Fours à arc

17/09/2008
Madame, Monsieur
Dossier délivré pour
17/09/2008
Madame, Monsieur
Dossier délivré pour
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
© Techniques de l’Ingénieur, traité Génie électrique D 5 920 − 1
Fours à arc
par
Maurice KRATZ
Ingénieur à l’École Nationale Supérieure d’Électricité et de Mécanique
Ingénieur-chercheur au service Matériel électrique (ERMEL) à la Direction des Études
et Recherches d’Électricité de France
e four à arc d’aciérie est un outil de fusion destiné à fondre un métal primaire
qui est, en général, de la ferraille, mais qui peut être de la fonte (solide ou
liquide) ou encore des minerais préréduits.
C'est au début du XX
e
siècle que sont apparus les premiers fours à arc indus-
triels. Depuis cette époque, bien que reposant sur les mêmes principes de base,
les fours à arc ont connu un développement important aussi bien du point de
vue technologique que du point de vue capacité de production. En effet, la capa-
cité des fours modernes avoisine les 200 t avec une consommation énergétique
comprise entre 400 et 500 kWh/t.
1. Principe du four à arc............................................................................. D 5 920 - 2
2. Four à arc à courant alternatif............................................................. — 3
2.1 Description technologique.......................................................................... — 3
2.2 Principe de fonctionnement........................................................................ — 4
2.3 Description de la partie électrique ............................................................. — 4
2.3.1 Transformateurs ................................................................................. — 4
2.3.2 Réactances .......................................................................................... — 5
2.3.3 Appareillage de manœuvre à haute tension.................................... — 6
2.3.4 Circuit secondaire............................................................................... — 6
2.3.5 Compensation d’énergie réactive ..................................................... — 6
3. Four à arc à courant continu ................................................................ — 7
3.1 Description technologique.......................................................................... — 7
3.2 Principe de fonctionnement........................................................................ — 8
3.3 Description de la partie électrique ............................................................. — 8
4. Perturbations produites par les fours à arc sur les réseaux ....... — 9
4.1 Flicker ou papillotement de l’éclairage...................................................... — 9
4.1.1 Caractérisation du phénomène de flicker
et limites admissibles sur les réseaux .............................................. — 9
4.1.2 Techniques de compensation du flicker ........................................... — 10
4.2 Harmoniques................................................................................................ — 12
4.2.1 Caractérisation des harmoniques et limites admissibles
sur les réseaux.................................................................................... — 12
4.2.2 Techniques de réduction des harmoniques ..................................... — 14
4.3 Exemples de fours à arc récents avec systèmes de limitation
des perturbations......................................................................................... — 15
5. Phénomènes transitoires internes aux alimentations
de fours à arc ............................................................................................ — 15
5.1 Surtensions .................................................................................................. — 15
5.2 Instabilité liée à la résonance parallèle...................................................... — 15
5.3 Enclenchement à vide des transformateurs de four................................. — 17
Pour en savoir plus .......................................................................................... Doc D 5 920
L

17/09/2008
Madame, Monsieur
Dossier délivré pour
17/09/2008
Madame, Monsieur
Dossier délivré pour
FOURS À ARC _________________________________________________________________________________________________________________________
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
D 5 920 − 2© Techniques de l’Ingénieur, traité Génie électrique
Les grands fours industriels représentent une part importante de la consom-
mation d'énergie électrique dans le domaine industriel (près de 4 % de la
consommation de la grande industrie en France). Selon certaines études pros-
pectives, la filière électrique devrait continuer à croître pour couvrir, vers 2005-
2010, environ 50 % de la production d'acier dans le monde.
1. Principe du four à arc
Le four à arc se compose d’une cuve garnie de réfractaires et
l’énergie nécessaire est fournie par des arcs électriques jaillissant
entre des électrodes en graphite et la charge.
■Les principaux éléments constitutifs du four électrique sont :
— l’alimentation électrique ;
— l’enceinte du four proprement dite capable de contenir d’abord
des ferrailles à fondre, de densité relativement faible (donc néces-
sité d’un grand volume disponible), puis de l’acier liquide porté à
des températures de 1 600 à 1 700 °C (donc nécessité d’un revête-
ment intérieur de cuve à l’aide de réfractaires), notamment au fond
de cuve (sole réfractaire) ;
— les installations annexes, telles que le système d’aspiration et
traitement des fumées et le système d’additions.
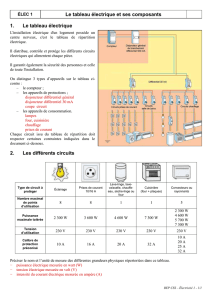
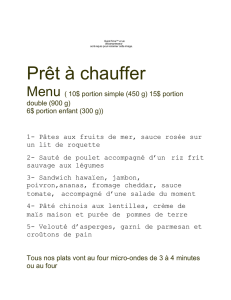
■L’élaboration de l’acier dans un four à arc se déroule en trois
phases (figure 2) :
1. L’amorçage : c’est la première période de la fusion pendant
laquelle les électrodes creusent leurs puits à travers la ferraille
froide. La puissance électrique et la tension d’arc ne sont générale-
ment pas maximales par souci de stabilité électrique de l’arc.
Dans cette première période, on cherche surtout une vitesse de
descente des électrodes rapide, de façon à augmenter la distance
arc-voûte et donc à limiter le rayonnement thermique sur la voûte.
2. La fusion : dans cette phase, la charge est fondue par rayonne-
ment direct de l’arc sur les ferrailles, ou par échanges de chaleur
(rayonnement, conduction) du bain avec les ferrailles. Au début de
cette phase, l’arc électrique étant complètement entouré par la
charge, il n’y a pas de risques de dégradation pour les réfractaires.
La puissance et la tension d’arc sont pratiquement à leur niveau
maximal. Au fur et à mesure de l’avancement de la fusion, les fer-
railles situées entre les arcs et les parois sont fondues ou s’affalent
dans le bain. Progressivement, les parois du four sont exposées au
rayonnement de l’arc et la puissance est alors réduite si ce rayonne-
ment devient trop intense.
3. L’affinage : durant l’affinage sont effectuées la montée en tem-
pérature de l’acier jusqu’à la température de coulée ainsi que les dif-
férentes opérations métallurgiques. Dans cette dernière phase, la
puissance et la tension d’arc sont abaissées à un niveau compatible
avec l’usure des réfractaires des parois latérales.
■Traditionnellement, les aciéries électriques sont équipées de
deux fours à arc :
— un four pour la fusion des ferrailles ;
— un four pour l’affinage en poche.
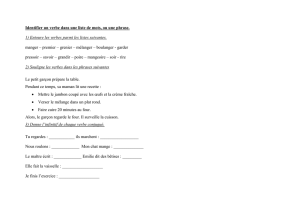
Rappel historique
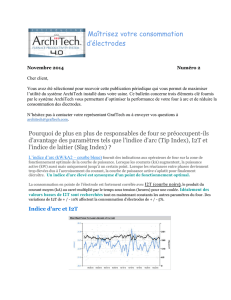
C'est au début du XXe siècle, comme dit dans l’Introduction, que
sont apparus les premiers fours à arc industriels.
Initialement, le four Héroult (figure 1
a
) comportait deux électro-
des reliées chacune à une borne d'une génératrice à courant
continu ou alternatif. Assez rapidement, il a été équipé de trois
électrodes reliées à un réseau triphasé.
À cette époque, il existait un autre type de four à arc, aussi très
répandu pour la fusion de l'acier : le four Girod (figure 1
b
). Ce four
comportait une seule électrode de voûte, reliée à une des bornes
d'une génératrice, et plusieurs électrodes de sole en acier, reliées
ensemble à l'autre borne.
La capacité de ces fours était de l'ordre de quelques tonnes à
quelques dizaines de tonnes.
Figure 1 – Coupe schématique
des fours Héroult et Girod
Électrodes Électrode de voûte
Électrodes
de sole
four Girod
b
a
four Héroult
Métal

17/09/2008
Madame, Monsieur
Dossier délivré pour
17/09/2008
Madame, Monsieur
Dossier délivré pour
_________________________________________________________________________________________________________________________ FOURS À ARC
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
© Techniques de l’Ingénieur, traité Génie électrique D 5 920 − 3
On distingue aussi deux types de fours de fusion : le four à cou-
rant alternatif, décrit paragraphe 2 et le four à courant continu,
décrit paragraphe 3.
Le four d’affinage en poche est un four de puissance plus réduite
et fonctionne toujours sur un bain plat d’acier liquide issu du four de
fusion. Généralement, ce four poche est un four à courant alternatif.
2. Four à arc à courant
alternatif
2.1 Description technologique
Dans le four à arc à courant alternatif triphasé, les arcs se dévelop-
pent entre chacune des trois électrodes en graphite et le métal. Le
métal fond par attaque directe des arcs qui creusent des puits dans
la charge métallique solide. Lorsque ces puits sont formés, les arcs
travaillent sur un bain liquide dont le volume augmente au cours de
la fusion.
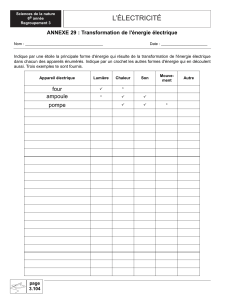
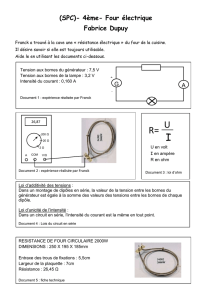
Le four se compose des éléments suivants (figure 3) :
— la cuve ;
— le berceau de basculement ;
— la voûte.
Figure 2 – Diagramme de fusion d’un four à arc : exemple
1chargement 1er panier
2amorçage
3fusion
4chargement 2e panier
5amorçage
6fusion
7affinage
8coulée
0 10 20 30 50 60 60
0
100
200
300
400
500
600
700
800
0
10
5
15
20
25
30
35
40
45
Plot de tension
40 MW
51 MW
40 MW
51 MW
Consommation énergétique
53 MW
(MW/h)(V)
Temps (min)
12 3 45 6 7 8
Figure 3 – Vue extérieure d’un four à arc à courant alternatif
Le four représenté est un four à bélier
Cercle de voûte
Électrodes en graphite
Voûte réfractaire
Vérin de basculement
Chemin de roulement
Poutres de
suspension
de voûte
Pinces
d'électrodes
Tubes omnibus
à circulation d'eau
Ressorts
de serrage
de pince
Câbles souples d'alimentation
Vérin de desserrage de l'électrode
Bras de l'électrode
Mât
Moto-réducteur
de régulation
Plate-forme
basculante
Bec de coulée
Cuve du four

17/09/2008
Madame, Monsieur
Dossier délivré pour
17/09/2008
Madame, Monsieur
Dossier délivré pour
FOURS À ARC _________________________________________________________________________________________________________________________
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
D 5 920 − 4© Techniques de l’Ingénieur, traité Génie électrique
■La cuve du four à arc
La cuve en tôle d’acier renforcée par des nervures est revêtue
intérieurement d’un garnissage réfractaire. Cette cuve est compo-
sée de deux parties : le fond ou « sole » et la virole. Sur de nom-
breux fours, cette virole est amovible et il existe une virole de
rechange. De cette manière, on gagne un temps précieux, le four
pouvant continuer à être utilisé pendant la réfection du garnissage
réfractaire.
La technique de garnissage a connu une évolution importante
vers les années 1975 par l’apparition de viroles composées de pan-
neaux refroidis par circulation d’eau (
water-jackets
) en lieu et place
de la tôle revêtue de réfractaire.
Deux ouvertures sont prévues dans la cuve pour la porte de
décrassage et le bec de coulée.
■Le berceau de basculement
Le four à arc possède deux positions de basculement :
— en avant, pour la coulée, avec un angle suffisant pour que le
four se vide bien ;
— en arrière, pour le décrassage.
Le basculement est assuré par des vérins hydrauliques, dont la
course limite celui-ci. D’autre part, la disposition du centre de gra-
vité et du centre de basculement est telle que le four a toujours ten-
dance à revenir dans sa position normale de travail, de manière à
limiter le risque d’accident en cas de défaillance du système de
commande.
■La voûte
La voûte, ou couvercle du four, est réalisée en briques réfractaires
maintenues par un anneau de voûte. Elle est percée de trois trous
destinés au passage des électrodes ; un quatrième trou sert à l’aspi-
ration des fumées qui sont filtrées avant d’être rejetées dans
l’atmosphère.
Comme pour la virole, la voûte peut aussi être formée d’éléments
à circulation d’eau. Dans ce cas, seule la partie centrale autour des
électrodes reste constituée de réfractaires.
2.2 Principe de fonctionnement
Les propriétés de l’arc électrique sont traitées dans l’article
Arc
électrique
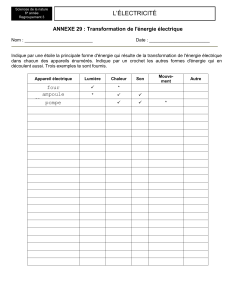
[15]. Retenons simplement que, contrairement à ce qui se
passe pour une résistance linéaire, l’arc électrique a une caractéris-
tique non linéaire avec une résistance dynamique (figure 4).
■Pour les fours à courant alternatif, le fonctionnement de l’arc
est plus ou moins stable et cela pour différentes raisons.
●D’une part, la nature alternative de l’alimentation électrique
génère des phénomènes d’extinction et de réallumage successifs à
chaque passage par zéro de l’alternance de courant. Cet aspect est
caractérisé par un comportement dissymétrique des arcs selon que,
suivant les alternances du courant, les électrons sont émis par
l’électrode de graphite ou par les ferrailles. Ce réamorçage de l’arc
est très perturbé lors des débuts de fusion sur des ferrailles froides,
car celles-ci sont alors peu favorables à l’émission électronique.
●D’autre part, la charge métallique perturbe le fonctionnement
de l’arc par ses mouvements, par son hétérogénéité physique, par la
présence d’éléments non métalliques. Cela se traduit par des varia-
tions d’intensité de courant dans l’arc pouvant aller jusqu’à des
courts-circuits ou des interruptions de fonctionnement. Ces effets
sont très marqués en début de fusion, puis leur importance décroît
au fur et à mesure de l’avancement de la fusion.
●Enfin, le fonctionnement de l’arc est également perturbé par les
vibrations des potences porte-électrodes excitées par des effets
électromagnétiques, phénomènes d’autant plus marqués que
l’amplitude des courants qui parcourent les électrodes est forte.
■La puissance des fours à arc à courant alternatif est régulée par
variation de la longueur des arcs en agissant sur la hauteur des élec-
trodes et sur leur tension d’alimentation. Cette régulation est relati-
vement lente, car elle dépend, d’une part, de la vitesse de montée et
de descente des vérins du porte-électrodes et, d’autre part, de la
vitesse de variation du changeur de prises du transformateur de
four.
■En comparaison avec le four à courant continu, le four à courant
alternatif présente deux avantages :
— ne nécessitant aucun composant d’électronique de puissance,
l’alimentation électrique est constituée de composants électrotech-
niques classiques et présente un moindre coût ;
— aucune électrode de sole, placée au fond de cuve au travers de
la sole réfractaire, n’est nécessaire pour le retour du courant.
2.3 Description de la partie électrique
Étant donné les puissances mises en jeu, les fours à arc de sidé-
rurgie sont toujours raccordés au réseau au niveau haute tension
(110 kV, 225 kV et quelquefois 400 kV).
L’architecture d’alimentation électrique la plus couramment
répandue comporte (figure 5) :
— un transformateur abaisseur permettant de passer de la haute
tension à une moyenne tension intermédiaire ;
— un disjoncteur de protection et un disjoncteur de manœuvre ;
— un transformateur de four réglable en charge, permettant de
passer de la tension intermédiaire à des basses tensions au niveau
du four ;
— un ensemble de câbles souples et un porte-électrodes ;
— un système de compensation d’énergie réactive comprenant
un filtrage antiharmonique ; la compensation d’énergie réactive
peut être obtenue soit par des batteries de condensateurs, soit par
un dispositif plus élaboré de compensation statique (cf. § 2.3.5).
2.3.1 Transformateurs
L’alimentation électrique d’un four à arc comprend un transforma-
teur abaisseur de tension et un transformateur de four.
2.3.1.1 Le transformateur abaisseur
Dans certains pays, le transformateur abaisseur est un transfor-
mateur de distribution de série mais suffisamment surdimensionné
en puissance. D’autres préfèrent utiliser des transformateurs spé-
ciaux renforcés et de puissance sensiblement voisine des besoins
de l’aciérie.
Figure 4 – Exemple de caractéristique d’un arc alimenté
en courant alternatif
50–50
500
–500
Courant d'arc (kA)
Tension d'arc (V)

17/09/2008
Madame, Monsieur
Dossier délivré pour
17/09/2008
Madame, Monsieur
Dossier délivré pour
_________________________________________________________________________________________________________________________ FOURS À ARC
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
© Techniques de l’Ingénieur, traité Génie électrique D 5 920 − 5
En fait, la charge de ce transformateur est assez différente de celle
d’un transformateur de distribution. En effet, les efforts électrodyna-
miques sur les conducteurs dus aux courants d’enclenchement du
transformateur et à la charge fluctuante du four sont très impor-
tants. C’est donc cette résistance aux efforts électrodynamiques qui
guidera le choix technico-économique entre les différentes solu-
tions.
2.3.1.2 Le transformateur de four
Le transformateur de four est, pour sa part, assez différent d’un
transformateur de distribution et beaucoup plus délicat. En effet :
— son rapport de transformation (rapport du nombre de spires
du primaire au nombre de spires du secondaire) est très élevé puis-
que les tensions secondaires sont de l’ordre de quelques centaines
de volts, les tensions primaires étant de l’ordre de 10 à 70 kV ; le rap-
port est donc nettement plus élevé (couramment 10 fois plus) que
celui des transformateurs classiques ;
— il est à prises multiples pour permettre au conducteur de four
d’ajuster la tension secondaire en fonction des phases de fusion ;
— il est soumis à des efforts électrodynamiques importants dus
aux fortes variations d’intensité du courant, d’où un certain avan-
tage pour le transformateur de type cuirassé, au moins pour les
puissances importantes ;
— sa réactance est en général faible, de l’ordre de 4 à 5 % pour les
puissances élevées, afin de maintenir dans des limites raisonnables
la réactance totale de l’alimentation.
Deux types de transformateurs sont utilisés en aciérie : le trans-
formateur colonne et le transformateur cuirassé. Le réglage de la
tension peut être effectué par variation du nombre de spires au pri-
maire, à l’aide d’un autotransformateur de réglage ou d’un booster.
En règle générale, on utilise un transformateur de type intérieur à
bain d’huile et circulation forcée avec réfrigérant extérieur au trans-
formateur.
Les fours des aciéries les plus performantes dont la capacité de
production annuelle dépasse le million de tonnes ont des puissan-
ces spécifiques d’au moins 1 000 kVA par tonne avec une tension
secondaire maximale qui peut dépasser 1 000 V entre phases. Cette
marche à tension secondaire plus élevée et en arc long peut
d’ailleurs obliger à ajouter au transformateur une réactance addi-
tionnelle pour maintenir la stabilité de l’arc.
Si l’on tient compte de l’accélération des cadences de production,
on conçoit que le transformateur soit soumis aujourd’hui à des
contraintes plus importantes.
2.3.2 Réactances
2.3.2.1 Les réactances linéaires
Dans un four à courant alternatif, à chaque demi-période, le cou-
rant passe par zéro. L’arc s’éteint, et le canal ionisé est rompu. Une
certaine tension, appelée tension d’amorçage, est nécessaire pour
rétablir l’arc. Alors, plus le facteur de puissance est faible, c’est-à-
dire plus le déphasage entre la tension et le courant est important,
plus la tension disponible pour réamorcer l’arc est élevée lorsque le
courant passe par zéro. L’instabilité de l’arc peut ainsi être réduite.
Pour maintenir le facteur de puissance à un niveau suffisamment
faible pour que l’arc soit stable, on place en série avec le transforma-
teur du four une réactance linéaire (figure 6
a
).
■L’insertion d’une réactance dans l’alimentation peut avoir plu-
sieurs effets bénéfiques [1]. Elle permet de réduire les courants de
court-circuit ainsi que les efforts électrodynamiques. La réduction
de ces efforts électrodynamiques a pour conséquence de réduire les
vibrations et les casses d’électrodes et de ralentir le vieillissement et
l’usure des différents composants de l’alimentation. Par son action
de lissage des courants d’arc, elle peut également contribuer à une
meilleure stabilité des arcs électriques, ce qui permet alors d’utiliser
des plots de tension supérieure au niveau du transformateur de
four. L’arc étant plus stable, les électrodes sont aussi plus éloignées
de la ferraille puisqu’on peut se permettre des longueurs d’arc plus
importantes.
En contrepartie, en régime transitoire rapide, cette réactance
a pour effet de générer des tensions avec des fronts beaucoup plus
raides et des surtensions d’amplitudes plus élevées. Ces phénomè-
nes peuvent alors augmenter les contraintes électriques auxquelles
sont soumis les différents composants de l’alimentation. Par consé-
quent, lors de la conception ou de la rénovation du réseau d’alimen-
tation, il faut en tenir compte et réajuster les systèmes de protection
de l’alimentation.
Des réactances linéaires sont actuellement en service sur de nom-
breux sites où elles donnent entière satisfaction, aussi bien du point
de vue de la réduction du taux de flicker que de l’accroissement du
rendement.
■D’une manière générale, il est très difficile d’établir des règles de
dimensionnement de cette réactance. En fait, le dimensionnement
d’une réactance série ne peut se faire qu’au cas par cas en fonction
des caractéristiques de l’alimentation et des conditions d’exploita-
tion du four. Pour certaines aciéries, cette réactance est choisie pour
résoudre des problèmes électrotechniques (casses d’électrodes trop
fréquentes, vibrations excessives du porte-électrodes...). Pour
d’autres aciéries, elle est choisie pour augmenter la productivité du
four en diminuant, par exemple, les temps de fusion.
2.3.2.2 Les réactances saturables
Les commutateurs de prises des transformateurs nécessitant un
entretien important et coûteux, une solution technique proposée
par des constructeurs et quelquefois mise en pratique sur des fours
à arc consiste à insérer, directement en amont du transformateur de
Figure 5 – Schéma électrique d’un four à arc à courant alternatif
Four poche
Réseau haute tension
Transformateur
abaisseur
Disjoncteur
de manœuvre
et protection
Disjoncteur
de manœuvre
et protection
Disjoncteur
de protection
Disjoncteur
de manœuvre
Transformateur
de four Transformateur
de four
Compensation de
l'énergie réactive
Four de fusion
L’ingénierie, en charge de la conception d’une alimentation de
four, doit donc :
— d’une part, imposer au constructeur des spécifications plus
sévères que celles adoptées pour les transformateurs de distri-
bution (classe d’isolation supérieure, température d’échauffe-
ment au courant nominal plus faible) et examiner avec lui des
dispositifs de calage des enroulements, leur permettant de
résister aux vibrations provoquées par les fluctuations d’arc ;
— d’autre part, étudier soigneusement avec l’installateur des
dispositifs de protection contre les surtensions et phénomènes
de résonance éventuelle.
 6
7
8
9
10
11
12
13
14
15
16
17
18
6
7
8
9
10
11
12
13
14
15
16
17
18
1
/
18
100%