Voir la pièce jointe 2003-21(cf)cc-fra

__________________________________________________________
i
LABORATOIRE DE LA TECHNOLOGIE DES MATÉRIAUX
RAPPORT MTL 2003-21(CF)
RAPPORT FINAL SUR LES TECHNIQUES DE RAFFINAGE DE L’ALUMINIUM
par
S. Bell,
*
B. Davis*, A. Javaid** et E. Essadiqi**
RÉSUMÉ
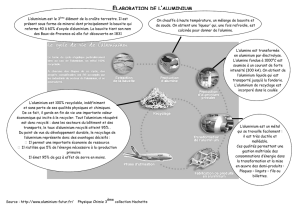
Il existe trois procédés servant à raffiner une fonte d’aluminium afin d’en éliminer diverses
impuretés et de permettre au métal en fusion de respecter les exigences actuelles des centres de
coulée. Il s’agit du fluxage, de la flottation et de la filtration, qui ont lieu dans le creuset de
prétraitement ou le four de coulée, le dégazeur et la cellule filtrante, respectivement.
On élimine les métaux alcalins de la fonte d’aluminium en fluxant celle-ci soit avec un sel
réactif, soit avec un gaz réactif. Ce sont les flux de sel de chlorure d’aluminium qui constituent le
réactif ayant servi le plus longtemps à éliminer les éléments alcalins et leur incorporation dans
une fonte d’aluminium s’est toujours faite à l’aide d’un puddler mécanique. Selon le procédé, il
était très important d’agiter la fonte, puisqu’il fallait qu’il y ait contact physique entre les
particules de sel et les éléments alcalins pour que les deux espèces réagissent et forment un
chlorure alcalin. Le puddlage était toutefois relativement inefficace et les pertes d’aluminium
étaient importantes à cause de l’accumulation massive d’écume à la surface de la fonte. Cela a
mené à apporter de nombreuses améliorations à la technique et au matériel utilisé dans le
raffinage à l’aide de flux solides. Dans le procédé de traitement de l’aluminium en creuset (TAC)
d’Alcan, un rotor de conception spéciale remplace le puddler mécanique et le sel de fluorure
d’aluminium est substitué au sel de chlorure d’aluminium. Il a été démontré que le composé
fluoré favorisait l’agglomération des impuretés oxydes, ce qui en facilite grandement
l’élimination. De nos jours, le procédé TAC est utilisé couramment comme première étape de la
purification des fontes d’aluminium à fortes concentrations d’impuretés et il est appliqué dans un
creuset de prétraitement. Son efficacité globale en matière d’élimination des impuretés alcalines
de la fonte d’aluminium n’est toutefois pas assez grande pour que le métal puisse respecter les
normes commerciales et il est essentiel de procéder à un fluxage supplémentaire à l’aide d’un
traitement gazeux.
Le chlore est la seule espèce gazeuse qu’on utilise comme flux pour éliminer les impuretés
alcalines; il réagit directement avec le métal alcalin pour former un chlorure alcalin. On l’utilise
*
Davis Laboratories, Kingston (Ontario).
**Laboratoire de la technologie des matériaux – CANMET, 568, rue Booth, Ottawa (Ontario).

ii
également dans les alliages contenant du magnésium, où il réagit avec ce métal pour former un
chlorure de magnésium, qui réagit alors avec le métal alcalin pour former un chlorure alcalin.
Dans les deux cas, le chlorure alcalin se sépare de la fonte en remontant à la surface, où il flotte.
Le chlore est ajouté à l’aluminium soit à l’état de gaz pur, soit mélangé à un gaz inerte tel que
l’argon ou l’azote, puisqu’il n’est pas nécessaire d’utiliser un gaz fait uniquement de chlore pour
obtenir un nettoyage efficace de la fonte. La lance et le système rotatif d’injection de gaz (SRIG)
sont les deux méthodes utilisées le plus souvent pour diffuser le gaz sous la surface de la fonte et
le disperser dans tout le creuset. Le fluxage à la lance est inefficace en comparaison avec le SRIG
parce que les bulles de gaz sont trop grosses et la population trop petite pour que la méthode soit
efficace. Sa capacité de brassage est elle aussi limitée et oblige à recourir à une méthode
supplémentaire de brassage de la fonte. Avec le SRIG, on n’utilise qu’une fraction du chlore
gazeux utilisé pour le fluxage à la lance, ce qui contribue à faire diminuer les émissions et la
nécessité d’utiliser des épurateurs alcalins. L’utilisation de chlore gazeux abaisse également la
concentration d’hydrogène et d’oxydes dans la fonte d’aluminium en flottant ces impuretés et en
les amenant à la surface du métal en fusion.
Comme la réglementation environnementale régissant l’utilisation du chlore gazeux est
maintenant plus stricte, certains centres de coulée d’aluminium sont en train d’évoluer vers la
mise en place d’un système rotatif d’injection de flux (SRIF) pour le fluxage de la fonte
d’aluminium. Le SRIF utilise un sel réactif, soit du chlorure de magnésium fondu, soit du
fluorure d’aluminium fondu, et un rotor conçu pour injecter le sel solide sous la surface de la
fonte tout en brassant le produit. Les forces de cisaillement produites par la giration rapide du
rotor font que les particules de sel sont immédiatement cisaillées, ce qui en réduit la grosseur et
en augmente la dispersion dans l’aluminium. En outre, le rotor brasse adéquatement tout le
volume d’aluminium et fait en sorte que toute la fonte est traitée. La méthode offre l’avantage de
ne produire pratiquement aucune émission de chlore gazeux ou de gaz chlorhydrique et son
efficacité en matière d’élimination des impuretés alcalines est égale ou supérieure à celle du
SRIG. Le fluorure d’aluminium collabore lui aussi à l’élimination des oxydes de la fonte
puisqu’il favorise le mouillage, l’agglomération et l’élimination de ces impuretés.
Le fluxage à la lance, par SRIG ou par SRIF a lieu dans un four de coulée et les trois méthodes
permettent de réduire de façon adéquate les concentrations de métaux alcalins dans les fontes
d’aluminium. Le SRIG et le SRIF sont les deux procédés les plus fréquemment utilisés dans les
centres de coulée d’aluminium parce qu’ils permettent d’obtenir un métal plus pur et de réduire
les émissions de chlore. On prévoit que, dans un proche avenir, tous les centres de coulée
adopteront le système rotatif d’injection de flux à mesure que les lois environnementales
deviendront plus sévères. Cependant, aucun de ces procédés de fluxage ne permet de respecter
les normes de propreté du métal désignées à la plupart des fins commerciales et certaines étapes
supplémentaires de traitement sont nécessaires.
Après avoir quitté le four de coulée, la fonte est transférée au dégazeur, où l’aluminium en fusion
est soumis à de multiples rotors d’injection de gaz semblables à ceux utilisés dans le SRIG. Le
procédé de dégazage vise à réduire par flottation le niveau d’hydrogène global dans la fonte
fondu et il est appliqué dans un récipient fermé. Le gaz utilisé consiste en du chlore mélangé avec
de l’azote ou de l’argon. La présence de chlore dans le gaz d’alimentation est très importante
puisqu’il est impossible d’obtenir un faible niveau d’hydrogène sans le produit et que celui-ci

__________________________________________________________
iii
déclenche l’élimination plus poussée des métaux alcalins. Les deux principaux défis auxquels
sont confrontés les ensembles de dégazage actuellement en usage sont leur dépendance du chlore
gazeux et les pertes élevées de fonte causées par la rétention de métal dans le récipient entre les
coulées ou les changements d’alliage. À l’heure actuelle, il n’existe aucun substitut pour le chlore
gazeux utilisé dans les pratiques de dégazage et, lorsqu’on utilise celui-ci dans les alliages
d’aluminium-magnésium, il se forme de petites gouttelettes de chlorure de magnésium qui
contaminent la fonte. La mise au point du dégazeur compact d’Alcan (DCA) a contribué à régler
le problème de l’importante rétention de métal dans les dégazeurs normaux en permettant
d’appliquer le procédé dans un système fermé de goulottes de coulée. La méthode s’adresse aux
centres où l’on coule divers alliages et produits puisque la quantité de métal retenue dans le DCA
est minime. La production d’impuretés de chlorure de magnésium, en même temps que la
présence de petites particules ou films d’oxyde, a entraîné des variations sporadiques du niveau
d’impuretés dans l’aluminium après le dégazage. Pour aider à prévenir ces impuretés, on utilise
la filtration comme dernière étape de traitement avant la coulée de l’aluminium.
Le filtre en mousse de céramique et le filtre à lit épais sont les deux filtres les plus souvent
utilisés dans le traitement des alliages d’aluminium. Le filtre en mousse de céramique utilise une
combinaison de filtration par sédimentation (de gâteau) et de filtration en profondeur pour retirer
les petites impuretés de la fonte. Ce type de filtre est à usage unique et on l’enlève après chaque
coulée. Cela en fait le filtre idéal pour les entreprises qui utilisent un certain nombre d’alliages
différents pour fabriquer des produits moulés. Tant les dimensions du filtre que le coût
d’investissement connexe sont faibles, ce qui en fait un filtre bien adapté aux opérations de
coulée de faible envergure. Par ailleurs, les petites dimensions du filtre entraînent effectivement
des inconvénients notables, notamment des vitesses élevées d’écoulement du métal, le peu de
profondeur de la filtration et de grands pores. Ces trois facteurs contribuent tous à réduire
l’efficacité du filtre. Les filtres à lit épais sont reconnus comme le moyen le plus efficace
d’éliminer ou de réduire les inclusions fines dans les fontes d’aluminium. Ce sont de très grands
filtres qui favorisent l’écoulement lent du métal en fusion et une bonne filtration en profondeur.
Cependant, leurs dimensions, la dépense connexe et leur utilisation avec un seul alliage en font
des filtres peu pratiques et peu économiques pour la plupart des petites fonderies.

iv
TABLE DES MATIÈRES
Page
RÉSUMÉ i
INTRODUCTION 1
ÉTAPES DU RAFFINAGE DE L’ALUMINIUM EN FUSION 2
FLUXAGE 2
À base de sel 3
Fluxage à la lance 3
Système rotatif d’injection de gaz 4
Système rotatif d’injection de flux 5
FLOTTATION 7
FILTRATION 10
Théorie de la filtration 10
CONCLUSIONS 13
BIBLIOGRAPHIE 14

__________________________________________________________
1
INTRODUCTION
Au cours des trois dernières décennies, les utilisations de l’aluminium ont augmenté de façon
remarquable à cause des progrès réalisés récemment dans le marché de l’automobile. En 1976,
l’automobile nord-américaine moyenne contenait grosso modo 40 kg d’aluminium, tandis que, de
nos jours, une automobile en contient près de 115 kg
1
. On prévoit que cette quantité continuera
de croître à mesure que les alliages d’aluminium corroyé seront de plus en plus acceptés comme
alternative aux panneaux de carrosserie en acier. Pour que les producteurs d’aluminium puissent
respecter les exigences de performance de produit de plus en plus grandes de l’industrie
automobile, il faut que le métal en fusion soit exempt de toute impureté, notamment de métaux
alcalins (sodium, calcium et lithium), d’inclusions non métalliques et d’hydrogène dissous. Ces
impuretés ont été une préoccupation majeure pour tous les centres de coulée d’aluminium au
cours des 20 dernières années et elles ont nécessité la mise au point de divers nouveaux
traitements de l’aluminium en fusion.
Le métal de première fusion et le métal de seconde fusion représentent les deux principales
sources de l’aluminium en fusion fourni aux centres de coulée pour traitement. Le métal en
fusion obtenu par électrolyse s’appelle l’aluminium de première fusion, tandis que l’aluminium
de seconde fusion provient d’une installation de recyclage ou de refonte. La différence
fondamentale entre ces deux types d’aluminium, c’est la concentration de chaque type d’impureté
présent dans la fonte durant les premières vérifications de la propreté du métal. L’aluminium de
première fusion contient un niveau plus élevé de sodium, de carbure d’aluminium et d’inclusions
non métalliques, lesquels sont associés aux importants ajouts d’agents d’alliage. L’aluminium
recyclé a tendance à présenter des niveaux plus élevés d’hydrogène, de calcium et de grosses
inclusions d’oxyde qui se forment durant l’exposition aux températures élevées utilisées pour la
fonte de l’aluminium de seconde fusion. On trouvera dans le tableau 1 le sommaire des niveaux
d’impuretés détectés dans l’aluminium, tant de première que de seconde fusion
2
.
Tableau 1. – Niveaux d’impuretés dans l’aluminium, tant de première que de seconde fusion.
Caractéristique Première fusion Seconde fusion
Composition > 99,7 % Allié ou proche des
spécifications de
composition
Hydrogène 0,1 à 0,3 ppm* 0,2 à 0,6 ppm
Métaux alcalins
Na
Ca
Li
30 à 150 ppm
2 à 5 ppm
0 à 20 ppm
< 10 ppm
5 à 40 ppm
< 1 ppm
Inclusions
(échelle PoDFA) > 1 mm
2
/kg
Al
4
C
3
0,5 < mm
2
/kg < 5
Al
2
O
3
, MgO, MgAl
2
O
4
Al
4
C
3
, TiB
2
* ppm – parties par million
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
1
/
20
100%