION ___________________________________________________________________________________________________________
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
J 3 390 − 4© Techniques de l’Ingénieur, traité Génie des procédés
La zone de la fluidisation bouillonnante y est représentée sous
forme d’une large bande qui coupe le diagramme sur la diagonale
faibles vitesses / particules fines, fortes vitesses / grosses particules.
Cette zone est délimitée par deux courbes. La première correspond
au minimum de fluidisation et la seconde à la vitesse terminale de
chute libre des particules.
Parmi les autres zones, celles des lits circulants et des lits trans-
portés sont les plus remarquables. La première correspond à la flui-
disation des particules relativement fines à des vitesses supérieures
à Ut. Une application industrielle remarquable de ce régime est
celle des réacteurs de combustion de charbon de certaines centrales
thermiques. Le terme lit circulant employé pour ce régime de fluidi-
sation vient du fait que le solide quitte le lit fluidisé et que, par con-
séquent, il doit être récupéré et réintroduit dans le lit. Cette
opération est réalisée au moyen d’appareils périphériques (cyclo-
nes, jambe de retour...) qui sont présentés au paragraphe 6.
Juste au-dessus de la zone des lits circulants, se trouve une autre
zone dont le régime de fonctionnement correspond à des vitesses
beaucoup plus élevées (environ 10 à 15 m/s). Ce régime est celui des
lits transportés, tels les risers pétroliers du procédé FCC (craquage
catalytique du pétrole à l’aide d’un catalyseur solide).
Il y a encore quelques régimes, délimités dans le diagramme de
Reh, en particulier celui des lits à jets. Ce régime est employé pour
les grosses particules à fluidisation relativement difficile, comme
dans les procédés d’enrobage.
3. Lits fluidisés bouillonnants
Le régime de fluidisation bouillonnante est le plus courant dans
l’industrie chimique. Comme nous l’avons dit (§ 2.3), le régime
bouillonnant apparaît juste après la fluidisation minimale et couvre
une plage de vitesses assez importante. Il faut rappeler que, dans
beaucoup de procédés utilisant cette technique (les réacteurs chimi-
ques par exemple), il est plus rentable de faire fonctionner le dispo-
sitif à des vitesses les plus élevées possible. Cependant, cette
augmentation peut réduire l’efficacité de l’opération (par exemple le
taux de conversion pour une réaction chimique).
Le bon fonctionnement du lit fluidisé dépend de plusieurs
facteurs : distribution uniforme du fluide sur la section du lit fluidisé,
échange de matière entre les bulles et la suspension, transfert de
chaleur vers le lit fluidisé ou l’inverse, ou encore récupération des
particules entraînées par le courant fluide et leur réintroduction
dans le lit. Chacune de ces étapes sera décrites séparément, ainsi
que les critères de bon fonctionnement à appliquer.
3.1 Description générale
d’une installation type
La figure 5 montre la configuration générale d’un lit fluidisé et ses
périphériques les plus courants. Cette configuration peut changer
en fonction de l’application industrielle. Par exemple, les cyclones
peuvent être placés à l’intérieur du lit fluidisé pour éviter la multipli-
cation des raccordements ou encore l’alimentateur du solide peut
être absent dans le cas des réacteurs à lits catalytiques. Toutefois,
ces modifications ne changent en rien le comportement général du
lit fluidisé et la validité des recommandations données aux paragra-
phes 3.2, 3.3, 3.4 et 3.5.
3.2 Rôle de la grille de fluidisation,
conception et critères à considérer
La grille de fluidisation a pour fonction de distribuer uniformé-
ment le fluide sur toute la section du lit fluidisé. Une grille de fluidi-
sation peut être une plaque poreuse ou encore une simple plaque
perforée capable de supporter le poids des particules à l’arrêt.
Cependant, une utilisation industrielle de ce type de grilles pose
quelques problèmes techniques, tels le colmatage des trous et,
éventuellement, en ce qui concerne les plaques perforées, le pas-
sage de certaines particules dans la boîte à vent (terme utilisé pour
la partie d’arrivée du fluide).
La figure 6 montre un certain nombre d’autres types de grilles uti-
lisées dans l’industrie. Les grilles équipées de tuyères sont les plus
courantes. L’avantage des tuyères est d’abord la possibilité de rem-
placement en cas de bouchage ou d’abrasion de certaines d’entre
elles. De plus, les tuyères à trous horizontaux empêchent le passage
des particules dans la boîte à vent, mais assurent aussi une
répartition horizontale du gaz, pour éviter une montée trop rapide
des bulles vers la surface du lit.
Pour obtenir une telle distribution, une perte de charge minimale
équivalant à 1/3 du poids du lit est nécessaire au niveau de la grille
de fluidisation. Cependant, cette perte de charge ne peut être infé-
rieure à 0,3 bar (3 400 Pa plus précisément). Ainsi, lorsque le diamè-
tre des orifices est choisi, le nombre de trous par mètre carré est fixé
de telle sorte que, à la vitesse opératoire du lit, la perte de charge de
la grille soit légèrement supérieure à 1/3 du poids du lit (ou à
3 400 Pa en choisissant la valeur la plus grande).
La perte de charge de la grille n’est pas le seul critère de sa
conception. La vitesse et la longueur des jets formés au niveau des
orifices (plaques perforées ou plaques équipées de tuyères) est un
autre paramètre à vérifier. En effet, la vitesse de ces jets peut attein-
dre des valeurs très importantes qui sont souvent à l’origine de
sérieux problèmes d’abrasion des pièces. D’autre part, une lon-
gueur trop importante de jet peut avoir des effets néfastes :
—si le jet est vertical (plaques perforées ou tuyères à un trou), il
risque de « percer le lit », ce qui réduit considérablement le rende-
Figure 5 – Lit fluidisé et périphériques les plus courants
Cyclone
secondaire
Zone de désengagement
des particules
Alimentation
en particules
Alimentation en fluide
Récupération
particules
Émission des
particules fines
Échangeur de chaleur
Suspension
gaz /solide
fluidisée
Jambe de
retour des
particules
Pulvérisation
Grille de
fluidisation

__________________________________________________________________________________________________________ TECHNIQUES DE FLUIDISATION
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
© Techniques de l’Ingénieur, traité Génie des procédésJ 3 390 − 5
ment de l’installation. Par ailleurs, même si le jet ne perce pas la
couche fluidisée, comme la zone des jets est moins active que le
reste du lit, le rendement est généralement affecté par la longueur
trop importante des jets ;
—si les jets sont horizontaux (tuyères avec plusieurs trous sur le
côté), ils pourraient se toucher les uns sur les autres, ce qui provo-
que la formation de grosses bulles peu propices aux échanges de
matière et de chaleur. Pour éviter ce problème, on peut placer les
tuyères de telle sorte que les jets ne se trouvent pas en vis-à-vis
(figure 7). Toutefois, dans cette configuration, les jets peuvent tou-
cher la paroi des tuyères et les éroder.
L’ensemble des critères énoncés doit être pris en compte lors de
la conception d’une grille de fluidisation. L’encadré 1 rassemble les
équations utiles pour le dimensionnement de la grille. Il faut rappe-
ler que beaucoup d’ingénieurs ont tendance à oublier qu’une grille
est généralement dimensionnée pour un débit de fonctionnement
donné et que, si ce débit doit changer, il faut alors vérifier si la grille
est encore adaptée aux nouvelles conditions opératoires.
Figure 6 – Différents types de grilles (coupe)
avec des tuyères à un trou vertical
b
avec des tuyères à trous horizontaux
a
plaque perforée avec trous coniques
d
avec deux plaques perforées superposées
c
Encadré 1 – Dimensionnement d’une grille de fluidisation
Ayant choisi le type de la grille, ajuster le nombre de tuyères
par m2 (nm) de telle sorte que les critères suivants soient
satisfaits :
■Perte de charge grille > 3 400 Pa et > 1/3 poids du lit (considé-
rer la perte de charge la plus grande), sachant que [1] :
où Uj et Um sont les vitesses au niveau du jet et au niveau de la
base des tuyères :
débit de fluidisation/m2
de la section lit
■Un jet ne doit toucher ni un autre jet, ni la paroi d’une tuyère
(jets horizontaux). Un jet ne doit pas percer le lit (jets verticaux).
Pour calculer la longueur d’un jet utiliser l’équation de Merry ou
d’autres corrélation de ce type [1] :
En général, si la longueur du jet devient comparable à la dis-
tance entre deux tuyères voisines ou à la hauteur de la suspen-
sion, il faut soit changer le nombre de tuyères / m2 de la grille,
soit changer le type de tuyère pour obtenir de plus petits jets
avec la perte de charge souhaitée.
∆Pgrille
1
2
---
ρ
fUj
2Um
2
–()
ρ
f Uj
2
4
-------+≈
Ujnj
πφ
j
2
4
---------
Umnm
πφ
m
2
4
-----------
U===
Lj52,
φρ
fdp
ρ
s
φ
------------
ρ
fUj
2
ρ
sdpg1
ε
mf
–()
----------------------------------------
2
02,
=
Figure 7 – Disposition des tuyères à multiple trous horizontaux
Pour éviter la coalescence rapide des bulles il faut : > 2
L
j
Pour éviter l’érosion des pièces il faut : >
L
j
rangement en +x
b
rangement en ++
a
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
1
/
20
100%