ÉCOLE DE TECHNOLOGIE SUPÉRIEURE

page 1/9
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE Chargé de cours : Alexandre Filion
DÉPARTEMENT DE GÉNIE DE LA
PRODUCTION AUTOMATISÉE Session : ÉTÉ 2014
GPA-754 CELLULES DE PRODUCTION ROBOTISÉE
PROJET #1 : Programmation d’une petite cellule robotisée
1 Objectifs
1. Programmer une cellule robotisée comprenant un automate, un réseau de terrain, un HMI,
un robot industriel et un système d’alimentation de pièces;
2. Mieux comprendre la notion d’intégration de technologies dans un contexte
d’automatisation et d’informatisation de la production;
3. Réaliser un projet concret d’automatisation se rapprochant de la réalité industrielle.
2 Mandats à réaliser
Au local A-0610, une équipe d’étudiants doit effectuer la programmation d’une des quatre
cellules robotisées :
1. Mandat #1 – cellule 1 : le déchargement d’un convoyeur en boucle (#06) ;
2. Mandat #2 – cellule 2, poste 5 : l’assemblage d’un tube sur le gabarit (#31);
3. Mandat #3 – cellule 3 : le déchargement d’un bol de bouchons (#11);
4. Mandat #4 – cellule 4 : le déchargement d’un bol de pistons (#9).
Pour ce faire, l’équipe devra réaliser un document de références (à remettre à la fin) permettant
de bien définir et préserver les décisions de conceptions. Il devra au minimum contenir :
1. Il devra définir les états de son système (GEMMA).
2. La liste des tâches (avec une bonne description) que l’automate aura à faire réaliser et
ceux à faire exécuter par le robot. Il est important de spécifier les tâches qui peuvent être
faites en parallèle et ceux en synchro.
3. L’équipe doit identifier et commenter correctement les entrées / sorties utilisées dans
l’automate.
4. L’équipe doit identifier et commenter les registres qui serviront pour l’interaction entre
les trois programmes de votre projet d’automate, mais également avec le pupitre de
commande (idéalement en structure).
5. La présence des trois programmes dans le projet automate sous peine d’avoir la note de
zéro.

page 2/9
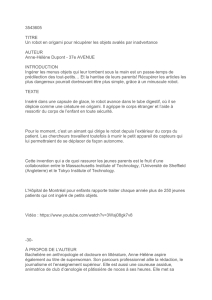
La figure 1 illustre les principales interactions entre les différentes composantes d’une cellule
robotisée. Dans chaque cas, l’automate interagit avec un HMI, un robot et un système
d’alimentation de pièces. Ainsi, le mandat de chaque équipe est très similaire :
1. Développer un programme robot réalisant les tâches à accomplir;
2. Développer un pupitre de commande via un ordinateur (HMI);
3. Programmer un automate faisant la gestion générale de la séquence, la gestion d’un
système d’alimentation, la gestion d’une alarme associée à un équipement et la
communication avec un robot;
4. Développer un protocole de communication simple entre l’automate et le robot.
La description particulière à chaque mandat est donnée à la fin de cette section.
Automate
Communication
ROBOT
(physique)
Gestion
générale de la
séquence
Alimentation
de pièces
(physique) Gestion du
système
d’alimentation
HMI
Alarme
Organigramme 2 Organigramme 1
Organigramme 3
Organigramme 4
Orga. 5
Figure 1 Interactions générales entre les différents sous-systèmes

page 3/9
2.1 Description générale des mandats
A. Programmation du robot
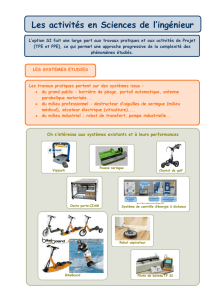
Le programme du robot permet deux modes de fonctionnement : le mode manuel et le mode
automatique. La figure 2 présente de manière générale le déroulement du programme robot
permettant une interaction correcte avec la cellule de production.
DÉBUT
Initialisation du
système
Gestion Manuel
Position
sécuritaire
Demande de
mouvement
Action exécutée
non
oui
non oui
Attente d’une
tâche
Demande de retour
en manuel
acceptation de la
tâche
exécution de la
tâche
confirmation de
la tâche
terminée
FIN
Position
sécuritaire
En mode
automatique
Prêt au travail
Figure 2 Organigramme du programme du robot
Mode manuel. En mode manuel, la communication avec l’automate est inactive. Ce mode se
présente sous la forme d’un menu sur le boîtier de commande permettant à l’opérateur de :
1. Déplacer le robot à une position de retrait : le robot doit être à cette position avant de le
mettre en mode automatique;
2. Exécuter les tâches du robot;
3. Mettre le robot en mode automatique;
4. Mettre fin au programme.
* Le passage en ce mode durant la production force le système à repartir au début d’un cycle.
Mode automatique. En mode automatique, le robot est esclave de l’automate. Il attend la
demande d’une tâche provenant du PAC. Afin de connaître l’état du robot, des messages sont
affichés. À tout moment, l’opérateur peut remettre le robot en mode manuel en pressant une
touche.

page 4/9
B. Interface de communication (HMI)
L’opérateur utilise l’interface de communication pour demander un des trois modes de
fonctionnement de la cellule robotisée : 1) mettre en marche le système, 2) faire une pause de
production et 3) commander une fin de production. Ce pupitre de commande doit afficher l’état
courant des équipements de la cellule. Il est important que les couleurs utilisées soient en
harmonie avec celles de leur chapiteau de lumière.
Mise en marche. En pressant le bouton de mise en marche, un signal est envoyé à l’automate
via un bit (ex. bit interne de l’automate relié au HMI – HMI_Bouton_Depart). Un voyant (ex.
HMI_Indic_Marche) approprié doit alors s’allumer.
Pause de production. L’opérateur peut demander une pause de production par le HMI. Le
système finit alors la tâche en cours sans nécessairement finir la pièce, dégage le robot et
s’immobilise. Le système passe également en pause si une alarme est détectée (voir les
sections suivantes pour la gestion d’alarmes associées à votre sous-système) et déclenche une
faute au HMI. Un avertissement doit à ce moment s’allumer sur le HMI.
Fin de production. L’opérateur peut demander une fin de cycle par le HMI. Un voyant
approprié s’allume. Le système finit la pièce en cours de production, renvoie le robot à la
position de retrait puis s’arrête. À la fin, le voyant de mise en marche doit s’éteindre
Alarme. Le HMI doit être en mesure d’afficher les erreurs en provenance de l’automate. La
signification des erreurs dépend du mandat à réaliser. Les erreurs doivent apparaître dans le
sommaire d’alarme, le sommaire doit-être dans une page dédiée à ce mandat.
Cadence. Le HMI doit afficher, en tout temps, les trois derniers temps de cycle mémorisés par
l’automate lors de la production, le format d’affichage est le suivant « minute: seconde:
milliseconde ». Il doit également offrir le compte de pièces fait avec la possibilité de remettre à
zéro le compteur.
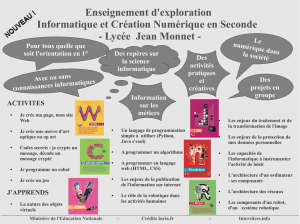
Figure 3 Exemple d’un pupitre de commande d'une cellule robotisée

page 5/9
C. Gestion générale de la séquence (la solution doit-être un programme
autonome)
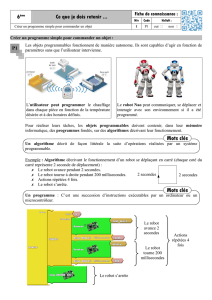
L’automate gère l’exécution générale de la séquence (voir la figure 4) :
1- L’automate doit attendre une demande de mise en marche venant du HMI ;
2- Le système boucle continuellement tant qu’une fin de cycle n’est pas demandée;
3- En mode normal (automatique), l’automate demande une pièce au système d’alimentation.
Le robot exécute les tâches correspondantes. Voir la section 2.2 pour les particularités reliées
à chaque mandat.
4- Le système est prêt pour une nouvelle séquence.
1Système en attente
2Place système en conditions initiales
- Robot prêt au travail et à la position retrait
- Équipement de production sans alarme
5Envoi le robot à la source d’alimentation
Système en condition initiale
6Transfert d’une pièce de l’alimentation au
robot
Pièce en position et robot prêt pour la prise
Départ de prodution
3Alimentation en travail
hors production et
Cycle terminé par
robot 7Envoi le robot déposer la pièce
Piece déposée et en production
hors production et
pièce deposée
8
« 1 »
Pièce dans le robot
Cycle terminé
4
Figure 4 Exemple d’une séquence générale dans l'automate
À NOTER : La séquence ci-dessus décrit le mode de fonctionnement général du système. Votre
programme doit se servir des différents capteurs, actionneurs et temporisateurs afin
d’obtenir un système stable et fluide.
 6
7
8
9
6
7
8
9
1
/
9
100%