INP-HB / GME Instruments de mesure et de contrôles dimensionnels
Page 1
Basile Ibo / Ben Matthieu Cours de production mécanique
CHAPITRE 2 : Instruments de mesure et de contrôles dimensionnels
1. Généralités
Aucun moyen de production de pièce ne permet d’obtenir des cotes rigoureusement
exactes ou des surfaces géométriquement parfaites. Ceci conduit à coter les pièces suivant
leur fonction avec des indications de tolérances, de spécifications géométriques et d’états de
surfaces.
La métrologie a pour but de mesurer et de comparer les pièces afin de s’assurer que les
conditions fonctionnelles ont été respectées.
La métrologie met donc en œuvre tout un ensemble d’appareillages mécaniques, optiques,
pneumatiques ou électriques permettant d’assurer la mesure d’une cote, d’une spécification
géométrique ou d’état de surface. Ces appareilles, si précis soient-ils, comportent toujours
une incertitude qui doit être faible devant la précision souhaitée pour la lecture.
Seuls les étalons (ex : masse-étalon, mètre étalon) sont considérés comme rigoureusement
exacts.
Cette étude se limitera aux instruments de base de la métrologie tels que le calibre à
coulisse, le micromètre et le comparateur et leur application en mesure dimensionnelle et
angulaire.
2. Règles à mesurer
2.1. Réglet
Le réglet est un ruban d’acier gradué en millimètres ou demi-millimètres, pour le système
métrique. Pour les réglets les plus courants, l’origine de la graduation se confond avec
l’extrémité gauche. Certains réglets possèdent un talon permettant de faire coïncider sans
difficulté l’origine des graduations avec l’origine de la mesure. Les réglets sont fabriqués en
différentes longueurs : 0,20m - 0,3m - 0,50m - 1m - 2m etc.
2.2. Les règles graduées
Ce sont des règles rigides utilisées pour le réglage des hauteurs de trusquins. Il existe des
règles graduées de haute précision utilisées sur les machines à mesurer.
0 1 2 3 4 5 6 7 8 19 20

INP-HB / GME Instruments de mesure et de contrôles dimensionnels
Page 2
Basile Ibo / Ben Matthieu Cours de production mécanique
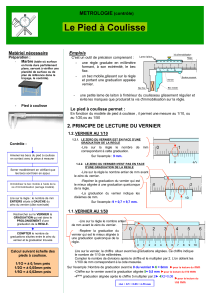
3. Le calibre à coulisse
3.1. Présentation du calibre à coulisse
Le calibre à coulisse est composé d’un bec mobile solidaire du coulisseau et d’un bec fixe
solidaire de la règle. La règle comporte des graduations en millimètre et le coulisseau des
graduations de vernier.
3.2. Principe du vernier
Ce principe consiste en l’utilisation de deux graduations, l’une en millimètres gravée sur un
support fixe et l’autre sur un support mobile. Un certain nombre Nf de graduations du support
fixe sont divisées en Nm parties égales. Les caractéristiques du vernier sont :
− Valeur en mm de la graduation du support mobile Vg = Nf / Nm
− Précision de lecture P = 1- Vg
Remarque :
Les verniers existent sous plusieurs formes :
o Verniers linéaires (exemple ci-dessus) ;
o Verniers circonférentiels (sur les tambours des machines-outils et sur certains
micromètres) ;
o Verniers angulaires (sur les rapporteurs d’angles de précision) etc.
• Application au vernier au 1/10e
1
BEC FIXE
6
COULISSEAU
2
BEC MOBILE
7
VIS DE BLOCAGE
3
VERNIER
8
REGLE GRADUEE EN mm
4
POUSSOIR
5
GRADUATION DE LA REGLE
Vg
P
Support mobile
(coulisseau)
Support fixe
(règle)
0 1 2 3 4 5 6 7 8 9 10
0
10

INP-HB / GME Instruments de mesure et de contrôles dimensionnels
Page 3
Basile Ibo / Ben Matthieu Cours de production mécanique
o La règle est graduée en mm ;
− Sur le coulisseau, on a réalisé des graduations qui divisent 9 mm de la règle en 10
parties égales. La valeur de chaque graduation du coulisseau est donc Vg = Nf / Nm =
9/10 = 0,9mm ;
o La précision de lecture ici est donc P = 1-0,9 = 0,1mm
• Principe de lecture du vernier au 1/10e
1. Lire sur la règle graduée le nombre entier avant
le 0 du vernier : 71 mm
2. Localiser la graduation du vernier qui coïncide avec
Une graduation de la règle et la convertir en dixième
de mm : 0,8 mm
3. Ajouter les valeurs des deux premières étapes
pour obtenir la mesure exacte : 71 + 0,8 = 71,8 mm
• Principe du Vernier au 1/20e
o La règle est graduée en mm ;
− Sur le coulisseau, on a réalisé des graduations qui divisent 19 mm de la règle en 20
parties égales. La valeur de chaque graduation du coulisseau est donc Vg = Nf / Nm
o = 19/20 = 0,95mm ;
o La précision de lecture ici est donc P = 1-0,95 = 0,05mm
• Principe de lecture du vernier au 1/20e
Le principe de lecture du vernier au 1/20e ne diffère pas du précèdent.
0
1
2
0 1 2 3 4 5 6 7 8 9 0
7
0
8
0 1 2 3 4 5 6 7 8 9 0
4
5
6
0 1 2 3 4 5 6 7 8 9 0

INP-HB / GME Instruments de mesure et de contrôles dimensionnels
Page 4
Basile Ibo / Ben Matthieu Cours de production mécanique
• Principe du vernier au 1/50e
o La règle est graduée en mm ;
− Sur le coulisseau, on a réalisé des graduations qui divisent 49 mm de la règle en 50
parties égales. La valeur de chaque graduation du coulisseau est donc Vg = Nf / Nm
o = 49/50 = 0,98mm ;
o La précision de lecture ici est donc P = 1-0,98 = 0,02mm
Le principe de lecture du vernier au 1/50e ne diffère pas des autres verniers
Exercice 1 :
Lire les valeurs des mesures des pieds à coulisse ci-dessous.
0
1
2
3
4
5
0 1 2 3 4 5 6 7 8 9 0
8
9
10

INP-HB / GME Instruments de mesure et de contrôles dimensionnels
Page 5
Basile Ibo / Ben Matthieu Cours de production mécanique
• Exercice 2
Lire les valeurs des mesures des pieds à coulisse ci-dessous.
0
1
2
0 1 2 3 4 5 6 7 8 9 0
7
0
8
0 1 2 3 4 5 6 7 8 9 0
0
1
0 1 2 3 4 5 6 7 8 9 0
3
4
0 1 2 3 4 5 6 7 8 9 0
4
5
6
0 1 2 3 4 5 6 7 8 9 0
0
1
2
0 1 2 3 4 5 6 7 8 9 0
0 1 2 3 4 5 6 7 8 9 0
0
1
2
3
4
5
7
8
9
10
11
12
0 1 2 3 4 5 6 7 8 9 0
7
8
9
10
11
12
0 1 2 3 4 5 6 7 8 9 0
 6
7
8
9
10
11
12
13
14
15
6
7
8
9
10
11
12
13
14
15
1
/
15
100%