DOSSIER lectrodéposition des métaux Mots

DOSSIER
lectrodéposition des métaux
Mots-clé :
Métaux lourds,
Electrolyse,
Environnement.
par Olivier LECLERC,
EDF, Direction des Etudes et Recherches
Les contraintes d'environnement en
matière de rejets industriels contenant
des métaux lourds sont de plus en plus
sévères. Parmi les procédés proposés
pour l'épuration de ces rejets, la
méthode de l'électrolyse paraît
particulièrement intéressante.
INTRODUCTION
L'expansion industrielle et l'importance sans cesse
accrue de polluants peut entraîner des risques non négli-
geables pour notre environnement. Parmi ces polluants, les
rejets industriels contenant des métaux lourds représentent
une part considérable des nuisances industrielles. De ce
fait, les contraintes en matière d'environnement vis-à-vis
de ces polluants sont de plus en plus sévères. S'il existe de
nombreux procédés proposés pour épurer de telles solu-
tions, il convient d'essayer de mettre en oeuvre des moyens
modernes permettant de revaloriser les métaux présents
dans les effluents et d'éliminer, voire même supprimer, la
production de boues hydroxydes en fin de traitement.
Parmi les procédés proposés, l'électrolyse occupe une
place de choix en proposant des unités de dépollution com-
pactes, économiques et efficaces.
L'ÉVOLUTION DE LA RÉGLEMENTATION
En France, un large débat entre le ministère de
l'Environnement et les industriels, notamment ceux du trai-
tement de surface (responsables d'environ 30 % de la pol-
lution industrielle des eaux), a conduit à la mise au point en
1985 d'une réglementation sur les rejets industriels
liquides. Comparativement aux anciennes normes datant de
1972 et 1983, ce nouvel arrêté a fortement renforcé les
contraintes réglementaires. De plus, une nouvelle concerta-
tion est actuellement engagée afin de modifier la réglemen-
tation à l'horizon de l'an 2000. On constate en lisant le
tableau 1 (page 30) que les normes se durcissent au fur et à
mesure des années pour atteindre dans le cas des nouvelles
installations des valeurs extrêmement basses. De plus, elles
Pour atteindre les normes actuelles concernant les
rejets de métaux, de nombreuses techniques sont
disponibles, traditionnelles (précipitation puis
sédimentation ou filtration, résines échangeuses
d'ions, cémentation, concentration), ou issues de
l'électrochimie (électrolyse, électroflottation,
électroélectrodialyse, électro-osmose, action
d'agents oxydants).
Les méthodes traditionnelles présentent toutes des
inconvénients : nécessité de mise en décharge de
déchets devenus solides, nécessité de régénérer la
résine dans le cas de résines échangeuses d'ions,
impossibilité d'atteindre la norme des rejets avec
la cémentation.
L'électrodéposition est particulièrement bien
adaptée au traitement des métaux lourds ou des
métaux précieux, le métal étant déposé à la
cathode. Ce procédé est applicable dans
l'industrie du traitement de surface, la chimie.
sont assorties de contraintes en termes de flux polluant, de
consommation d'eau et de mélange de métaux dans les
effluents. Par exemple, dans le cas des nouvelles installa-
tions, il est prévu de fixer la valeur limite de rejet pour la
somme des métaux, eux-mêmes affectés de valeurs limites
individuelles, à 6 mg/1 contre 15 mg/t selon l'arrêté de
1985.
Pour espérer atteindre de telles normes, de nombreuses
techniques peuvent être mises en oeuvre. Parmi celles-ci,
on peut citer les techniques traditionnelles ou ne faisant pas
appel aux phénomènes électrolytiques :
- la méthode de précipitation puis de sédimentation ou de
filtration des boues formées,
- les résines échangeuses d'ions,
- la cémentation,
- les techniques de reconcentration.
A ces techniques, s'ajoutent les méthodes issues de
l'électrochimie. Celles-ci peuvent faire directement appel à
un processus de dépollution électrochimique ou encore
générer in situ par voie électrochimique des agents dépol-
luants. Ces méthodes sont :
- l'électrolyse,
REE

L'ÉLECTRICITÉ AU SERVICE D'UNE INDUSTRIE PROPRE
2. Valorisation des rejets et des déchets
- l'électroflottation,
- l'électro-électrodialyse,
- l'électro-osmose,
- l'action d'agents oxydants générés électrochimique-
ment comme le chlore ou l'ozone.
Dans la suite de cet article seront présentées les applica-
tions de l'électrolyse dans le traitement d'effluents indus-
triels chargés en métaux.
LES TECHNIQUES
NON ÉLECTROLYTIQUES
La technique de précipitation-fiftration
Si le traitement des effluents par précipitation des
hydroxydes est encore fréquemment utilisé, les inconvé-
nients liés à l'usage de cette technique sont nombreux. En
effet, les opérations de filtration (ou de centrifugation) sont
longues et, en raison de l'existence de réactions concur-
rentes (coprécipitation) ou de phénomènes d'adsorption,
les séparations effectuées ne sont qu'imparfaites. De plus,
un problème majeur réside dans le fait que les boues chi-
miques solides formées peuvent trouver une voie de retour
dans les circuits d'eau locaux, entraînant de ce fait
d'importants risques de dispersion de déchets chimiques,
notamment dans les réserves souterraines. Il est à noter que
l'usage exclusif de cette méthode ne permet pas nécessaire-
ment un traitement des effluents industriels conforme aux
normes de rejets actuellement en vigueur, a fortiori lorsque
le métal à récupérer est présent dans l'effluent sous une
forme complexée (ce qui est généralement le cas pour des
rinçages issus de bains chimiques dans le secteur du traite-
ment de surface). Enfin, l'épuration d'un effluent par une
technique de précipitation conduit, non pas à une diminu-
tion effective de la pollution, mais au transfert d'une pollu-
tion liquide vers une pollution solide.
L'évolution des contraintes réglementaires relatives au
stockage en décharges classées va vraisemblablement
poser à terme un problème économique. En effet, en 1989,
le coût moyen de mise en décharge était de 400 F/t en
France, de 1 500 F/t en Allemagne et de 4 000 F/t en
Suisse. Il deviendra donc rapidement impensable de stoc-
ker dans des décharges classées des boues composées
d'hydroxydes de métaux lourds (boues qui n'ont que rare-
ment un taux d'humidité supérieur à 40 %) si on peut aisé-
ment récupérer et recycler les métaux lors du traitement
des effluents.
Les résines échangeuses d'ions
Cette technique repose sur des phénomènes d'adsorption
spécifiques de l'élément à extraire sur des résines synthé-
tiques.
Les résines échangeuses d'ions sont généralement
constituées par un réseau macromoléculaire sur lequel sont
greffés des radicaux ionisables (NOH, C02H, S03H,
S03M...).
Les principales caractéristiques de cette technique sont
les suivantes :
- possibilité de traiter des concentrations d'entrée nette-
ment inférieures au mg/1,
- possibilité de traiter des effluents ayant une faible
conductivité,
Tableaas 1 - Evolution de la réglementation
Normes de rejet Normes de rejet A l'étude pour A l'étude pour
(mg/1) 1972 1985 les installations les nouvelles
existantes installations
Aluminium 5,0 5,0 5,0 (AI + Fe)
Argent 0,5 0'l
Cadmium 3,0 0,2 0,2 0,2
Chrome hexavalent 0,1 0,1 0'l 0,1
Chrome total - 3,0 3,0 0,5
Cuivre 2,0 2,0 0,5
Etain - 2,0 2,0 2,0
Fer - 5,0 5,0 5,0 (AI Fe)
Nickel - 5,0 5,0 0,5
Plomb - 1,0 l'O 0,5
Zinc - 5,0 5,0 0,5
Cyanures 0,1 ou 1 0,1 0'l 0'l
Fluorures 15,0 15,0 15,0 15,0
Phosphore - 10'0 10,0 10,0
DCO - 150 150 150
MES 30 30 30 30
pH 5 à 9 6,5 à 9 6,5 à 9 6,5 à 9
REE
N'3 1995

l'ÉLECTRICITÉ AU SERVICE D'UNE INDUSTRIE PROPRE
2. Valorisation des rejets et des déchets
effectuer une oxydation) au moyen de conducteurs électro-
niques (généralement des métaux) plongeant dans la solu-
tion.
Les électrons sont échangés entre le métal et les espèces
en solution (ou encore avec le solvant). Il s'agit de réac-
tions électrochimiques, la transformation de l'espèce étant
appelée électrolyse. L'électrolyse est obligatoirement réali-
sée entre deux électrodes qui échangent le même nombre
d'électrons. L'électrode où s'effectue l'oxydation est appe-
lée l'anode et celle où il y a réduction est appelée cathode.
Les corps pouvant faire l'objet d'une transformation
découlant d'une réaction électrochimique sont dits électro-
actifs.
Il est possible que le matériau constitutif de l'électrode
participe à la transformation chimique en même temps
qu'il échange des électrons. On a dans ce cas une électrode
attaquable. Ce phénomène est bien connu dans l'industrie
des traitements de surface où de telles électrodes sont utili-
sées pour faire de l'électro-affinage ou encore reconcentrer
en continu les bains d'électrolyse (utilisation d'anodes
solubles).
Les électrodes inattaquables ne servent que de support
pour les électrons. Les électrodes en or, en platine, en tita-
ne platiné ou encore en titane ruthénié ou iridié sont en
règle générale des électrodes inattaquables.
Toute espèce électro-active fait partie d'un couple oxy-
doréducteur. Ce couple est caractérisé par une grandeur
constante, le potentiel normal, qui est noté généralement
E. La valeur de Eo est exprimée en volts par rapport au
potentiel normal de l'hydrogène, potentiel choisi conven-
E
4.
2V
Ce4+ 1 Ce3+
OX3
OX2
Oxj
(EO) 3
Red3
(Eo) 2
Red2
Redj
a
Q.
'E.
C12
Br2
Fe3+
(Eo) J H+
V3+
cr3+
Echelle de potentiel
ci «
Br "
IV
Fe2+
CU2+1 C'.
o H2
V
Cr2+
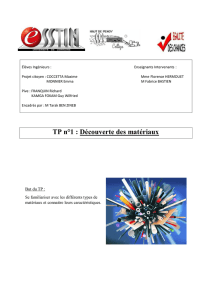
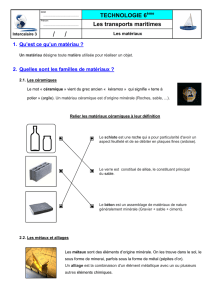
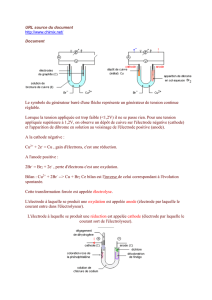
2. Valeurs de potentiels pour quelques couples
d'oxydoréducteurs courants.
tionnellement comme étant égal à 0 volt. La figure 2 donne
différentes valeurs de potentiels stantards pour quelques
couples couramment rencontrés. Les oxydants sont situés à
gauche de l'échelle, les réducteurs à droite. On constate en
regardant cette figure qu'il est indispensable de prendre en
compte les limitations dues au solvant (en général l'eau
pour ce qui est du domaine des effluents), celui-ci pouvant
soit céder, soit fixer des électrons selon les réactions :
Réduction de l'eau :
2 H,O + 2 e- ---> H2 + 2 OH-
Oxydation de l'eau :
2 H20 + 4 e- -> 02 + 4 Hl
Il en résulte que les oxydants et les réducteurs très forts
ne peuvent exister dans l'eau en raison d'une réaction ins-
tantanée. Par exemple, le fluor n'existe pas en solution
aqueuse, il est réduit par l'eau pour former des fluorures :
2F2+ 2 H,o - > 4 F-+ 0 2+ 4 H+
De même, le sodium à l'état métallique n'existe pas ; il
réagit en réduisant l'eau pour former de l'hydrogène. Il
n'est donc pas possible de récupérer, par électrolyse, du
sodium métallique à partir d'une solution aqueuse de chlo-
rure de sodium.
En effet, le couple Na/Na'étant plus réducteur que le
couple H20/H2 il se produit spontanément une oxydation
du sodium et une réduction de l'eau selon la réaction :
2 Na + HI) O ---> H2 + 2 Na+ + 2 OH-
De même, il n'est pas possible, par exemple, d'électrodé-
poser de l'aluminium en phase aqueuse en raison des limi-
tations dues au solvant. La réaction cathodique sera celle
de la réduction de l'eau en hydrogène. Le domaine de
potentiel pouvant être utilisé dans un solvant est limité par
les propriétés oxydoréductrices de ce dernier (dans le cas
de l'eau 1,23 V). Toutefois, il convient de prendre en
compte la cinétique de ces réactions. En effet, les échanges
d'électrons avec l'eau sont souvent extrêmement lents.
Pour les raisons évoquées précédemment, l'utilisation
d'une tension trop forte dans un électrolyseur se traduira
par la réaction du solvant aux deux électrodes, et la produc-
tion par exemple d'hydrogène et d'oxygène (ou de chlore)
induisant non seulement un mauvais rendement électrique
(la majeure partie des électrons ne sera pas utilisée pour la
réaction souhaitée, par exemple la réduction de l'ion métal-
lique en solution), mais également un risque chimique lié à
la production d'un mélange hydrogène/oxygène.
c
L'état chimique de l'espèce à électrolyser est donc fon-
damental puisque celle-ci doit nécessairement être élec-
troactive dans le milieu considéré. Pour les effluents issus
du traitement de surface, deux cas sont possibles.
Dans le premier cas, il s'agit d'effluents issus de bains
chimiques, bains où les métaux sont généralement présents
sous une forme complexée non électroactive. Un traitement
chimique préalable à t'étectrodéposition est donc indispen-
REE
N'- 1995

Electrodéposition des métaux
sable. Pour ce faire, différents paramètres peuvent être
modifiés. On peut intervenir sur le pH de la solution, modi-
fier la température d'électrolyse, etc.
Dans un autre cas, on est en présence d'effluents prove-
nant de traitements électrolytiques. Dans ce cas, l'électro-
déposition peut être envisagée de manière directe puisque
l'élément est sous une forme électroactive. Il est néan-
moins indispensable que la conductivité de l'effluent soit
suffisante.
Dans une cellule d'électrolyse, en l'absence de courant
ou de potentiel imposé, il s'établit un équilibre au cours
duquel l'échange :
Oxydant + n.e- ---> Réducteur
se fait à la même vitesse que la réaction :
Réducteur - n.e- ---> Oxydant
L'électrode prend alors ce que l'on appelle le potentiel
d'équilibre (E). Si un potentiel (Ej), différent du poten-
tiel d'équilibre est imposé à l'électrode, une évolution se
produit au voisinage de l'électrode, évolution se traduisant
par des réactions électrochimiques. Les réactions se pour-
suivent jusqu'à ce que le potentiel d'oxydoréduction soit
égal au potentiel imposé.
Fonctionnement d'une installation d'électrolyse
Pour régler le point de fonctionnement d'une cellule, on
utilise une alimentation stabilisée délivrant une intensité et
une tension continues. A partir de ce moment deux
méthodes existent :
- le pilotage à intensité contrôlée,
- le pilotage à tension contrôlée.
Pilotage à intensité contrôlée
Dans ce cas, il est nécessaire de choisir convenablement
la densité de courant à appliquer. Si elle est trop importan-
te, on risque d'avoir un mauvais rendement énergétique en
raison d'une éventuelle réaction compétitive du solvant ou
d'une autre espèce électroactive (l'intensité choisie est
alors supérieure à l'intensité limite de diffusion de l'ion à
électrolyser). De plus, dans ce cas, le risque d'avoir une
réaction incomplète est important. Par exemple dans le cas
de l'électrodéposition d'un effluent chargé en cuivre en
milieu acide, on risque, à la cathode, d'avoir compétition
entre les deux réactions suivantes, si la densité de courant
choisie est trop forte :
et CU2+ + 2 e- ---> cuo
2 H+ + 2 e- ---> H,
la réaction conjuguée à l'anode pouvant être :
2 H20 ---> 02 + 4 H+ + 4 e-
Si la densité de courant choisie est trop faible, la réaction
est totale mais le rendement épuratoire est faible.
Pilotage à tension contrôlée
Dans ce cas, il est indispensable que le palier de potentiel
soit suffisamment important pour éviter que la dérive de
potentiel liée à la disparition de l'espèce électroactive
n'influe sur la réaction se produisant à l'électrode. En effet,
la différence de potentiel maintenue dans la réaction ne
représente pas seulement la tension d'électrolyse mais
englobe également la chute ohmique dans la cellule. On a
de ce fait :
anode cathode
(RI représente la chute ohmique dans la cellule)
Ce mode de pilotage ne sera donc pas utilisable en
dehors du cas du traitement d'un effluent possédant une
bonne conductivité.
De cette façon, le terme R 111 pourra être négligé.
La réalisation de potentiostats utilisables industrielle-
ment permettrait de travailler selon le montage classique
dit à « trois électrodes », montage où le potentiel de l'élec-
trode de travail est maintenu constant. Un tel matériel n'est
pas actuellement commercialisé au stade industriel car il
est très difficile, voire impossible, de contrôler le potentiel
d'une électrode de grande surface.
Le matériel proposé
Il y a encore quelques années, la majorité des réacteurs
électrochimiques utilisaient des électrodes se présentant
sous la forme de plaques pleines. Le développement du
génie électrochimique a contribué à l'apparition de sys-
tèmes utilisant des cathodes volumiques spécialement des-
tinées à la récupération de composés présents en faible
concentration dans l'électrolyte.
L'intérêt de telles cathodes est de pouvoir proposer de
grandes surfaces d'électrode par unité de volume ainsi que
des vitesses de transfert de matière élevées. Les anodes uti-
lisées dans ces réacteurs sont généralement en titane ruthé-
nié ou iridié. Ces électrodes inattaquables sont insensibles
à la formation d'une espèce oxydante à la surface (oxygè-
ne, chlore). Elles ont été conçues à l'origine pour l'indus-
trie du chlore et de la soude.
Certaines cellules utilisent des anodes en graphite mais,
dans ce cas, contrairement aux anodes en titane protégé par
un oxyde métallique, un changement régulier des élec-
trodes est à prendre en compte en raison de leur consom-
mation au cours de l'électrolyse.
Citons de façon non exhaustive quelques réacteurs basés
sur le principe des cathodes volumiques :
- la cellule RETEC (ELTECH) commercialisée par la
société Matériel Perrier qui utilise des cathodes en mousse
de nickel,
- la cellule F'CALYSE commercialisée par Aquitaine
Electronique qui met en oeuvre un feutre de carbone,
- le procédé DOMINOR (CLAL) destiné à la récupéra-
tion des métaux précieux,
REE
N 3
Sel3te.,b,e 1995

L'ÉLECTRICITÉ AU SERVICE D'UNE INDUSTRIE PROPRE
2. Valorisation des rejets et des déchets
- l'électrolyseur TURBOCELL commercialisé par la
société Tribotechnic,
- le réacteur de type E3P (Electrode Poreuse Percolée
Pulsée), développé par l'ENSIGC de Toulouse et commer-
cialisé par la société Martineau,
- le procédé PRIAM développé par EDF et commercia-
lisé par la société Champoiseau.
Applications et implantation d'une unité
d'électrodéposition destinée à l'épuration
des effluents dans l'industrie des traitements
de surface
L'électrodéposition est une technique particulièrement
bien adaptée au traitement d'effluents chargés en métaux
lourds (Cd, Cr, Pb, Zn, Ni, Cu, Hg...) ou en métaux pré-
cieux (Au, Ag, Pd). Le métal, déposé à la cathode, peut en
effet être aisément récupéré, purifié et recyclé dans le pro-
cédé.
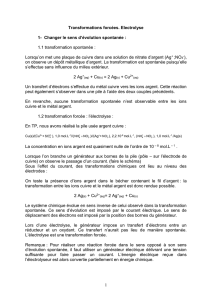
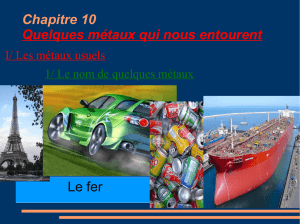
Différentes applications sont envisageables dans le
domaine du traitement de surface. Citons, entre autres, la
récupération des métaux dans les rinçages statiques. Une
cellule placée dans le circuit du rinçage « mort » va aug-
menter sa longévité de manière conséquente (cf. fig. 3). Il
est également à considérer que l'efficacité du rinçage traité
est plus élevée et que la pollution créée par l'entraînement
de bain pollué via les pièces rincées est plus faible, d'où
diminution de la teneur en métaux lourds en sortie d'usine
(cf. fig. 4). De plus, une économie d'eau conséquente peut
être ainsi réalisée. Toutefois, les composés non électroac-
tifs ne seront pas éliminés et, par conséquent, il n'est pas
possible de recycler à l'infini le rinçage épuré. Cette appli-
cation est d'ores et déjà réalisée industriellement.
Autre application, une unité d'électrodéposition, placée
en amont d'une installation de dépollution par résines
échangeuses d'ions, permet de réduire notablement le coût
de fonctionnement (accroissement de la longévité de l'ins-
tallation entraînant une diminution du poste régénération)
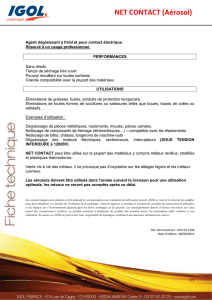
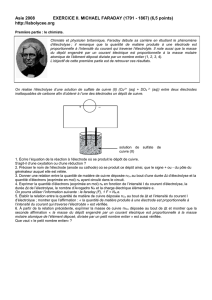
Evolution de la concentration métallique dans un rinçage mort
traité en continu par électrolyseur Priam
, [Zn] (mgn)
1400' »'-'
1200 - ---------------------------------- -- 1
1000 --------------------------------------
m --- ------------------------ - - - -- - -- - 1
6m --- --- ---- -- ------------------------
400 -1 --------------------------------400 \.
-----------------------------
. n-
o 6 8
Temps (Heures)
- BAIN de Zn ECLAL ENTRAINEMENT 1 - ENTRAINEMENT 2
''ENTRAINEMENT3) (ENTRAINEMENT4
4. Dans la récupération du zinc, l'évolution de la
concentration métallique dans un rinçage mort traité en
continu par électrolyseur PRIAM montre l'efficacité du
rinçage traité.
des systèmes échangeurs. Lors de la régénération de la
résine, l'éluat pourra être réintroduit progressivement dans
le rinçage statique pour récupérer le métal préalablement
séquestré (cf. fig. 5).
Dans ce cas, il est possible d'envisager le « zéro rejet »
souhaité par de nombreuses agences de bassin. Ce procédé,
qui peut être installé rapidement (le matériel est commer-
cialisé), doit, avant toute mise en oeuvre, faire l'objet d'une
étude économique montrant la viabilité de l'installation :
- le traitement d'une solution contenant un métal com-
plexé par du cyanure peut être totalement réalisé par élec-
trolyse. En effet, la réaction cathodique consistera en un
dépôt métallique alors qu'à l'anode le cyanure sera oxydé
en cyanate non toxique,
- la régénération du chrome III en chrome VI peut être
effectuée en continu dans un bain sulfochromique
ENTRAINEMENT 1 ENTRAiNEPiET 2 EP4TRAI4UAENT
FEJET
A LA
NORh7E
RINÇAGE MORT RINÇAGES COURANTS
N
ELECTROLYSEUR
ISOLUBLES PR JAl 20 OU 80
'U "
METAL RÉACTEUR DE
REGE'NE 1.11, 11.11,
/VALOmSABLE DES CATHODES
SOLUBLES
PRIAM 20 OU 80
FIFII-1-1 E OU 1,1 lLJ
ENTRAINEMENT 1 ENTRAI PQEIEIIT 2
RINÇAGE MOR RINÇAGES COURANTS
RECYCLAGE
IEIII>DIQU14
... pECYCLAGE......O
ANODES PERIODIQUE
DES ELUATS I ELECTROLYSEUR REJET
DE REGENERATION Al 20 ou 80 METAL'
DES R,E.1.
METAL REtCTEMDE
PUR
M.S
VALORISA E E
RREVENT TAL
REVENTE DU METAL
3. Dans le procédé PRIAM d'électrodéposition pour la
récupération des métaux, une cellule placée dans le circuit du
rinçage « mort » augmente sa longévité.
5. Placée en amont d'une installation de dépollution par
résines échangeuses d'ions, une unité d'électrodéposition
permet de réduire le coût de fonctionnement.
REE
W3
Sel,teiil,,e 1995
 6
7
6
7
1
/
7
100%