Mode d`emploi

www.someco.fr
Contrôle de dureté des
métaux et élastomères
Rugosimètres, Vidéo 2D
Projecteurs de profils
Microscope loupes
systèmes optiques
Instrumentation
Mesure à main
Niveaux électronqiues
Mesure des forces
Pesa
g
e
Manuel d’utilisation
PRESSE A ENROBER
AUTOMATIQUE
I.P.A.
“ Evolution “


Identification
Diamètre d’enrobage 1 à 40mm
Année de construction (ex 2005)
Poids 35 kg
Dimensions L = 290mm
P = 350mm
H = 550mm
Température maxi d’enrobage 200°C
Temps maxi d’enrobage 60 mn
Tension d’alimentation 220V
Puissance Ø 30mm 600 W
Ø 40 mm 650 W
> 40 mm 700 W
Pression maxi 6 bars
Bruit < 70dB(A)
Plaque CE

1) TIPO : modèle de la machine
2) MATR. N° : Numéro de série
3) ANNO DE CONSTRUZIONE : Année de construction
4) MASSA : Poids de la machine
5) PRESSIONE MASSIMA : Pression maxi
6) TEMPERATURA MASSIMA : Température maxi d’enrobage
7) TENS. ALIMENTAZ. MONOFASE : Tension d’alimentation
8) POTENZA COMPLESSIVA : Puissance maxi absorbée par la machine

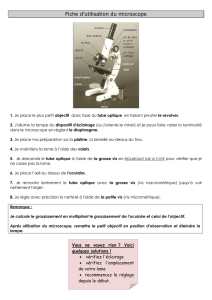
Description de l’enrobeuse.
 6
7
8
9
10
11
12
13
14
6
7
8
9
10
11
12
13
14
1
/
14
100%