
Alternative fuels in cement manufacturing
Münster, 27 October 2015
Martin Oerter
Forschungsinstitut der Zementindustrie GmbH
Tannenstrasse 2
40476 Düsseldorf

Research and services for the industrial minerals industry
The non-profit VDZ gGmbH is active in the field of industrial research an
technical development
The FIZ GmbH acts as an independent third party monitoring body for
testing of construction materials, emission monitoring, certification of
management systems and verification of greenhouse gases

VDZ member companies 22
Cement works in Germany
–total* 54
–with clinker production 34
–without clinker production 20
Total sales (million t) 31,5
Clinker production 23,1
(domestic, million t)
*) No. of works with operating permit
The German cement industry (2013)

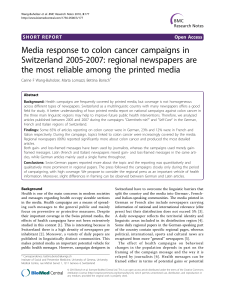
Key figures of the German Cement Industry (2013)
Alternative fuels: 56.6 Mio GJ/a
Substitution of more than 2 Mio t of hard coal
Clinker Production: about 23 Mio t
Cement Production: about 31 Mio t
Thermal Energy Demand: 90.5 Mio GJ/a
Hard Coal: 7.8 Mio GJ/a
Lignite: 19.7 Mio GJ/a
Petcoke: 3.2 Mio GJ/a
Others: 3.1 Mio GJ/a
33.9 Mio GJ/a

Alternative Fuels – Advantages
Environmental advantages
Saving of natural resources
Reduction of CO2 emissions
Thermal recycling
Economical advantages
Reduction of fuel costs
Stronger market position
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
1
/
27
100%






{kind=link}