No.139F / 11-2015
Coupe douce, position axiale positive des plaquettes •
Largeur de coupe maximum 11.9 mm •
Fiabilité des process même dans les cavités profondes •
Forces de coupe principalement axiales, peu de défl exion radiale •
Plaquettes à 4 arêtes •
3 géométries de plaquettes avec 3 rayons •
Particulièrement bien adaptée aux groupes de matières P, K, M et S (alliages de titane) •
FRAISE A TREFLER QHU_
FRAISE A TREFLER DIA. 50 - 160 MM
NOUVEAU

2
FRAISE A TREFLER QHU_
Avantages
• Coupe douce, angle de coupe axial positif
• Largeur de coupe (ae) maximum de 11.9 mm (en fonction du rayon d'angle des plaquettes)
• Plaquettes à 4 arêtes
• 3 géométries de plaquettes avec 3 rayons
• Diamètre de fraise 50 à 160 mm (à partir du Ø 32 mm en semi standard avec attachement fileté)
• Pour l'usinage de matières des groupes P, K, M (aciers inoxydables) et, surtout, S (superalliages et alliages de
titane)
Plage d'applications
Caractéristiques techniques
Pour l'usinage de cavités profondes, la fiabilité du process est le principal critère
de sélection du système d'outillage. Dans cette optique, lorsque la profondeur de
coupe dépasse 3xD, le tréflage est une méthode qui offre une fiabilité incompara-
ble en raison des faibles forces de coupe radiales.
Dans le secteur de la mécanique générale comme dans celui des moules et ma-
trices, ce système et l'ancienne gamme de fraises à tréfler PunchIn sont bien im-
plantés.
La gamme GoldQuadPlunge QHU... nouvellement développée avec des géo-
métries de plaquettes adaptées et avec notre nuance de coupe de premier choix
IN4035 est particulièrement bien positionnée pour l'usinage des matières diffi-
ciles, notamment celles du groupe M et du groupe S, et plus particulièrement les
alliages de titane.
Ces caractéristiques seront, de plus, appréciées aussi dans le secteur aéronautique.
• Plaquettes à 4 arêtes offrant une largeur de coupe maximum de 11.9 mm (en fonction du rayon des plaquettes).
• Plusieurs géométries de plaquettes pour les conditions stables et instables, et pour les différentes matières.
• Géométries de plaquettes neutres et positives avec 3 rayons pour toutes sortes d'applications offrant une grande sécurité
des process même dans les applications difficiles.
• En raison de l'angle d'attaque à 2° des plaquettes, il est à noter que le fond des cavités usinées par tréflage n'est pas plat.
Présentation du produit
Notre gamme de produits GoldQuad, bien implantée sur le marché, s'enrichit d'une nouvelle fraise à tréfler.
Cette fraise, GoldQuadPlunge, équipée de nos plaquettes SD_S13... offre une largeur de coupe (ae) maximum de 11.9 mm.
Ce nouvel outil est disponible en version à trou lisse en diamètres de 50 à 160 mm. Il remplace l'ancienne fraise à tréfler
standard S-MAX. Des outils semi-standard en plus petits diamètres (à partir de 32 mm) peuvent être fabriqués sur demande
en tête vissée.

3
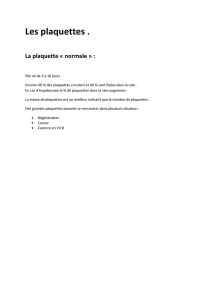
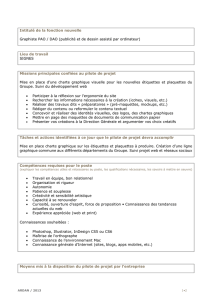
FRAISE A TREFLER QHU...F/E
ATTACHEMENT DIN 8030
L
ØD
Ød1
Ød
ØLK
b
Désignation D d d1 LK L b Z
IK
QHU050040F1R00 50 22 40 - 40 11,9 4 30,40
QHU052040F1R00 52 22 40 - 40 11,9 4 30,45
QHU066050F2R00 66 27 48 - 50 11,9 5 30,70
QHU080050F2R00 80 27 60 - 50 11,9 6 31,10
QHU085050F2R00 85 27 60 - 50 11,9 6 31,25
QHU100050F3R00 100 32 70 - 50 11,9 8 31,80
QHU125063E5R00 125 40 80 - 63 11,9 9 32,60
QHU160063F8R00 160 40 95 66,7 63 11,9 12 34,00
* Pour les valeurs de fz, voir le manuel des Conditions de Coupe pour les Outils de Fraisage et d'Alésage
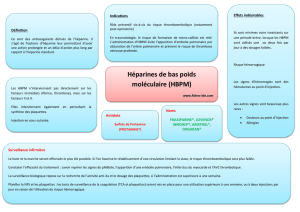
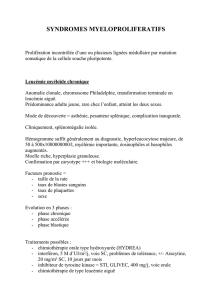
SDES130508N-PF
R 0,
8
5,08
5
12,81
15
°
SDES130508N-PF1
R 0,
8
5,08
5
12,85
15°
SDES130516N-PF
R 1,
6
5,08
5
12,81
15
°
SDES130516N-PF1
R 1,
6
5,08
5
12,85
15°
SDMS130512R-PP
R 1,
2
5,08
5
12,85
15°
SDMS130516R-PP
R 1,
6
5,08
5
12,85
15°
Désignation fz(min/max) Version IN2505 IN4005 IN4015 IN4030 IN4035
SDES130508N-PF */* géométrie neutre, chanfrein R0,8
SDES130508N-PF1 */* géométrie neutre pour le titane, vive R0,8
SDES130516N-PF */* géométrie neutre, chanfrein R1,6
SDES130516N-PF1 */* géométrie neutre pour le titane, vive R1,6
SDMS130512R-PP */* géométrie positive, vive R1,2
SDMS130516R-PP */* géométrie positive, vive R1,6
Nuance
= P = M = K = N = S = H
PIÈCES DÉTACHÉES
1 2
SM40-100-R0 (4,5Nm) DS-A00T
1 = Vis de plaquette 2 = Tournevis

4
SD_S13...
Plaquettes: SDES130508N-PF
SDES130508N-PF1
SDES130516N-PF
SDES130516N-PF1 SDMS130512R-PP SDMS130516R-PP
Avance fz:
0,1 - 0,3 mm 0,1 - 0,3 mm 0,1 - 0,3 mm 0,1 - 0,3 mm
Largeur de coupe [ae] recommandée:
9 mm 8 mm 8 mm 8 mm
Largeur de coupe [ae] maxi.
:
11,9 mm 11,1 mm 11,6 mm 11,1 mm
Matière
SDES1305... SDMS1305...
Nuance Vitesse de coupe
Vc [m/min] Nuance Vitesse de coupe
Vc [m/min]
Aciers non alliés IN4005 150-200 - -
Aciers alliés 800 N/mm2IN4005 130-180 - -
Aciers alliés 1100 N/mm2IN4005 110-170 - -
Aciers inoxydables - - IN4035 / IN4030 80-150
Fontes grises IN4015 / IN4005 160-220 - -
Fonte nodulaire IN4015 / IN4030 140-200 - -
Aluminium ----
Alliages réfractaires - - IN4035 40-70
Alliages de titane IN4035 30-50 - -
Matières dures < 54 HRC ----
Matières dures < 63 HRC ----
Les résultats de l'usinage dépendent de nombreux facteurs ; les conditions de coupe recommandées ne sont qu'une indication générale. En cas de doute, n'hésitez pas à prendre contact avec votre partenaire Ingersoll.
Plaquettes et données
Conditions de coupe recommandées:
Indications pour l'usinage
• Moins l'usinabilité de la matière est bonne, plus l'engagement de l'outil doit être petit.
• Plus le diamètre de l'outil est petit, plus la vitesse de coupe peut être grande.
• Plus la longueur de porte-à-faux est grande, plus la vitesse de coupe doit être réduite.
• En plongée ou en lamage, l'avance doit être réduite de 30% sur une longueur de 3 mm.
• Il est recommandé d'éloigner l'outil des bords avant de le remonter à la zone de sûreté (env. 0,2 - 0,5 mm)
Informations générales - plaquettes taille 13:
Vis de plaquette: SM40-100-R0
Couple: 4 Nm
Clé dynamométrique: DTNV00S avec embout DS-T15TB
Pour de plus amples informations, voir le Guide Technique Fraisage et Perçage
Allemagne: Kalteiche-Ring 21–25 • D-35708 Haiger
Tel.: +49 (0)2773-742-0 • Fax: +49 (0)2773-742-812
E-mail: [email protected]
France: 21, rue Galilée • F-77420 CHAMPS-sur-MARNE
Tel.: +33 (0) 1 64 68 45 36 • Fax: +33 (0) 1 64 68 45 24
Ingersoll Cutting Tools
Order-No.: 5887134 • Version 03.16
Changes and printing errors reserved
1
/
4
100%