Matériaux pour Toptique elabores par le procédé sol

BOL.
SOC ESR
CERAM.
VIDR. 31 (1992) 7, 5-10
Matériaux pour Toptique elabores par le procédé sol-gel:
I. Systèmes optiques basés sur une variation
d'indice de refraction
C SANCHEZ
Université Pierre et Marie Curie, Chimie de la Matière Condensée URA CNRS, Paris, Francia
ABSTRACT.—Optical materials produced via sol-gel:
I. Systems based on the refraction index variation.
Coatings obtained via sol-gel on glass substrates allow
modulation of reflectance, transmission or light absorp-
tion,
giving rise to materials with a wide range of appli-
cations. These can be used on different applications
mainly in automobile industry and for production of high
power lasers. This paper review the reflectance and anti-
reflectance systems which can be obtanied from this sol-
gel processing for the manufacturing of wave guides and
materials with refraction index gradient are reviewed and
discussed.
RESUMEN.—Materiales ópticos producidos vía sol-gel:
I. Sistemas ópticos basados en la variación del índice de
refracción.
La deposición de películas elaboradas por el procedi-
miento sol-gel y depositadas sobre sustratos de vidrio per-
miten modular la reflectancia, la transmisión o absorción
luminosa, dando lugar a materiales con diversas aplica-
ciones especialmente en la industria automovilística o para
la producción de láseres de alta potencia. Se revisan en
este artículo los sistemas reflectores y antirreflectores que
pueden obtenerse por este procedimiento. Asimismo, se
revisan los procesos y las aplicaciones del procesado sol-
gel para la obtención de guías de onda y de materiales
con gradientes de índice de refracción.
1.
GENERALITES SUR LA REFRACTION
Uindice de réfraction (n) d'un milieu est une propiété ma-
croscopique qui traduit Teffet de ce milieu sur la vitesse de
propagation
d'une
perturbation électromagnétique le traver-
sant. Lorsque ce milieu ne présente pas d'hétérogénéités ou
des hétérogénéités de taille bien inférieure à la longueur
d'on-
de du rayonnement utilisé (la lumière visible pour l'oeil), la
réfraction et l'extinction peuvent être décrites par la polari-
sation diélectrique du milieu aux fréquences optiques. Dans
un amorphe, un verre, ou un gel, cer hétérogénéités peuvent
être dues à des zones cristallisées, des objets ou des ségréga-
tions d'objets (aggrégats, précipités, polymères, pores) ou à
une variation de la composition chimique.
Lorsqu'une onde électromagnétique traverse un milieu ma-
tériel (pas le vide) cette onde va être ralentie et/ou absorbée
lors de son interaction. Cette dernière se fera avec les pho-
nons ou avec les électrons selon l'énergie de l'irradiation. La
réfraction d'un système donné est généralement décrite par
l'indice de réfraction complexe n° qui comprend deux ter-
mes:
n° = n—ik [1]
Le premier terme réel n correspond à l'indice de réfrac-
tion défini par la loi de Descartes: n = sini'/sinr = c/v ou
c est la vitesse de la lumière dans le vide et \ la vitesse de
la lumière dans le matériau (i' et r sont les angles du fais-
ceau incident et sortant).
Le second terme imaginaire k est relié au coefficient d'ab-
sorption a par la relation k = OLI/2'ÏÏ/I étant la longueur
d'onde de la radiation).
Recibido el
6-9-91
y
aceptado el 20-12-92 .
Lorsqu'une radiation incidente arrive à l'interface de deux
milieux ayant des indices de réfraction n° différents, une cer-
taine fraction de la radiation est réfléchie, tandis qu'une autre
fraction est transmise ou absorbée. Pour ces deux matériaux
d'indice nj°, et n2, sous une incidence normale, le taux de
réflexion
R^
2
est donné par la relation suivante (1-3):
Ri,2 = [n;—n2lV[n,°-hn2°]'
soit en développant d'après [1] il vient:
Ri,2= [n,-n2]2 + [ki-k2]V[nj+n2
+
P + [k,+k2p [2]
Selon que l'application recherchée est un système réflec-
teur ou anti-réflecteur, les propriétés du matériau devront
maximiser ou minimiser le numérateur (An et/ou Ak) de
l'ex-
pression [2]. Les propriétés optiques de nombreux matériaux
sont souvent associées à la présence d'un substrat de prédi-
lection: le
verre.
Des dépôts sous forme de films élaborés par
le procédé sol-gel modulant la réflectance, la transmission
ou l'absorption du substrat en verre son utiUsés dans diver-
ses industries en particulier celles du bâtiment ou de l'auto-
mobile, ou dans le applications utilisant des lasers haute puis-
sance.
2.
SYSTÈMES RÉFLECTEURS
Un des plus beaux exemples de revêtements anti-réflecteurs
est celui des fenêtres de bâtiment élaborées par Schott
(IROX) ou par Asahi glass (4, 5). Celles-ci sont recouvertes
/d'un film de TÍO2 contenant des petites particules coli îda-
les de palladium (Schott) ou d'or (Asahi). La réflexion im-
portante de ces fenêtres est essentiellement contrôlée par
ENERO-FEBRERO, 1992

C. SANCHEZ
Toxyde de titane dont l'indice élevée (n TiOj = 2,4; n
air =
1)
par rapport à celui de l'air permet d'obtenir un fort
An. La présence des particules métalliques absorbantes
(k>0,l) permet également d'augmenter le terme A (k
air = 0) et de ce fait contribue à une meilleure réflexion. Ce-
pendant le rôle prépondérant des particules de métal est de
moduler lábsorption des photons et donc de contrôler la
quantité de lumière transmise au sein du bâtiment. Diffé-
rents types de fenêtres (IROX AO, Al, A2) (4), selon le de-
gré d'ensoleillement moyen des pays, permettent de minimi-
ser les pertes thermiques occasionnés par le chauffage en hi-
ver ou par le refroidissement en été.
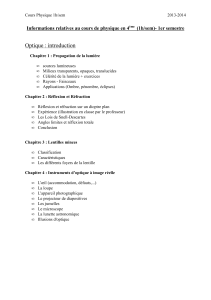
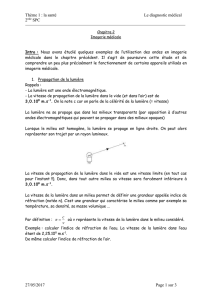
Une autre application concerne les rétroviseurs d'automo-
biles.
Un dépôt multicouche de TÍO2-SÍO2/TÍO2 permet
d'ajuster la réflectivité du rétroviseur en fonction de la lon-
gueur dónde figure
1
de telle façon à améliorer le contraste,
tout en diminuant l'éblooissement causé par le rayonnement
des lampes quartz-halogène des phares automobile.
i 100
I 90
"o
ë 70
dl
er 50
50
\o
30
20
10
\
AGO A 50 500 600
700 750
Wavelength (nml
»-
Fig. \.~Réflectivité d'une multicouche
SÍO2-TÍO2
en fonction de la
longeur d'onde
(rétroviseur
automobile) d'après
réf.
(4).
3.
SYSTEMES ANTIREFLETS
La réflexion sera donc minimum si l'indice du substrat est
tel que n^ = (n2ni)'^^.
Afin d'obtenir le minimun de réflexion à une longueur
d'onde donnée
¿0»
l'épaisseur du film 1 devra également sa-
tisfaire les conditions de quart d'onde 1 =
IQ/ÏV^
(6). Par
exemple, le minimum de reflexion à l'interface air
(n, = l)/verre (n2 = 1,5) à une longueur d'onde de 500 nm
peut être obtenu par un revêtement d'indice
n, = (l,5*l,0)'/2 = 1,22 et d'épaisseur 1 = 103 nm. Le puis
faible indice de réfraction pour un matériau inorganique ma-
sif étant de l'ordre de 1,38 (MgF2), ce simple calcul montre
qu'il est pratiquement impossible d'élaborer un revêtement
antiréflecteur en une seule couche avec un matériau dense
(non-poreux).
C'est pourquoi deux stratégies sont utilisées pour l'élabo-
rations des D.A.R.
— La première approche consiste à déposer une couche
AR dont l'indice est ajusté à n^ et dont le trajet optique est
egal à
IQ/A.
Si l'indice critique n^. est compris entre 1,4 et
2,3,
la couche est dense et sera généralement conlposée chi-
miquement des mélanges binaires SÍO2-TÍO2 ou Si02-Zr02.
Par contre, si l'indice critique est inférieur à 1,4 (typique-
ment n^ = 1,22 pour l'interface sihce-air), le dépôt d'un re-
vêtement poreux sera nécessaire. Le tableau
1
met en évidence
le taux de porosité nécessaire pour ajuster l'indice de diffé-
rents oxydes à l'indice critique de l'interface silice-air
(n, =
1,22).
TABLEAU
1
Oxide Refractive Index — % Porosity required
forn=1.2P
SÍO2
AI2O3
La203
Th02
HfOj
-1.46
--1.6
-1.8
-1.9
-2.0
53
73
80
83
85
Square root of the refrative index of SÍO2
3a.
Principe des dépôts antireflets
Afin de mieux comprendre la nature des matériaux cons-
tituant les dépôts antireflets (D.A.R.), considérons un subs-
trat isolant et transparent tel que du verre (matériau 2) dont
l'indice de réfraction n2 est voisin de 1,5 et de coefficient
d'aborption ^2 au contact de l'air (matériau 1, Uj = 0,1;
k, = 0). La relation [2] simpUfiée devient:
R,2 = [n2-l]2 + ki/[n2 + l]2 + k^ [3]
Pour le verre le coefficient d'absorption k2 est practique-
ment nul et donc la réflectance pour une seule interface est
d'après la relation [3] de l'ordre de 4%. Pour une fenêtre ou
une lentille optique il y a en fait deux interfaces et la réflec-
tance totale sera d'environ, 7,7% (2, 3).
Pour une surface sur laquelle on a déposé un seul revête-
ment non absorbant, la réflectance minimun R^ est donnée
par la relation suivante:
RM
= [n^—n,n2]V[n,2 +
nin2]^
[4]
dans laquelle n^, Uj et n2 sont respectivement les indices de
réfraction du revêtement, du milieu, et du substrat.
Cette approche monocouche n'est cependant efficace que
pour une seule longeur d'onde
XQ.
Par contre, une autre so-
lution consiste à déposer plusieurs couches d'indice et
d'épaisseur ajustés convenablement de manière à minimiser
la réflexion pour des longeurs d'onde différentes mais assez
proches.
Un tel système peut être efficace sur un assez grand do-
maine de longeur d'onde (450 nm-750 nm) (1-3).
— La seconde approche pour obtenir un D.A.R. efficace
sur un domaine de longeus d'onde est basée sur le fait que
la réflexion est causée par de brutales discontinuités d'indi-
ce de refraction aux interfaces. Ces brutales discontinuité esta
éliminées en élaborant un film dont la valeur de l'indice de
réfractiion varie graduellement entre celles des deux inter-
faces considérées. Ce faible gradient d'indice peut être ob-
tenu en contrôlant et en modifiant la structure des pores et
la composition chimique du film (7).
La méthode conventioneile d'obtention des D.A.R. à gra-
dient d'indice consiste à faire un dépôt par CVD à l'interfa-
ce.
Ce dépôt est un verre qui donne lieu à une séparation
de phases au cours du traitement thermique; l'une des deux
BOL. SOC. ESP. CERAM. VIDR. VOL. 31 - NUM. 1

Matériaux pour l'optique élaborés par le procédé sol-gel: I. Systèmes optiques basés sur une variation d'indice de refraction
phases est ensuite attaquée chimiquement de manière à pro-
duire une structure poreuse ayant un graident d'indice, Cet-
te méthode présente deux principaux désavantages: elle en-
traîne una déformation du substrat, et Tun dispose d'unes
compositions verrières utiHsables assez limité. La voie sol-
gel est plus souple et ne cause pas de déformation car les
températures du procédé son plus basses. De plus elle per-
met d'accéder à de nombreuses compositions chimiques
(Ta205,
SÍO2-TÍO2, Si02-B203-Al203-BaO, SiO2-B2O3^Al203.
TÍO2,
etc.) déposables sur verre ou plastique (1, 2), L'atta-
que chimique nécessaire pour créer le gradient de composi-
tion bien sur agrandi la taille moyenne des pores mais peut
aussi erroder sélectivement et préférentiellement certains ca-
tions du mélange de manière à ajuster très pfécisement le
gradient de composition et donc celui de l'indice de réfrac-
tion.
3b.
Contrôle de la porosité de matériaux sol-gel
par la chimie et le procédé
trainte imposés pendant la centrifugation. Lorsqu'un film
de silice de l/^m est déposé sur un substrat de verre par spin
coating, son épaisseur après densification est réduite de moi-
tié indiquant très grossièrement un taux de porosité initiale
de 50%. Par contre, un film déposé par dip-coating ne ve-
rra con épaisseur réduite que de 25% après densification (3).
En général, le traitement thermique des films conduit à
une réduction uniforme du volume poreux et de ce fait a ten-
dance à augmenter l'indice. L'atmosphère du traitement ther-
mique et également un facteur important. Un film de TÍO2
recuit sour air à 500°C a un indice de
2,1
alors que le même
film recuit à la même température, mais sous vide, a un in-
dice de 2,4. La densification de films de siHce a Heu sous
air aux environs de 900-1.000°C alors que sous atmosphère
humide, la densification se fait déjà vers 450-500°C. L'indi-
ce de réfraction obtenu dépende également de l'épaisseur du
film; on observe généralement un indice plus élevé lorsque
les films de TÍO2, SÍO2, Ta205 sont plus minces.
Une attaque chimique après dépôt, séchage et traitement
thermique peut être utilisée afin d'ajuster l'indice de réfrac-
tion.
Bien entendu, la taille des pores et leur distribution doi-
vent être ajustées soigneusement par un contrôle de la chi-
mie et du mode de dépôt de manière à éviter les phénomè-
nes de diffusion de lumière. C'est l'un des avantages du pro-
cédé sol-gel par rapport aux dépôts CVD ou sputtering car
il permet un contrôle efficace de la taille et de la structure
des pores puisque ces derniers reflètent en partie la taille et
la topologie des polymères préexistants dans le sol ou le gel.
L'ajustement de la microstructure optimum peut par conse-
quent être réalisé par le contrôle chimique (hydrolyse-
condensation) et physico-chimique (agrégation) du mode de
croissance des espèces polymèriques (2).
Les propriétés de réfraction des films élaborés par sol-gel
dépendent de nombreux paramètres chimiques. Les alcoxy-
des dont le groupement OR est primaire et petit s'hydroly-
sent plus facilement que ceux pour lesquels les OR sont gros
et encombrants, et de ce fait, les premiers ont tendance à
donner des films plus denses dans lesquels le rapport
(Oxo/Alcoxo) des polymères est plus élevé.
Le milieu de dispersion est également un facteur impor-
tant; la taille des pores, la porosité totale et la surface spéci-
fique en général augmentent avec le point d'ebullition du sol-
vant. La dilution favorise la formation d'espèces de faible
masse moléculaire et de textures plus fines et de ce fait, la
formation de films tres poreux. Par contre, les taux
d'hydrolyse élevés favorisent la formation de films plus den-
ses et donc une meilleure frittabilité.
La qualité des films peut être optimisée dans un second
temps en contrôlant l'atmosphère et le mode de dépôt ainsi
qu'en réalisant une attaque chimique du substrat après re-
cuit (2, 3, 8).
Le mode de déposition (spin ou dip-coating) influence la
structure et la texture du film. En prenant le même sol, il
a été montré que la couche déposée par dip-coating est sou-
vent plus dense et moins rugeuse (2, 3).
Ce résultat voit probablement son origine dans les plus
grandes vitesses d'évaporation obtenues par spin coating. En
effet, les réarrangements structuraux qui ont lieu sous
l'ef-
fet des forces de compression sont relativement lents par rap-
port à la vitesse d'évaporation et de ce fait le réseau est ra-
pidement figé sous la forme d'un polymère amorphe poreux.
En particulien, des structures polymèriques ramifiées peu-
vent être en partie brisées sour l'effet de forts taux de con-
3c.
Applications
Les D.A.R. élaborés par voie sol-gel sont utilisés dans des
applications aussi diverses que: l'amélioration du contraste
des écrans d'ordinateur, de la quahté optique des vitrines et
des protections de tableaux, l'amélioration du rendement des
cellules solaires (thermiqfue ou photovoltaîque) (2, 4, 9, 10).
Les procédés son bien entendu très
divers:
dépôt d'une cou-
che,
de multicouches, suivi d'un traitement thermique avec
ou sans attaque chimique terminale pour régler la porosité
ou/et un gradient de composition. Certains méthodes d'éla-
boration consistent à déposer plusieurs couches de SÍO2 de
porosités différentes afin d'éviter l'attaque chimique. D'autres
méthodes consistent à pulveriser une solution de sihce co-
lloïdale dans un alcoxyde de silicium préhydrolysé.
A titre d'exemple, Schott produit plusieurs millions de m^
de couches optique sur du verre chaque année (4). Des
D.A.R. à base de SiO, SÍO2, TÍO2, SÍ3N4, Ta205, AI2O3 ou
de binaire SÍO2-TÍO2, ont été déposés sur silicium pour amé-
liorer les rendements des cellules solaires et sur des polymè-
res organiques (acryhque ou polycarbonate) pour amérUo-
rer les rendements thermiques des panneaux solaires. Par
exemple un D.A.R. permet d'augmenter de 48^0 le rende-
ment des cellules solaires photovoltaîques (1, 2).
Les expériences de fusion sour laser haute puissance sans
revêtement ant-réflecteurs causeraient non seulement des
dommages matériels très importants, mais aussi des pertes
d'énergie considérables. A titre d'exemple, l'énergie transmise
par réflexion représente une parte de plusieurs milUons de
dollars même pour un système de fusion par laser de mo-
yenne puissance (20 KJ). Yoldas en particulier a obtenu des
D.A.R. à gradient d'indice pour des optiques pour laser en
effectuant, après dépôt sur silice, un traitement thermique
préablablement à l'attaque chimique de façon à réduire la
taille des pores (11). De ce fait, la diffusion aux courtes lon-
gueurs d'onde peut être éhminée (1, 11). Thomas, Floch et
Priotton (12, 13, 14) ont également réahse de nombreaux
D.A.R. poreux constitués de silice, d'alumine et plus récem-
ment d'oxydes de métaux de transition (Hf02, Zr02) (15,
16) pour la protection del optiques de laser H.P.
ENERO-FEBRERO, 1992

C.
SANCHEZ
4.
GUIDES D'ONDE
4a. Principe
Lorsqu'une onde lumineuse pénètre dans un miHeu (un
film) d'indice n^ elle peut se propager par réfexion aux pa-
rois du matériax à la condition que les matériaux situés aux
interfaces (air et(ou substrat) possèdent des indicies de ré-
fraction Uj et
Ug
inférieurs à celui du matériau dans lequel
l'onde est guidée. Les guides d'onde permettent de diriger
des signaux optiques dans des circuits intégrés et présentent
deux principaux avantages: ils sont peu sensibles aux per-
turbations extérieures et permettent de confiner la puissan-
ce lumineuse. La qualité optique d'un guide va en premier
lieu dépendre du facteur de pertes optiques. Si
IQ
es l'inten-
sité du faisceau pénétrant dans le film (on ne tient pas compte
des pertes au cours de l'insertion) et It l'intensité du fais-
ceau après avoir parcouru
1
cm de film, les pertes optiques
sont définies par P^p^ = 10 Logjo (lo(It).
4b.
Applications
De nombreux guides dónde plans lesquels une qualité op-
tique raisonable (pertes optiques de lórdre de
1
dB/cm a pu
être atteinte on été élaborés par sol-gel (1, 17, 18).
Les matériaux utilisés appartiennent aux binaires suivants:
(PbO-Si02, LiNb03, PbO-Ti02, SÍO2-TÍO2) (1, 17-20). Ce
dernier binaire est très souvent utiUsé, car il permet in ajus-
tement de l'indice de réfraction dans une large gamme allant
de 1,46 pour la silice à 2,6 pour l'oxyde de titane sous sa for-
me Anatase.
Cependant, bien que de nombreux guides plans aient été
élaborés par les techniques sol-gel, peu d'entre eux sont com-
mercialisés car deux points importants restent à optimiser:
La bonne reproductibilité de l'indice de réfraction et
de l'épaisseur de film sont primordiales. Le contrôle
du séchage et du traitement thermique semble être de-
terminant. Des études effectuées sur des films
SÍO2-TÍO2 ont mis en évidence qu'un pré-recuit à
100°C pendant una minute et demie suivi d'une cal-
cination dans la fenêtre de température 500-600°C sont
indispensables (21, 22). Le prétraitement thermique
permet au matériau lors du recuit de densifier en mi-
nimisant les phénomènes de fluage.
ii) Minimiser les pertes optiques en dessous de
1
dB/cm,
valeur généralement obtenue dans la plupart des mei-
lleurs dispositifs actuellement élaborés par sol-gel.
Dans le cas des systèmes binaires il semblerait que la
limitation sont due à de petites inhomogénéités de la
forme des pores ou/et de composition chimique.
L'un des désavantages des gels et xérogels réside dans leurs
«faibles propiétés mécaniques». Cependant ce défaut peut
être mis à profit puisqu'il leur confère une grande maléabi-
lite (voir dans 23, pages 62 à 79). Les gels sont aiséments
déformables et des formes très diverses nécessaires à de nom-
breuses appHcations optiques (disques à mémoire optique,
réseaux, commutateurs, coupleurs, filtres, lentilles, sépara-
teurs de. faisceaux, mirroirs, senseurs optiques de l'humidi-
té ou bio-senseurs spécifique à certaines protéines) peuvent
y être aisément imprimées (18, 24-30). Les procédés de fa-
brication mettant en jeu l'impression mécanique d'une em-
preinte suivie de traitements thermiques, l'impression et la
consolidation sous irradiations laser, la photolithographie
son le plus souvent utiHsées.
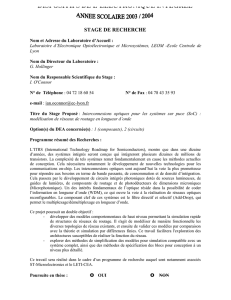
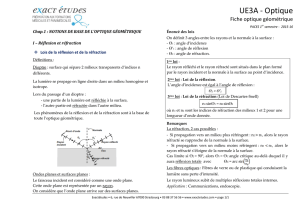
A titre d'exemple, la figure 2 montre une photographie
d'un réseau optique obteau par presage d'un gel SÍO2-TÍO2
suivi d'un préchauffage à 100°C pendant 15 minutes pues
d'un traitement thermique à 400°C (26). Lors des traitements
thermiques, des retraits d'environ 60-70%, dont il faut bien
entendu tenir compte dans l'application finale, sont en gé-
néral observés.
Fig. 2.—Photographies de MEB d'un réseau obtenu par impression et
traitement thermique d'un gel
SÍO2-TÍO2
(période du réseau 0,52 mm)
réf. (26).
Bien que la plupart de ces études concernet la silice ou
le binaire SÍO2-TÍO2, les matériaux hybrides organique-
inorganique du type ORMOCERS semblent très prometteurs
car leur propiétés optiques (indice de réfraction) et mécani-
ques sont aisément ajustables, et de plus leur consolidation
ne nécessite pas obligatoirement un traitement thermique im-
portant. En effet, leus multiples fonctionalités peuvent per-
mettre une rigidification o une consolidation du matériau
via par exemple des réactions de photopolymérisation or-
ganique (27). Cet avantage devrait permettre une notable mi-
nimisation du retrait et donc un ajustement plus aisé des spé-
cifications géométriques des systèmes optiques.
5. MATERIAUX A GRADIENT D'INDICE
DE RÉFRACTION (GRIN)
5a.
Principe et applications
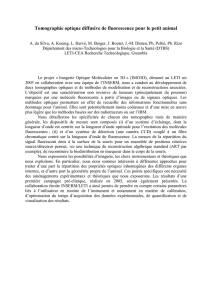
Les matériaux GRIN se caractérisent par une distribution
de l'indice de réfraction contrôlée spatialement. Par exem-
ple,
un matériau GRIN peut être constitué d'un cyhndre de
verre dans lequel l'indice de réfraction est plus élevé le long
de l'axe central et minimum au niveau des parois du cylin-
dre.
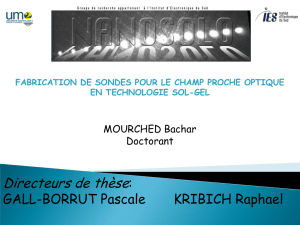
Une évolution spatiale caractéristique de l'indice est re-
présentée sur la figure 3.
Ce matériau joue le rôle d'une lentille convergente. Les
GRIN permettent de réduire le nombre, la taille des éléments
optiques et donce d'optimiser la miniaturisation des systè-
mes tout en améliorant leurs performances. Certains systè-
mes optiques ne voient d'ailleurs leur réahsation que par
l'utiHsation de matériaux GRIN. Ces matériaux sont utih-
sés dans de nombreuses applications optiques, aussi diver-
ses que les photocopieurs compact, les endoscopes, les lec-
teurs vidéo ou de disques compacts, les optiques des apa-
reils photographiques, les E\X, les coupleurs ou séparateurs
d'onde dans les fibres optiques (32-34).
BOL.
SOC. ESR CERAM. VIDR. VOL. 31 - NUM. 1

Matériaux pour l'optique élaborés par le procédé sol-gel: I. Systèmes optiques basés sur une variation d'indice de refraction
-3-2-10123
Distance Radiale (mm)
Fig.
'i.—Evolution
de
l'indice
de
réfraction en fonction
de la
distance
au sein d'un
barreau
GRIN
constitué
de
SÍO2-TÍO2
réf.
(33).
5b.
Comparaison des méthodes d'élaboration
Les GRIN peuvent êtres synthétisés par différentes mét-
hodes:
CVD, polymérisation, remplissage d'un poreux,
échange ionique. Cette dernière méthode est la plus utilisée
à l'heure actuelle. Elle permet d'obtenir d'importants gra-
dients (An = 0,12 elle présente cependant certain désavan-
tages:
les matériaux obtenus par échange d'ions (typique-
ment on remplace par diffusion du Tl^ et du Cs^ par du
Na^ ou du K^ por immersion du barreau de verre dans un
sel fondu) présentent une mauvaise stabilité à l'environne-
ment (atmosphère humide) et thermique.
Le diamètre des pièces obtenues par cette méthode est li-
mité par la diffusion des cations et de ce fait ne dépase pas
souvent 2-3 mm ce qui est prohibitif pour certaines appUca-
tions telles que les optiques des appareils photographiques,
des télescopes et des microscopes.
Les avantajes du procédé sol-gel, par rapport à la techni-
que d'échange ionique, sont les suivants: une économie de
temps (facteur 2) et d'énergie, une grande souplesse au ni-
veau de la chimie qui permet d'accéder à des verres aux com-
positions multiples et variés, ainsi qu'à un plus grand choix
des cations modificateurs d'indice, une meilleure stabilité des
GRIN à l'environnement (humidité, chaleur). Le procédé sol-
gel permet surtout d'accéder à des pièces de plus grande tai-
lle.
Récemment des GRIN de 13 mm de diamètre avec un
gradient d'indice An de 0,05 ont été obtenus par les techni-
ques sol-gel dans le système PbO-K20-B203-Si02 (35).
5c.
Méthode sol-gel
Les matrices les plus couramment utiHsées sont des siH-
cates,
des aluminosilicates ou des binaires silice-oxyde de mé-
taux de transition. Le gel est obtenu le plus souvent par
hydrolyse d'alcoxydes de silicium ou d'un mélange d'alcoxy-
des de silicium avec ceux de bore et/ou d'aluminium. Les
cations modificateurs d'indice sont introduits sous forme de
sels minéraux, soit sous forme d'alcoxydes métalliques. A
titre d'exemples certains des systèmes utiHsés sont reportés
dans le tableau 2 et le procédé d'élaboration d'un matériau
GRIN est schématisé sur la figure 4.
L'alcoxyde de silicium (Si(OR)4) est tout d'abord dissous
dans un mélange de solvants tels que le methanol et le for-
TABLEAU 2
EXEMPLES DE MATÉRIAUX GRIN ÉLABORÉES PAR
VOIE SOL-GEL DAPRÈS REE (33)
Leaching Method Properties
4.1.
Gels with metal salt
dopants.
4.1.1 TI, Cs, Rb out H, NH4,
K in SÍO2 gel matrix
4.1.2.
Pb out, K in B2O3-SÍO2
gel matrix
10-13 mm diam. rods
w/good focusing abilities
6-13 mm diam. rods
An
= 0.02-0.05
4.2 Gel with metal alkowide
dopants.
4.2.1 Ge, Ti, Ta out H in SÍO2
gel matrix
4.2.2 Zr, Ti, Ge out H in Gel
matrices: SÍO2, B2O3-
SÍO2,
AI2O3SÍO2
2-3.4 mm diam. rods^
An = 0.015-0.025
3-8 mm diam. rods
An=0.013-0.028
(a) For GeOj-SiOj and TÍO2-SÍO2 systems only.
^^^%=^
1) Mélanger Les produits 2) Verser dans Le mouLe 3) Attaque chimique du geL
4) Arrêt de L'attaque
chimique par trempage
du geL dans Le fixateur
GeLation et vieillissement
5) Sécher
soigneusement
pour créer un gradiant de
;omposition
6) Obtention d'un \
"GRIN"
fritte
Fig. 4.—Principales
étapes
d'élaboration
d'un
verre
GRIN par
voie
sol-gel
réf.
(33)
maldéhyde, puis partiellement hydrolyse (H20/Si<4) en
milieu acide. Après cette première hydrolyse, les autres al-
coxydes métaUiques qui sont soit des modificateurs d'indi-
ce (Ti(OR)4, Zr(0R)4), soit des modificateurs du réseau du
gel B(OR)3, Ge(0R)4, Al(OR)3) sont ajoutés au bain réac-
tionnel. Cette étape est suivie d'un ajount d'eau pour com-
pléter les réactions d'hydrolyse et de condensation qui vont
conduire à la gelation dans des temps de l'ordre de quelques
heures. Avant la transition sol-gel, le sol est versé dans un
moule cylindrique hermétique dans lequel s'effectue le viei-
llissement du gel (24 heures à 20°C puis 24 heures à 60°C).
Le gel est ensuite ramené à température ambiente et sorti
de son moule pour être placé dans le bain d'attaque chi-
mique pendant des temps allant de 5 à 50 heures. Le bain
d'attaque chimique utilisé pour les gels des systèmes
SÍO2-TMO est simplement une solution acidifiée par un aci-
de minéral (HCl, HF, H2SO4...) C'est dans ce bain que la
dissolution partielle de certains cations (Ti on Zr par exem-
ple) conduit à la formation du gradient d'indice.
Ce processus est contrôlé par la diffusion des réactifs dans
le gel. De ce fait le cœur dy cylindre a une composition plus
riche en métal de transition et un indice de réfraction élevé
alors que la périphérie du monolithe voit sa teneur en métal
de transition —et donc son indice de réfraction— fortement
abaissé. Le gradient d'indice de réfraction est ajusté préci-
ENERO-FEBRERO, 1992
 6
6
1
/
6
100%