L`AUTOMATE PROGRAMMABLE

L’Automate Programmable Industriel TS MAI
Philippe HOARAU 1/16
L’AUTOMATE PROGRAMMABLE
1 Introduction
1.1 Approche globale d’un système de production
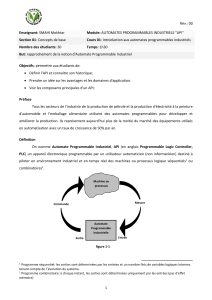
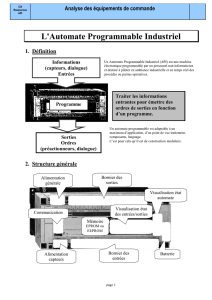
Un système de production a pour
but d’apporter une VALEUR
AJOUTEE à la MATIERE
D’ŒUVRE . Il élabore des produits
qui peuvent être :
Soit des produits finis,
directement commercialisés
Soit des produits
intermédiaires servant à la
réalisation des produits finis.
Le système de production est
également alimenté en énergies
(électrique, pneumatique,
hydraulique…).
Il génère des déchets divers :
chutes de coupes, eaux sales…
Le fonctionnement du système de
production nécessite différentes
interventions humaines :
b Le personnel d’exploitation
assure la surveillance,
l’approvisionnement et
participe parfois au procédé
de production.
b Le personnel de réglage,
procède aux interventions
nécessaires pour obtenir la
qualité recherchée ou pour
démarrer une campagne de
production.
b Le personnel de maintenance
intervient lorsque le système
de production se trouve en
défaillance et procède aux
opérations de maintenance
préventive.
1.2 Objectifs de l’automatisation des productions
Les objectifs poursuivis par une
automatisation peuvent être assez
variés. On peut retenir quelques
uns :
La recherche de coûts plus
bas, par réduction des frais
de main-d’œuvre, d’économie
de matière, d’économie
d’énergie,…
La suppression des travaux
dangereux ou pénibles et
l’amélioration des conditions
de travail.
La réalisation d’opérations
impossibles à contrôler
manuellement.
PRODUITS
ELABORES
Par le s
y
stème
Pneumati
q
ue Electri
q
ues Ener
g
ies
SYSTEME
de
PRODUCTION
MATIERES
D’OEUVRE
(Matériaux, pièces…)
Flux de déchets
Consommables
(Eau, lubrifiant…)
Exploitation
Maintenance Réglage

L’Automate Programmable Industriel TS MAI
Philippe HOARAU 2/16
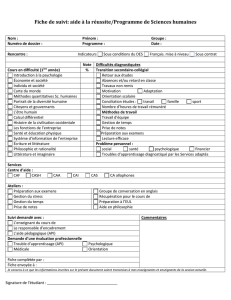
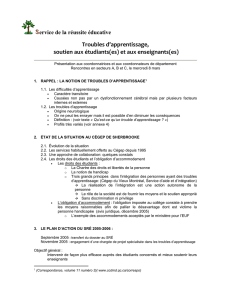
La compétitivité d’un produit final
peut être définie comme sa
capacité à être bien vendu. La
compétitivité résulte
essentiellement des résultats
obtenus sur les facteurs suivants :
coût, qualité, innovation,
disponibilité.
L’automatisation des équipements
de production peut améliorer les
coûts, la qualité et même la
disponibilité des produits. Il est
cependant important de vérifier
que le produit sur lequel s’applique
cette automatisation soit optimisé
et réponde toujours aux besoins
du marché.
L’expérience montre qu’une
automatisation conduit souvent à
remettre en cause le processus de
fabrication et donc le produit.
1.3 Rentabilité d’une automatisation
Comme pour tout investissement, un projet
d’automatisation est jugé sur sa rentabilité.
Celle-ci peut s’exprimer sous forme du
temps de retour des investissements.
NbA
annuels gains
mentInvestisse =
NbA = Nb d’années pour retour d’investissement.
Si NbA est inférieur à 3 ans, le projet est en
général jugé intéressant, si toutefois la
durée de vie du produit fabriqué est estimée
d’une durée supérieure.
COMPETITIVITE DU PRODUIT
COÛT
- Main-d’oeuvre
- matières
- énergies
INNOVATION
- Performances
- esthétique
- optimisation
- Fiabilité
- Endurance
QUALITE
- Réseaux de vente
- Stocks
- S.A.V.
DISPONIBILITE
Choix des
PROCESSUS
De fabrication
Conception des
PRODUITS
Choix et
Automatisation des
EQUIPEMENTS

L’Automate Programmable Industriel TS MAI
Philippe HOARAU 3/16
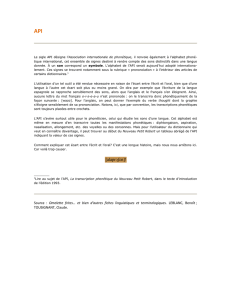
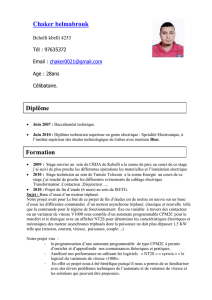
PARTIE
OPERATIVE
(P.O.)
PARTIE
COMMANDE
(P.C.)
Ordres de commande
Informations en retour
2 Situation de l’API dans le système automatisé
2.1 Structure d’un S.A.
Chaque système automatisé comporte deux parties :
Une Partie Opérative (P.O.) dont
les actionneurs agissent sur le
processus automatisé
Une Partie Commande (P.C.)
qui coordonne les actions de
la P.O.
Au centre de la Partie Commande, le
« TRAITEMENT » est la convergence de 3 dialogues
qu’il coordonne :
1. Le Dialogue avec la machine
a. Commande des actionneurs (moteurs,
vérins…) via les pré-actionneurs
(contacteurs, distributeurs, variateurs…)
b. Acquisition des signaux en retour par les
capteurs qui rendent compte de
l’évolution de la machine.
2. Le Dialogue homme-machine
Pour exploiter, régler, dépanner la
machine, le personnel émet des
consignes et reçoit des informations en
retour.
3. Le Dialogue avec d’autres machines
Plusieurs machines peuvent coopérer
dans une même production. Leur
coordination est assurée par le dialogue
entre les parties commandes.
Autres Parties Commandes

L’Automate Programmable Industriel TS MAI
Philippe HOARAU 4/16
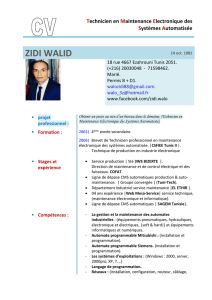
2.2 Eléments de la P.O. et de la P.C.
Diagramme fonctionnel Exemples Commentaires
Fraise, Foret, Mors d’étau, pince de robot…. Les effecteurs sont multiples et variés et sont
souvent conçus spécialement pour s’adapter à
l’opération qu’ils ont à réaliser sur la Matière
d’œuvre.
Ils reçoivent leur énergie des actionneurs.
Convertissent l’énergie qu’ils reçoivent des
pré-actionneurs en une autre énergie utilisée
par les effecteurs. Ils peuvent être
Pneumatiques, Hydrauliques ou Electriques
Distribuent l’énergie aux actionneurs à partir
des ordres émis par la PC.
Renseignent la PC sur l’état de la PO, Ils
peuvent détecter des positions, des pressions,
des températures, des débits…
Peuvent être électriques ou pneumatiques.
Signaux du type TOR, Analogique ou
Numérique.
Dans les systèmes modernes, l’API assure de
plus en plus cette fonction.
Certains systèmes purement pneumatiques
peuvent être contrôlés par des séquenceurs
ou des fonctions logiques.
L’unité de dialogue permet à l’opérateur
d’envoyer des consignes à l’unité de traitement
et de recevoir de celle-ci des informations sur
le déroulement du processus.
CONVERTIR
L’énergie
Energie
d’entrée
(W1)
Energie
utile
(W2)
AGIR
Sur la
M.O.
EFFECTEUR
Matière
d’oeuvre
Matière
d'oeuvre
A
CTIONNEUR
W2
DISTRIBUER
L’énergie
Energie
du réseau
(W1)
Energie
distribuée
à
l’actionneu
r
PRE-ACTIONNEUR Pilota
g
e
Variateu
r
Contacteu
r
Distributeurs
DETECTER
MESURER
Une grandeur
Information
source Information
image
CAPTEUR
TRAITER
L’information
Signal
d’entrée
(capteurs,
consignes…)
Signal de
sortie
TRAITEMENT Pilotage des
préactionneurs,
signalisation…
Automate
Sé
q
uenceur
p
neumati
q
ue Cellules lo
g
i
q
ues
FAIRE
COMMUNIQUER
Homme/machine
Consignes de
l’opérateur,
Infos de la PC
Consignes
Vers la PC
Infos vers
opérateur
DIALOGUE

L’Automate Programmable Industriel TS MAI
Philippe HOARAU 5/16
2.3 Périphérie de l’A.P.I.
L’API est organisé pour
dialoguer simplement et
rationnellement avec les
constituants de tous ordres
répartis sur la machine.
LA conception modulaire de
l’API permet de le configurer
en fonction du système qu’il
doit commander. Dans
chaque cas, les modules
constituant l’API sont choisis
en fonction des besoins :
Modules TOR pour
liaisons avec les capteurs
simples, les contacteurs,
les électrovannes, les
boutons, les voyants…
Modules de
communication avec les
capteurs « intelligents »,
les variateurs de vitesse,
les terminaux
d’exploitation, les
réseaux …
 6
7
8
9
10
11
12
13
14
15
16
6
7
8
9
10
11
12
13
14
15
16
1
/
16
100%