PRI 5.2

Electronique de Puissance Haute Tension
GDR 2084 Intégration des Systèmes de Puissance
1 . Conception d’interrupteurs en silicium haute tension
Le Silicium peut potentiellement permettre la réalisation de composants de 5 à 6 kV mais il paraît limité à partir
de 7 kV. L’association série et parallèle de ces composants élémentaires ouvre la voie à la réalisation de modules
de conversion pour le réseau de distribution de l’énergie électrique pour lesquels la tension de service se situe
autour de 25 KV. Nous avons travaillé sur deux axes :
- d’une part sur les problèmes spécifiques des composants Silicium très haute tension, à savoir
l’optimisation de l’architecture et de la technologie des protections périphériques des composants mais aussi sur
l’intégration dans ces composants, d’organes d’alimentation permettant de prélever aux bornes de puissance du
composant, les énergies nécessaires à sa commande,
- et d’autre part sur l’étude, la conception et la réalisation de modules hybrides qui par des associations
série/parallèle de composants élémentaires pouraient permettre d’atteindre des tensions de 25 kV.
1.1 Puces Haute Tension
Les techniques de terminaison de jonction sont basées sur la nécessité d'étaler au mieux la charge d'espace
déployée par la jonction polarisée en inverse afin de distribuer le potentiel sur la plus grande surface de silicium
possible, et donc de diminuer son gradient, c'est-à-dire le champ électrique. Nous avons étudié des solutions
d’architecture de terminaisons à tranchée afin d’atteindre une efficacité de garde (tension de claquage
obtenue/tension de claquage de la jonction plane) supérieure à 90%. Deux possibilités ont été envisagées:
l’utilisation de matériaux à faible constante diélectrique en remplacement de l’oxyde
l’utilisation d’une région P- dans la tranchée.
Pour la première solution une étude de la répartition du champ électrique basée sur des outils de simulation 2D a
permis de mettre en évidence une limitation à des tensions de l’ordre de 4 kV pour des diélectriques accessibles
et compatibles avec la technologie envisagée.
Pour la deuxième solution nous avons d'abord déterminé les paramètres importants qui affectent la tenue en
tension:
La profondeur de la tranchée,
La largeur de la tranchée,
La concentration de la couche JTE,
La profondeur du JTE, et
La profondeur de l'anode.
De plus, nous avons analysé le comportement de la structure T3 JTE par rapport aux charges à
l’interface silicium – diélectrique pour évaluer la fiabilité vis-à-vis de ce paramètre.
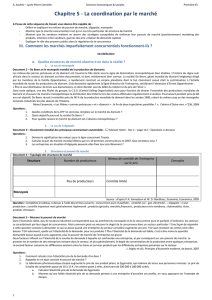
La figure suivante représente la structure T3 JTE, ainsi que les paramétres à optimiser.
P+ N+
N-
diélectrique
HV
Dose P-
Profondeur jonction principale
W - largeur tranch ée
L - profondeur tranch ée
Charges d’interface
Figure 1 Structure T3 JTE et paramètres critiques
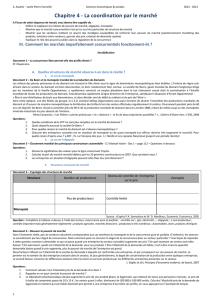
Comme on pouvait s'y attendre, la tenue en tension croît avec la profondeur de tranchée de manière
significative. Le potentiel dans la couche JTE est simplement étalé sur une plus grande distance, similairement à
la terminaison JTE latérale. La tenue en tension sature lorsque le champ électrique dans la couche JTE devient
équivalent à celui déployé par la jonction planar.
La profondeur optimale de la tranchée est pratiquement indépendante de sa largeur, et vaut environ
500µm.
Cette profondeur optimale de la tranchée est proche de la valeur de l’extension de la charge d’espace de
la jonction plane équivalente, qui est de 620µm à la tension de claquage (6kV).

2500
3000
3500
4000
4500
5000
5500
0100 200 300 400 500 600 700
largeur=150µm
largeur=300µm
largeur=500µm
largeur=1000µm
VBD (V)
Profondeur de la tranchée (µm)
Figure 2 Tension de claquage en fonction de la profondeur de la tranchée pour différente s largeurs de
tranchées.
D'autre part, pour une profondeur de jonction donnée, la variation de la largeur de la tranchée n'a qu'une
influence faible sur la tenue en tension. Ceci est cohérent avec le fait que c'est la partie gauche de la JTE, celle
connectée directement à l'anode qui a un rôle de premier ordre dans la répartition de champ électrique.
Cette terminaison de jonction est parfaitement compatible avec des composants de type IGBT ou MOS-
thyristors qui sont les composants qui paraissent les mieux adaptés pour ces domaines de tension.
De premiers travaux ont été menés pour évaluer la faisabilité technologique de ce type de terminaisons en tenant
compte des moyens de la microélectronique d’aujourd’hui, et aussi ceux de la centrale de technologie du LAAS.
Nous n’allons pas ici jusqu’à la réalisation complète du composant, mais nous présentons certaines options
technologiques que nous envisageons ainsi que la criticité des étapes technologiques qui permettront d’aboutir à
un composant final.
En dehors des procédés classiques de la microélectronique, nous identifions trois principales étapes
spécifiques à la terminaison de jonction T3 JTE :
la fabrication de la tranchée profonde,
la réalisation de la couche P- autour de la tranchée (JTE),
la passivation de la tranchée.
Pour la fabrication des tranchées profondes, on utilise une machine de type ICP (Inductive Coupled
Plasma). Cette machine utilise comme gaz de gravure le SF6 / O2 / C4F8 . La machine agit en deux étapes. Elle
grave une tranchée peu profonde en utilisant le gaz SF6 suivit de O2 pour éviter la formation de résidus. Ensuite,
une deuxième étape réalise la passivation des flancs de la tranchée superficielle. Cette passivation est réalisée par
du C4F8. Une étape importante pour la mise au point du processus technologique de gravure profonde a été le
choix du matériau de masquage. Un masque de très grande sélectivité par rapport au silicium est nécessaire,
différentes études comparatives nous ont permis de mettre au point un masquage par une résine AZ 4562
d’épaisseur 17 microns ayant subi un traitement spécifique
Au niveau de la réalisation de la couche P- plusieurs solutions ont été envisagées. Une première étude à
montré la possibilité de réaliser ces couches par une implantation ionique inclinée à 45 ° , à condition de prévoir
une largeur de tranchée de 500 microns. Cette technique permet cependant d’obtenir un bon contrôle de la dose
finale. Une seconde possibilité consiste à réaliser le P- à partir d’une couche de polysilicium dopé bore déposée
dans la tranchée. Cette méthode est habituellement utilisée pour réaliser de couches P+ fortement dopées en bore,
sans vrai contrôle de la dose obtenue. Dans notre cas, nous voulons obtenir une couche P-, peu dopée en bore et
avec un bon contrôle de la dose. Pour satisfaire à cette exigence nous avons étudié la possibilité d’intercaler une
couche d’oxyde qui va jouer le rôle d’écran de diffusion et permettre un bon contrôle de la dose. Des simulations
du processus de diffusion nous ont permis de déterminer les paramètres importants du processus technologique, à
savoir, l’épaisseur d’oxyde et le temps de redistribution. Des caractérisations des profils de concentration de bore
effectués par sonde ionique sur des échantillons tests ont permis de valider ces paramètres technologiques.
Concernant l’intégration de l’alimentation de l’étage de commande, deux structures d’auto-alimentation,
compatibles avec la filière technologique du composant principal ont été proposées. Il convient maintenant
d’optimiser ces fonctions en fonction des contraintes imposées par des applications haute tension. L’ensemble de
ces travaux devraient permettre de définir les éléments de conception d’un interrupteur de puissance haute
tension adapté à la mise en série et sa filière technologique associée.

1.2 Conception et réalisation de modules de puissance haute tension ( qq10 kV) pour les
convertisseurs de gestion des réseaux électriques :
Notre travail concerne l’étude, la conception et la réalisation de modules hybrides qui par des
associations série/parallèle de composants élémentaires devraient permettre d’atteindre des tensions de plusieurs
dizaines de kV. Nos travaux se décomposent en deux grandes actions ; la première concerne la proposition, la
simulation et la réalisation d’une nouvelle structure et la deuxième implique l’intégration au sein du module des
fonctions d’équilibrage et de protections indispensables aux associations séries.
Une nouvelle structure haute tension réalisée par la mise en série de composants plus basses tensions et
sur la base d’une interconnexion tridimensionnelle a donc été proposée. Sa structure générique est représentée
sur la figure 3.
+ HV
0
Figure 3 : Structure Haute tension proposée
Nous avons décidé, pour gagner en épaisseur et utiliser réellement les 3 dimensions, d’enfouir les composants de
puissance dans une céramique préalablement découpée. Sans entrer dans le détail des différentes étapes
technologiques nécessaires à la réalisation de cette structure, retenons que la plupart d’entre elles sont
relativement simples de mise en œuvre.
Les substrats céramiques sont la pierre angulaire de notre structure. Il est donc nécessaire, du point de vue de
l’isolation électrique, d’avoir une caractérisation la plus large possible. Notons que non seulement les
céramiques mais l’ensemble des matériaux isolants réalisant le packaging des composants de puissance devront
être analysés. Le choix des différents matériaux constituant l’empilement est donc issu d’un compromis entre les
contraintes thermiques, thermomécaniques et électriques. Ces points seront de plus en plus critiques avec la
diminution des dimensions des convertisseurs et l’augmentation des calibres en tension des composants. Enfin,
une bonne compréhension de leurs mécanismes de défaillance s’avère nécessaire.
Dans une première étape, une fois la structure proposée nous nous sommes intéressés à la caractérisation précise
des substrats susceptibles d’être utilisés. Les principales caractéristiques mesurées sont résumées dans le tableau
suivant.
Propriétés/ Matériau
AlN
BeO
SiC
Al2O3
Structure Cristalline
hexagonale
Cubique
Cubique
hexagonale
Module d’Young (103 MPa)
300-310
300-350
380
300-380
Contrainte à rupture (MPa)
300-500
170-250
450-500
250-300
Dureté (Vickers HV)
1200
1000
2000
2000
Conductibilité thermique (W/m.K)
260
250
270
20-30
Coefficient de dilatation thermique (10-6/°C)
4.2
7.5
3.7
8.1
Résistivité électrique à 300K (.m)
1014
1014
1013
1013
Constante diélectrique (à 1 Mhz)
8.8
6.5
40
9.7
Pertes diélectriques (à 1Mhz en 10-4)
8
2
500
3-4
Tension de claquage (kV/mm)
14-17
10-14
0.7
11-16

Notre choix s’est donc tout naturellement porté sur l’AlN. Des exemples de caractérisation diélectrique réalisées
sur de substrats céramiques à base d’AlN sont présentés dans les figures suivantes
Figure 4 : Spectroscopie diélectrique basse fréquence de l’AlN
0,1 1 10
1E-15
1E-14
1E-13
1E-12
1E-11
1E-10
1E-9
1E-8
1E-7
Dimex
DBC(1)
DBC(2)
J [A/mm²]
E [kV/mm]
Figure 5 : Caractéristiques électriques de différentes AlN
Du point de vue physique, ces propriétés sont comparées aux caractéristiques structurelles (cf
microphotographies suivantes.
Figure 6 – Microstructure en surface de l’AlN
Ces mesures couplées les unes aux autres auxquelles se rajoutent la diffraction X, nous ont permis d’établir des
corrélations et d’établir les compositions de céramiques les plus appropriées aux applications visées.
Enfin, afin de déterminer des règles de dimensionnement et de comparer les différentes technologies de
métallisation, des mesures de décharges partielles ont été réalisées sur différents échantillons dont les dimensions
(tant épaisseur que retrait) variaient de manière non négligeable. Les résultats de ces mesures sont résumés dans
la figure suivante
0,0 0,5 1,0 1,5 2,0
0
2
4
6
8
10
12
14
16
18
20
22
24
retrait: 2mm
retrait: 3mm
retrait: 10mm
Tension d'apparition des DPs (kV)
épaisseur (mm)
.
(a)
(b)
Figure 7 : Caractéristiques V(e) (a) et forme de l’échantillon (b)
L2
L1
50 100 150 200 250 300
0
200
400
600 100mHz
500mHz
1Hz
10Hz
50Hz
100Hz
1kHz
''
Température °C

Ces échantillons ont été vieillis ou sont en cours de vieillissement afin que la durée de vie sous contrainte nous
permette d’effectuer un dimensionnement adéquat.
En conclusion, la structure proposée va être réalisée, reste cependant tous les problèmes d’équilibrage et de
commande qui seront traités par nos collègues du LEG.
2. Prospective long terme : composants commandables forte tension en SiC ou diamant
Une solution alternative à la mise en série de composants de puissance silicium pour la réalisation de
convertisseurs haute tension (supérieure à 6 kV), pourrait être l'utilisation de semi-conducteurs tels que le
carbure de silicium (SiC) ou le diamant (C) pour l'obtention de puces unitaires supportant des tensions à l'état
bloqué supérieures à plusieurs dizaines de kV. Parmi les différents semi-conducteurs à grand gap potentiellement
intéressants compte tenu de leur champ de rupture et de leur conductivité thermique élevés. La filière SiC, très
étudiée du fait de la maturité de sa technologie (disponibilité commerciale de plaquettes 2" avec épitaxie épaisse
et peu dopée, utilisation des équipements classiques du Si hormis le recuit post-implantation), a déjà permis la
réalisation de nombreux démonstrateurs (notamment haute tension jusqu'à 20 kV) et la mise sur le marché de
diodes Schottky 600V. Les recherches actuelles au niveau international portent sur la réduction des densités de
défauts présents dans le matériau, et l'optimisation de la technologie et de la conception d'architectures
spécifiques pour augmenter les tenues en courant, tension et température de dispositifs packagés.
Le diamant fait aussi l'objet de recherche afin d'exploiter ses propriétés physiques exceptionnelles, soit au niveau
de composants actifs, soit au niveau de l'environnement et du packaging des composants silicium ou SiC. La
société De Beers a annoncé en juillet 2002 la réalisation de diamant monocristallin synthétique aux qualités
électroniques exceptionnelles (µn=4000 cm²/V.s, µp=3800 cm²/V.s, Ec=4 MV/cm). De telles caractéristiques
ouvrent la voie à la réalisation de composants haute tension très forte densité de puissance. D'intenses recherches
sont menées dans ce sens aux Etats Unis, au Japon et en Europe. La croissance de diamant polycristallin est
aujourd'hui maîtrisée. Des couches de plusieurs cm² peuvent être déposées de façon reproductible et exploitable
industriellement sur de nombreux supports et présentent une conductivité thermique inégalée (=20 W/cm.°K).
Les efforts actuels portent sur les procédés de mise en œuvre compatibles avec la fabrication de puces pour les
fonctions de drain thermique et isolation.
Les paragraphes suivants présentent brièvement les derniers résultats des travaux menés par le CEGELY, le
LEEI, le LGET et le LAAS sur ces thèmes.
2.1 Conception d'interrupteurs forte tension en SiC (10 kV)
Les travaux portent sur la définition des paramètres physiques de la cellule active du composant (optimisation du
compromis entre tenue en tension, pertes en conduction et en commutation) sans oublier sa périphérie (efficacité
de protection à l'état bloqué), avec prise en compte de l'environnement diélectrique du semi-conducteur. Une
tenue en tension de 6 kV est visée comme première étape de l'étude, en utilisant des épitaxies d'épaisseur entre
30 et 60 µm. Le CEGELY a fabriqué des diodes bipolaires planar en utilisant les moyens du CIME, et en
collaboration avec l'IMM (Bologne) pour la réalisation des contacts ohmiques. La caractérisation électrique de
ces composants montre des résultats encourageants : 4,8 kV de tenue en tension (fig. 1), et une densité de
courant de 100 A/cm2 sous 5 V [Ray03].
Concernant l’aspect interrupteur commandable, le CEGELY a caractérisé des thyristors gravés fabriqués par
l’Institut Saint-Louis ISL en collaboration avec l’Université d’Aix la Chapelle. Ces thyristors sont conçus par le
CEGELY pour travailler en régime direct (conduction et blocage). Les caractérisations électriques montrent une
tenue en tension allant jusqu’à 4 kV (fig. 2 et 3). La mise en conduction est réalisée avec des faibles courants de
gâchette (quelques dizaines de mA) pour obtenir une densité de courant de 350 A.cm-2 sous 13 V [Bro03]. Dans
un souci de simplification du procédé technologique et d’optimisation de la mise en conduction du thyristor, une
structure de thyristor planar a été conçue par le CEGELY. Elle est actuellement en cours de réalisation en
collaboration avec l’ISL et la société IBS. De même, un transistor unipolaire de type JFET sera réalisé au LETI,
puis caractérisé électriquement au CEGELYet à l’ISL.
Les potentiels électriques à l'extérieur, mais aussi à l'intérieur du semi-conducteur, au niveau de la terminaison
de jonction, dépendent des propriétés de la couche isolante en surface du semi-conducteur (dite couche de
passivation) (voir résultats expérimentaux fig. 8 et fig. 11), d'où la nécessité de leur prise en compte lors de la
définition de la protection périphérique. Les simulations de tenue en tension d'une diode protégée par extension
latérale de jonction (JTE) montrent qu'un matériau isolant à forte permittivité diélectrique permettrait une
 6
7
8
9
6
7
8
9
1
/
9
100%