Les organes commandés

ENSIEG 1ère année Partie 1
TD d'Automatique
ANALYSE DU FONCTIONNEMENT
DE REGULATEURS ET ASSERVISSEMENTS.
NOTION DE SCHEMA FONCTIONNEL
I / Asservissement de vitesse
II / Asservissement de position en usinage
III / Régulation de niveau
IV / Régulation de température
V / Asservissement du système de focalisation d'un faisceau laser pour
l'enregistrement de vidéo disque
VI / Evaporation dans un procédé de polycondensation pour la production de
polymères

Pour chacun des montages ci-dessous, analyser le fonctionnement et étudier comment est
réalisée la fonction de régulation ou d'asservissement.
Donner le schéma fonctionnel correspondant (aucune mise en équation n'est demandée).
I / ASSERVISSEMENT DE VITESSE
d'un moteur à la position d'un curseur d'un potentiomètre
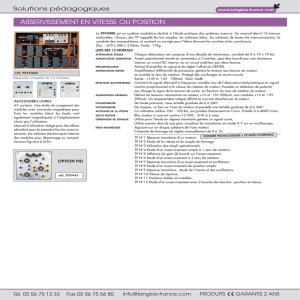
Ce système est destiné à asservir la vitesse d’un moteur M à la position d’un curseur d’un
potentiomètre. M est un moteur à courant continu commandé par la tension d'induit u et dont l’arbre de
sortie est soumis à une charge inertielle, des frottements visqueux, des frottements secs,... Cet arbre est
aussi fixé à une dynamo tachymétrique DT qui délivre une tension proportionnelle à la vitesse du moteur.
Montrer que ce schéma permet d'asservir la vitesse du moteur à la position du curseur.
Examiner le cas de perturbations sur l'arbre du moteur (par exemple apparition d'un couple
résistant).
Ue
U
UR
Charge
Moteur
Amplificateur
A
DT

II / ASSERVISSEMENT DE POSITION EN USINAGE
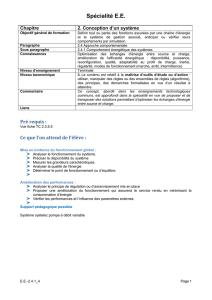
Le schéma ci-dessus représente un asservissement de la position y d'une fraise F qui doit
reproduire (dans un plan) sur la pièce à usiner PU le profil donné par le modèle d'usinage MU. La pièce et
le modèle sont fixés sur une table mobile T qui se déplace horizontalement (axe dans le plan) à la vitesse
V0.
Un capteur Cs mesure la valeur de y et transmet celle-ci par l'intermédiaire de la tige rigide et
guidée TM (verticalement dans le plan) au potentiomètre de sortie Ps qui transforme proportionnellement
(Kps) la position linéaire y en tension us. Cette tension est comparée à la tension ue qui correspond à la
consigne w. Un palpeur P et une tige guidée TP transforment par l'intermédiaire d'un potentiomètre la
position de consigne w en tension ue; ue est proportionnelle (Kpe) à w. Le signal d'erreur ue-us est
amplifié (gain Ka) en tension et en puissance par la chaîne A dont le dernier étage alimente le circuit
d'excitation d'un moteur à courant continu.
On remarquera que, contrairement au montage habituel, le moteur travaille à courant d'induit ia
constant et que le couple moteur est proportionnel au flux donc au courant d'inducteur ie. Ce moteur
entraîne au moyen d'un système de vis sans fin SM de gain KF la fraise F dont la rotation est assurée par
un moteur électrique Ma tournant à vitesse pratiquement constante.
Pour cet asservissement, préciser les conditions de suivi parfait.

III / REGULATION DE NIVEAU
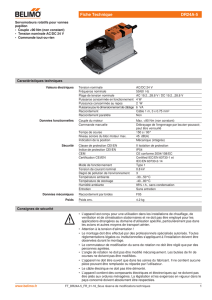
Ce régulateur est destiné à maintenir constant le niveau N d'une citerne. L'alimentation de la
citerne se fait par l'intermédiaire d'une vanne VE actionnée par un vérin hydraulique et telle que la dérivée
du débit DE à la sortie de la vanne VE est proportionnelle au déplacement x (sans vérin, avec une
commande directe, la position du clapet de la vanne serait directement commandée par le déplacement de
A ; comme la vanne est supposée "linéaire", on obtiendrait un débit DE directement proportionnel à x).
La vanne de sortie VS est également supposée linéaire, mais on considérera la position de son
clapet fixée et par conséquent le débit de sortie DS est proportionnel à la hauteur du liquide dans la
citerne.
L'affichage du niveau désiré se fait au moyen d'un index qui permet de faire varier la position
verticale du point I.
Etablir le schéma fonctionnel de cette régulation.
Examiner le comportement de cette régulation lorsqu'un objet tombe dans la citerne
(perturbation).
A
B
I
xA
xB
vérin
flotteur
citerne
Vanne VE
Vanne VS
DE
N

IV / REGULATION DE TEMPERATURE
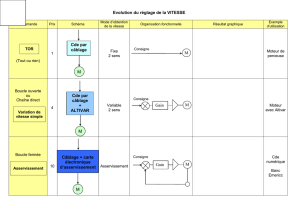
Ce système a pour but la régulation de la température d'une enceinte située dans un milieu de
température a et chauffée par un radiateur R alimenté en air chaud à la température constante R.
D est un dispositif qui mesure la température et délivre une tension proportionnelle à (par
exemple un thermocouple).
La température désirée est affichée au moyen d'un potentiomètre. L'alimentation en air chaud est
commandée par une vanne actionnée par un moteur, le débit d'air Q est proportionnel à l'ouverture de la
vanne (position du clapet). Pour les échanges thermiques on considérera que l'on a à faire à de petites
variations de température et qu'en conséquence les phénomènes sont linéaires.
Montrer que cette régulation permet, entre autres, de compenser des perturbations dues à la
température extérieure a ou à la température de l'air d'alimentation.
Us
Air chaud R
Ue
A
D
Moteur
R
a
QR
Débit Q
 6
7
8
9
6
7
8
9
1
/
9
100%