Fiche de Révision : MOCN - Machines-Outils à Commande Numérique
Telechargé par
Carol RIVO

Fiche de Révision : Les Machines-Outils à Commande
Numérique (MOCN)
Cette fiche de synthèse, conçue pour les étudiants en génie industriel et maintenance,
regroupe les savoirs fondamentaux liés aux MOCN, de leur genèse historique aux impératifs
technologiques actuels. L'avènement de ces systèmes marque un tournant majeur pour la
maintenance, qui évolue d'une approche purement mécanique vers une expertise
mécatronique pluridisciplinaire.
1. Introduction et Perspective Historique
L'évolution de la Commande Numérique (CN) résulte de la convergence entre la logique
binaire et la mécanique de précision. Elle trouve ses racines conceptuelles dans les travaux de
Falcon et Jacquard (1805), qui utilisèrent des cartons perforés pour automatiser les métiers à
tisser.
Le développement industriel s'est accéléré aux États-Unis après la Seconde Guerre mondiale :
• 1947 - 1949 : John Parsons développe pour l'US Air Force une méthode de calcul
par ordinateur IBM (cartes perforées) pour fabriquer des pales d'hélicoptère par
reproduction de points.
• 1952 : Présentation au MIT du prototype de fraiseuse Cincinnati à 3 axes
simultanés, baptisé "Numerical Control".
• 1954 : Bendix fabrique la première commande numérique industrielle.
• 1955 : Commercialisation de la première MOCN par Giddins & Lewis.
• 1959 : Première apparition de la CN en Europe (Foire de Hanovre).
• 1964 : Lancement en France de la NUM 100, conçue à base de relais.
• 1968 : Intégration des circuits intégrés, augmentant la puissance de calcul.
• 1972 : Passage à la CNC (Computer Numerical Control). Le remplacement de la
logique câblée par des mini-calculateurs permet de transférer « l'intelligence » au
niveau de la machine (calculs de décalages en temps réel, macro-instructions).
• 1976 : Développement des CN à microprocesseurs.
• 1984 : Introduction du mode conversationnel et des fonctions graphiques.
• 1986 : Intégration dans les réseaux de communication (fabrication exible).
• 1990 : Généralisation des processeurs 32 bits.
2. Dénition et Fonctionnement Général
La Commande Numérique est un procédé d'automatisation consistant à piloter les
mouvements d'un organe mobile vers une position définie par les coordonnées d'un référentiel
machine, via des instructions logicielles.
Organes mobiles pilotés :

• Outils d'usinage (broches, têtes).
• Tables ou palettes supportant les pièces.
• Magasins d'outils et systèmes de changement automatique.
• Dispositifs de chargement/démontage des pièces.
• Mécanismes annexes (sécurité, arrosage, évacuation des copeaux).
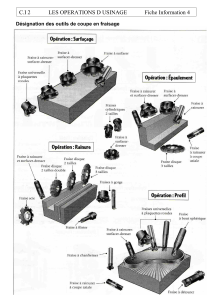
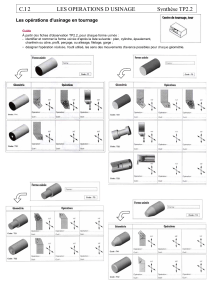
Domaines d'application : Principalement l'usinage (perçage, tournage, fraisage, rectification)
et les centres d'usinage, mais aussi la métrologie tridimensionnelle, la robotique, la
chaudronnerie et l'assemblage (soudage, rivetage).
3. Caractéristiques Technologiques et Performances
Précision et Tolérances : Grâce à des capteurs de position haute résolution, la tolérance
dimensionnelle (TD) obtenue sur pièce est comprise entre 0,5 µm et 30 µm.
Finition de Surface : La qualité obtenue est comparable à celle d'une rectifieuse plane
universelle, avec une rugosité Ra d'environ 0,2 µm en phase de finition.
Fiabilité et Sécurité : Les MOCN présentent un degré de fiabilité élevé et des systèmes de
sécurité intégrés qui minimisent les risques d'erreurs humaines et de rebuts.
Vitesses et Dynamisme :
• Vitesse de coupe (V_c) : 100 à 250 m/mn.
• Déplacements rapides (hors usinage) : 45 à 800 m/mn.
• Accélérations : supérieures à 1g (9,81 m/s^2).
Taux d’usinage : Ce paramètre essentiel mesure l'efficacité de l'équipement. Il est défini par
la formule : Taux\ d'usinage = \frac{Temps\ de\ copeaux}{Temps\ d'occupation\ machine}
Alors qu'une machine universelle plafonne à environ 15%, une MOCN atteint des taux de
35% à 67%.
4. Analyse Comparative : MOCN vs Machines Universelles
Avantages
Inconvénients (Contraintes)
Rentabilité Économique : Diminution
des coûts de revient de 25 à 60%.
Investissement Initial : Coût très élevé (ex: 150
k€ pour une fraiseuse CN contre 20 k€ en
universel).
Productivité : Suppression des gabarits et
réduction drastique des temps morts.
Complexité de Programmation : Nécessite des
systèmes FAO et une formation spécialisée.
Qualité et Répétitivité : Réduction des
rebuts et précision constante.
Maintenance Pointue : Exige des mainteneurs
pluridisciplinaires (mécanique, électronique,
optique).
Flexibilité : Adaptation rapide aux
nouvelles gammes sans modification
mécanique lourde.
Évolution du Personnel : Substitution des
ouvriers qualifiés par des techniciens supérieurs
spécialisés.

5. Supports d'Information et Programmation
Évolution des supports de données
• Cartes perforées : Type IBM 80 colonnes, système lent et irréversible (obsolète).
• Bandes perforées : Codes ASCII, ISO ou EIA lus par une unité MCU.
• Mémoires magnétiques : Cassettes Philips ou cartouches 3M. Utilisation du
codage "Kansas City" (4 périodes à 1200 Hz pour le "0", 8 périodes à 2400 Hz
pour le "1").
• Disques optiques (CD) : Stockage numérique par "pits" (cavités de 0,6 µm) lus
par laser.
Flux de programmation
Le processus débute par le fichier de définition numérique (DFN) issu de la CAO (ex: logiciel
CATIA, standard dans l'automobile et l'aéronautique). La FAO calcule ensuite les
trajectoires, traduites par un post-processeur en langage G-Code (ISO 6983) interprétable
par le Directeur de Commande Numérique (DCN).
Données de la feuille de gamme d'usinage : Matériau, géométrie de la pièce, type de
montage, points singuliers, trajectoires d'outils et paramètres cinématiques (vitesse de broche,
avance, arrosage).
6. Classication des Machines et Trajectoires
Machines "Point-à-point"
Conçues pour le perçage ou le taraudage. Seule la précision du point final importe ; la
trajectoire entre deux points est secondaire.
Machines "Paraxiales"
Permettent des déplacements programmés parallèlement aux axes de référence (glissières).
Elles assurent une régulation d'avance et une correction du diamètre d'outil.
Machines de "Contournage"
Le calculateur (DCN) utilise un interpolateur pour coordonner les axes et générer des formes
complexes.
• Types d'interpolations : Linéaire, circulaire, parabolique, elliptique et
polynomiale (spline).
• Interpolation Hélicoïdale : Elle combine spéciquement un mouvement
circulaire dans un plan avec un mouvement de translation perpendiculaire à ce
plan.

7. Systèmes de Mesure et Référentiel des Axes
Principes de mesure
• Numérique : Utilisation de codes binaires (0/1).
• Analogique : Variations physiques continues (tension, fréquence sonore).
Référentiel (Norme AFNOR NF Z 60-020)
• Localisation des repères : Les systèmes de coordonnées sont
systématiquement placés sur les outils (à la pointe pour un outil de tournage, au
centre de l'extrémité pour une fraise).
• Axe Z : Axe de la broche (rotation non comptée).
• Axe X : Axe possédant le plus grand déplacement.
• Axe Y : Complète le Trièdre Direct (Système Cartésien) selon la règle du tire-
bouchon.
• Sens positif : Correspond à un accroissement de la distance entre la pièce et
l'outil.
8. Technologies d'Entraînement et Guidage
Le mouvement de haute précision repose sur :
• Moteurs linéaires : Orent des déplacements rapides et une grande dynamique.
• Vis-écrou à billes : Assurent la transformation rotation/translation sans jeu.
• Stabilité Thermique : Cruciale pour les guidages an de maintenir la précision
dimensionnelle malgré l'échauement mécanique généré lors des cycles
intensifs.
9. Synthèse des Gains Économiques
L'intégration de la CNC apporte une flexibilité stratégique et une réduction drastique des
coûts indirects, notamment par la suppression du traçage (mise en position manuelle) et
l'exécution d'opérations en temps masqués grâce aux changeurs d'outils et à la palettisation.
• Minoration des coûts de revient : 25 % à 60 %.
• Accroissement de la capacité de production : 100 % à 450 %.
• Diminution du temps de réalisation : 25 % à 60 %.
• Retour d'investissement rapide par l'optimisation du taux de rendement
synthétique.
1
/
4
100%