TP3 TP6 : Température « Four » I- Introduction II

TP3
Gastigar Melvyn Page 1
TP6 : Température
« Four »
I- Introduction
II- Rappels théoriques, Bibliographie
III- Préparation
IV- Procédure
V- Analyses
VI- Conclusion
Les mesures ainsi que les courbes seront fournis en annexe.

TP3
Gastigar Melvyn Page 2
I- Introduction
On cherche à connaître les principes de mesures de température avec une sonde PT100
II- Rappels théoriques, bibliographie
Calcul température : Rt = R0 (1+at+bt²) avec :
Rt : résistance à la température mesurée
R0 : résistance à 0°C soit 100 Ω
a = 3.908 10-3
b = -5.802 10-5
-Documentation fabricant
-Documentation MC3000
- Une Pt 100 permet de mesurer le changement de résistivité d’un filament de platine enroulé autour
d’une tige de verre. Il y en a de plusieurs tailles et plusieurs formes, en fonction de leur utilisation.
-Un thermocouple permet la mesure dans une grande gamme de température. Il est constitué de deux
fils métalliques de natures différentes reliées par des jonctions.
On mesure une f.é.m. pour déterminer la température entre la soudure chaude et la soudure froide.
Il transforme une température en une tension électrique mesurable.

TP3
Gastigar Melvyn Page 3
III- Préparation
Appareillages :
- Ohmmètre : mesure la résistance de la Pt 100
- Voltmètre : mesure la f.é.m. du thermocouple
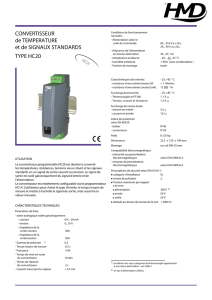
- Ampèremètre : mesure le courant du convertisseur de température « Sfère ».
Calcul de t :
111.6 = 100 (1 + 3.908 10-3 t – 5.802 10-7 t²)
1.116 = 1 + 3.90810-3 t – 5.802 10-7 t²
0 = -5.802 10-7 t² + 3.908 1010-3 t – 0.116
Donc :
Δ = b² - 4 a c
Δ = 1,5.10-5
Alors:
X1 = 30
X2= 6705
IV- Procedure
On mesure la résistance de la Pt 100. Pour cela on raccorde la Pt100 à un ohmmètre.
On obtient : 111.6 Ω
On mesure la f.é.m. du thermocouple de type K à température ambiante pour cela on
branche un voltmètre à la soudure froide.

TP3
Gastigar Melvyn Page 4
On obtient : 0V
Puisque la soudure chaude et la soudure froide sont à la même température il n’y a pas de
F.é.m.
F.é.m. corrigée = 1203microV pour 30°C d’après la table du constructeur.
Ensuite on utilise un convertisseur de température CVP 3000 qu’on programme avec la
console MC 3000, de façon à avoir 4mA pour 12°C et 20mA pour 85°C.
Pour finir on utilise le four d’étalonnage.
On branche les sorties courant du convertisseur de température aux entrées courant du four.
Enfin, on démarre le four, on obtient les courbes fournis en annexe.
V- Analyse
On voit bien que le courant (image de la sonde) suit l’évolution de la température.
VI-Conclusion
La sonde Pt 100 a l’avantage d’être linéaire et normalisé, il n’y a pas de calibration
nécessaire, elle a une large gamme de mesure et nécessite peu de travail ainsi qu’une grande
facilité de mise au point.
1
/
4
100%