1
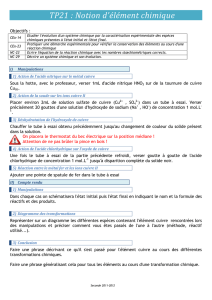
Assemblage des tubes en cuivre
Assemblage par brasage
Le brasage permet l’assemblage de deux pièces à l’aide d’un métal de nature
différente. Ce métal à une température de fusion inférieure à celle des pièces à
assembler et lui seul participe à la constitution d’un joint d’assemblage, en se
fusionnant au contact au métal de base plus chaud.
L’assemblage des pièces se fait par recouvrement, comme un collage. Ce
procédé permet de créer un joint d’étanchéité par pénétration du métal d’apport
par capillarité entre les deux tuyaux ,on distingue deux (02) types de brasage:
1– Le brasage fort
2– Le brasage tendre
1- Le brasage fort:
Le brasage fort pour lequel la température de fusion du métal d'apport est
supérieure à 450°C. En ce qui concerne le cuivre, dont la température de
fusion est de 1083°C, la brasure forte ne devrait pas faire intervenir des
températures de travail supérieures à 750°C.
2– Le brasage tendre:
Le brasage tendre est l’opération consistant à assembler des pièces métalliques par
fusion d'un métal d'apport, dont le point de fusion est inférieur à 450 C°, dans un
intervalle ménagé entre les pièces
I - Définition

2
Assemblage des tubes en cuivre
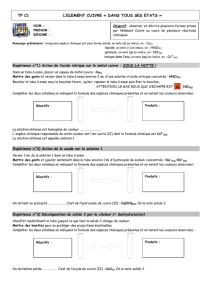
II - Le soudage autogène
C'est un procédé de soudage de deux pièces qui participent à la constitution du joint.
C'est une technique destinée à souder les métaux ferreux
(fer, acier…).
Moyens nécessaires :
1- Métal d'apport : fer ou acier en baguette enrobée.
2- Température de chauffe : de 2 850 à 3 000 °C.
3-Outillage utilisé : chalumeau oxygaz.
III - Le soudo-brasage
C'est l'assemblage deux tubes sans raccord ajouté, directement bout à bout. de
même métal ou de métaux différents (acier et cuivre, par exemple) avec un métal
d'apport dont la température de fusion est inferieure a
celle des pièces a assembler.
Moyens nécessaires :
1- Métal d'apport : laiton, cuivre ou argent en baguette.
2- Température de chauffe : supérieure à 1 500 °C.
3- Outillage utilisé : chalumeau butane-propane ou
chalumeau oxygaz.
VI - Les alliages d'apport:
Les principaux alliages utilisés pour la brasure tendre sont :
L'étain/argent et l'étain/cuivre. L'étain/plomb, interdit pour les réseaux
sanitaires, est de moins en moins utilisé.
Dans le cas du brasage fort, on utilise des alliages du type :
cuivre/phosphore ou cuivre/argent. Le cuivre/phosphore permet d'éviter
l'utilisation de flux décapant grâce au rôle désoxydant du phosphore. Les
alliages cuivre/argent permettent quant à eux de travailler à des températures
un peu plus basses, ils sont plus fluides et assurent une meilleure
mouillabilité.

3
Assemblage des tubes en cuivre
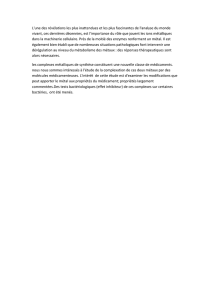
Le décapant a trois rôles essentiels en brasage :
Il décape superficiellement le métal de base afin de faciliter le mouillage.
Il protège l'alliage d'apport et le métal de l'oxydation pendant l'opération
de brasage.
Il a un rôle d'indicateur de température.
Les décapants sont élaborés à partir de sels actifs et peuvent se
présenter aussi bien sous la forme de poudre, de pâte ou de liquide. Ils
doivent posséder les caractéristiques suivantes :
Température de fusion inférieure à celle du métal d'apport.
Fluidité à la température de brasage.
Activité pendant toute la durée de l'opération de brasage.
Elimination aisée par rinçage.
Recommandations :
Après nettoyage et pour éviter l'oxydation pendant le chauffage,
on appliquera modérément une couche de flux décapant sur toute
la surface extérieure du tube à braser (pièce mâle).
Le flux doit être appliqué sans excès de façon à ne pas provoquer
de coulures à l'intérieur du tube.
Mieux vaut placer la partie mâle de l'emboîture vers le haut
Les deux parties sont enfoncées l'une dans l'autre, en imprimant
au tube un mouvement rotatif pour assurer la bonne répartition du
flux.
Il existe de nombreux produits jouant le rôle de flux décapants pour le
brasage tendre des tubes de cuivre, et notamment :
- Les flux halogénés:
Ils contiennent des chlorures ou des fluorures alcalins. Ils
sont très efficaces, mais nécessitent une élimination totale
après brasage, par lavage et brossage à l'eau chaude, car leurs
résidus sont corrosifs.
- Les flux organiques :
Ils sont base de colophane, ne nécessitent pas d'élimination
après brasage ,et ils ne sont pas corrosifs
V - Les flux décapants:
Remarque:

4
Assemblage des tubes en cuivre
IV - Mise en œuvre
Découpe du tube :
La coupe du tube doit être franche et d'équerre. Un coupe tube permettra d'éviter la
déformation du tube. L'ébavurage sera soigneusement réalisé avec arrondi des
arêtes.
Nettoyage des surfaces :
Le nettoyage des pièces à assembler à l'aide d'un tampon abrasif. A ce stade il
convient de vérifier le jeu d'emboîtement par un montage à blanc.
Dégraissage des surfaces :
Dégraisser les pièces à assembler. Après cette opération il ne faut plus toucher les
surfaces nettoyées avec les mains nues.
Application modérée de flux décapant :
Appliqué au pinceau de flux doit enduire la surface de la partie mâle des pièces à
assembler. On prendra soin de ne pas faire pénétrer de flux décapant à l'intérieur du
tube et en évitant tout excès.
Chauffage :
Après avoir placé les tubes à raccorder dans leur position définitive, les parties à
assembler seront chauffées de façon homogène en assurant un mouvement continu
de la flamme. On utilisera à cette fin un chalumeau à gaz butane ou propane ou
encore une pince électrique.
Métal d'apport :
Le métal doit s'écouler facilement dans le joint par capillarité, la flamme étant
éloignée du métal d'apport. C'est la chaleur du métal qui fait fondre l'alliage
d'apport. Continuer l'opération jusqu'à remplissage du joint.
Refroidissement de l'assemblage :
Une fois refroidit le joint brasé est nettoyé à l'eau pour éliminer tout résidu de flux
décapant

5
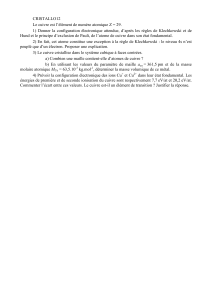
Assemblage des tubes en cuivre
2 - Nettoyage du tube
1 - Découpe
B - Dégraissage des surfaces :
Tube 1
C- Dégraissage partie intérieure :
Tube 2
A - Ebavurage de l’extrémité du tube
VII - Illustration de la mise en œuvre du brasage
 6
7
8
6
7
8
1
/
8
100%